我国砂处理装备基本情况
2010-11-04 13:59刘小龙机械工业第四设计研究院河南洛阳市471039
中国铸造装备与技术 2010年3期
刘小龙(机械工业第四设计研究院,河南洛阳市 471039)
我国砂处理装备基本情况
刘小龙(机械工业第四设计研究院,河南洛阳市 471039)
介绍了砂处理设备的组成、系统基本要求;通过统计数据描述了我国砂处理系统关键设备的基本情况;结合我国砂处理装备制造厂家的特点,分析了砂处理系统总体承包的优缺点,同时提出了作者的建议。
砂处理;皮带机;斗提机;冷却器;混砂机;型砂在线检测
1 概述
在大批量、自动化造型生产铸件时,因型砂质量问题引起的铸件废品约占铸件废品总数的一半以上,型砂质量不好可引起粘砂、夹砂、气孔、胀箱等一系列铸件缺陷,因此,砂处理系统变得格外重要。通常构成砂处理系统的设备有磁选机、筛砂机、皮带机、斗提机、螺旋输送机、冷却器、混砂机、砂斗、松砂机、压送设备、型砂控制设备等。
砂处理系统(单元)布置复杂,关联性强,过去该系统从方案到施工图设计都由设计院完成,用户根据设计图纸进行订货(包括电控系统),这样的结果是:各类设备可能来自不同的厂家,给现场协调增加了一定的工作量。近年来不少用户为了减少麻烦、节省非标设计费,通常按照设计院的初步方案将砂处理整个系统承包给某一设备供应商,这种做法确实减少了用户的一些工作量,但由于我国砂处理设备制造厂商和设备的特点,也带来了其它费用的增加和工期延长等问题。
2 砂处理系统的基本要求
简单地说砂处理系统的基本要求就是如何稳定、均匀、按需向造型线供应合格的型砂。目前,随着对铸件品质要求的提高,对砂处理系统的要求也愈来愈高,通常型砂性能一般要达到:
型砂温度应不超过环境温度10℃;
紧实率38%~42%(波动±2%);
湿压强度0.17~0.22MPa;
湿抗拉强度0.12~0.25 MPa;
透气性>90;
水份2.8%~3.2%;
型砂中>10mm的砂团量<5%。
对于旧砂处理,在经破碎、磁选、筛分后进入冷却装置,装置要求测量旧砂入口处的流量、水份、温度,并自动增湿使出口处的旧砂水份控制在2.3%~2.5%,温度不超过环境温度10℃,在冷却的同时还要鼓风除去灰份。同时要求构成砂处理系统的各个子系统必须稳定可靠,且定量准确。检测、控制设备必须及时、稳定,实行在线检测、控制,通常:
砂冷却器内水份检测精度要高于0.1%;
混砂机新砂、旧砂秤定量精度:静态±0.1%,动态±0.5%;
粉料秤定量精度:静态±0.1%,动态±0.3%;
水定量装置精度:静态±0.1%,动态±0.1%。
系统设计中为了保证旧砂性能的稳定(即将不同阶段的旧砂掺合到一块),通常尽可能地多设几个旧砂斗,旧砂的储存量要大于2小时循环量,每个旧砂斗中旧砂的加入是阶段性的,而出砂是连续性的。
一个合理的砂处理系统,必须保证其构成的各个子系统,如砂准备系统、辅料系统、散落砂系统、落砂系统、旧砂处理输送系统、混砂系统、型砂输送系统、废砂排放系统、电控系统、除尘系统等合理有效。
3 国内砂处理关键设备基本情况
实际上构成砂处理系统的每台设备都是关键设备,包括带式输送机、斗式提升机,但多数人认为砂处理系统的关键设备是混砂机、冷却器、多角筛和在线检测装置。下面就这4种设备的基本情况谈谈个人的看法。
3.1 混砂机
混砂机的发展趋势是碾轮式混砂机逐渐被高效转子混砂机取代,系统中由多台混砂机变为单台混砂机。目前,50t/h以下混砂机国外品牌国内制造产品已基本过关,自主研发的国产品牌混砂机,性能普遍不如国外品牌,可靠性也低于国外品牌,50t/h以上混砂机由于国产元器件不过关,最好选用全进口国外品牌,如果受资金限制,必须在国内采购时,建议选择成熟机型的国外品牌国内制造产品。表1是国内某混砂机生产厂生产混砂机的技术参数。表2是某国外品牌国内混砂机生产厂家生产混砂机的技术参数。表3是国外某混砂机生产厂家生产混砂机的几种技术参数。

表1 国内某厂生产混砂机技术参数
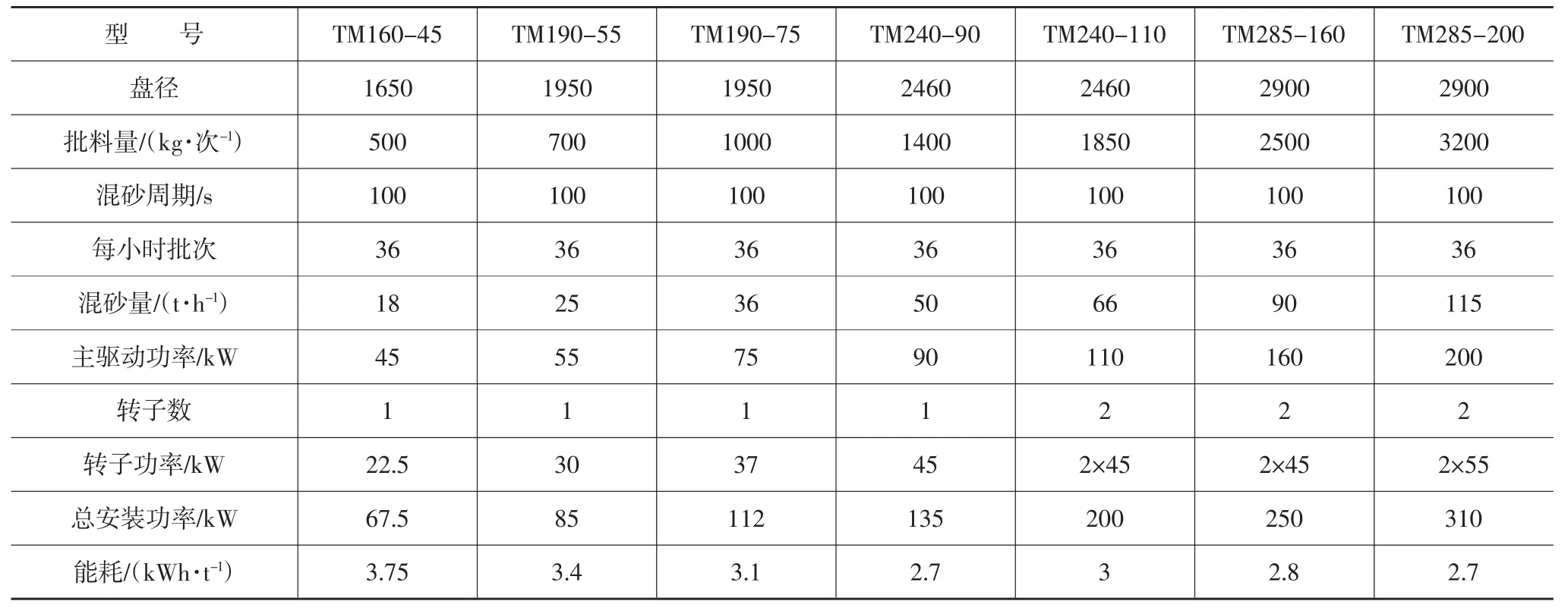
表2 某国外品牌国内生产混砂机的技术参数
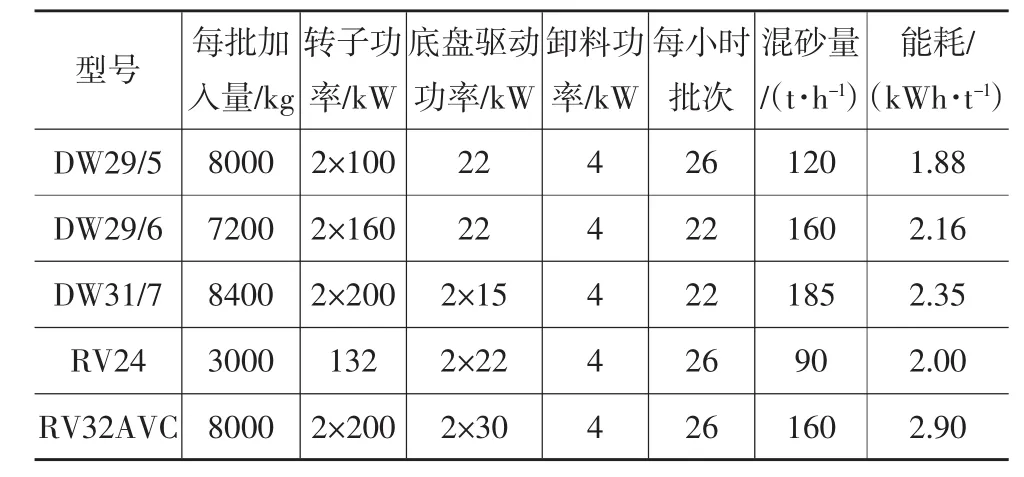
表3 国外某混砂机生产厂家生产混砂机的几种技术参数
由以上表格可以看出,国外混砂机的能耗一般高于国内混砂机,实际应用中,国外混砂机的实际生产率一般能达到标称的80%~90%,而国内混砂机的实际生产率一般是标称的50%~60%。国外混砂机转子的线速度一般为18m/s,国产混砂机转子的线速度一般要小于该值,国外混砂机的混制质量略好于国内。
3.2 砂冷却器
砂冷却器的形式有双盘冷却机和沸腾冷却床两种形式。双盘冷却机对旧砂具有预混作用,且结构紧凑,运动噪声小。沸腾冷却床具有冷却效果好、电力安装容量小的优势,但其体积庞大,占地面积大,且为振动设备,运动噪声大,内部加水时底部鱼鳞网孔易堵塞,大规格沸腾冷却床生产有困难,可靠性差。表4是国外某企业生产沸腾冷却床的技术参数。表5是国内某企业生产的沸腾冷却床技术参数。

表4 国外某企业生产沸腾冷却床技术参数
目前,国产小通过率的沸腾冷却床已经过关,大通过率的沸腾冷却床还有一定问题,如缺少可靠的震动电机、床体本身焊接容易裂缝等;而国产双盘冷却机冷却效果较差,可靠性低,进口双盘冷却机可以满足生产要求。因此,目前国内砂处理能力小于80t/h时使用国产沸腾冷却床的较多,砂处理能力大于80t/h时使用进口双盘冷却器的较多。表6是几家用户使用情况的统计。

表5 某企业生产沸腾冷却床技术参数
3.3 多角筛
我国目前生产的多角筛都来自国外技术,转速在16~24r/min之间,基本能满足生产要求,已经能够替代进口,但通过量在120t/h以上的多角筛,国内生产还不过关,主要是主轴易断、筛网固定不合理等。因此,对于通过量大的砂处理系统,往往选取两级筛或两台筛并联的形式。表7是我国某企业生产多角筛的技术规格。

表6 混砂机、砂冷却器使用情况统计表

表7 我国某企业生产多角筛技术规格
3.4 型砂在线检测
近年来,随着铸造生产自动化程度的提高,型砂质量控制的发展方向是在线检测,在检测项目上,从单一的指标发展为以紧实率为主的几个性能参数的综合指标。该装置有的安装在混砂机上,有的安装在混砂机出砂口皮带机上。国内多所大学和铸造设备制造厂都可生产型砂在线检测仪,紧实率检测精度可达±0.1%,水份检测精度可达±0.1%,湿压强度检测精度可达±0.2%,从性能上和可靠性来讲,普遍不如国外设备,但价格远远低于国外。在控制上,往往是将混好的型砂不断取样检测,然后反馈控制下一批砂的加水量,真正意义上的实时检测,即在混制当批料中取样,控制当批料的加水量等,直至合格后再放砂的形式,由于对混砂机的生产率影响较大,使用较少。
4 国内砂处理设备制造厂家基本情况
国内砂处理设备制造厂家很多,多数机加工设备少,而铆焊设备比较齐全,这一点与国外类似。由于没有高精度的加工装备,对大生产率的关键设备制造困难,研发能力薄弱,很少对整个系统进行研究。这些企业以民营企业居多,且以生产连续运输设备为主,没有拳头产品,规模小、人员少。由于受价格和生产条件限制,制造工艺相对简单,比如:焊接时该坡口的不坡口,该热处理的没热处理,表面该抛丸的没抛,设备制造多以拼焊为主,整机装配现场进行,所有配套件外购,因此,导致设备质量难以保证,特别是外购配套件,由于我国基础件本身质量与国外相比就有一定的差距,再加上为了降低成本,购买时不买正规厂家产品,使很多外购件在使用中出现问题。现场经常出现这样的情况:设备刚刚使用几个月,就出现故障了,维修时发现轴承是三无产品,油漆也开始一篇一篇地掉落。因此,普遍认为我国的砂处理设备可靠性、耐用性较差。表8是我国主要砂处理设备生产厂家的基本情况。
5 砂处理系统总体承包优缺点分析
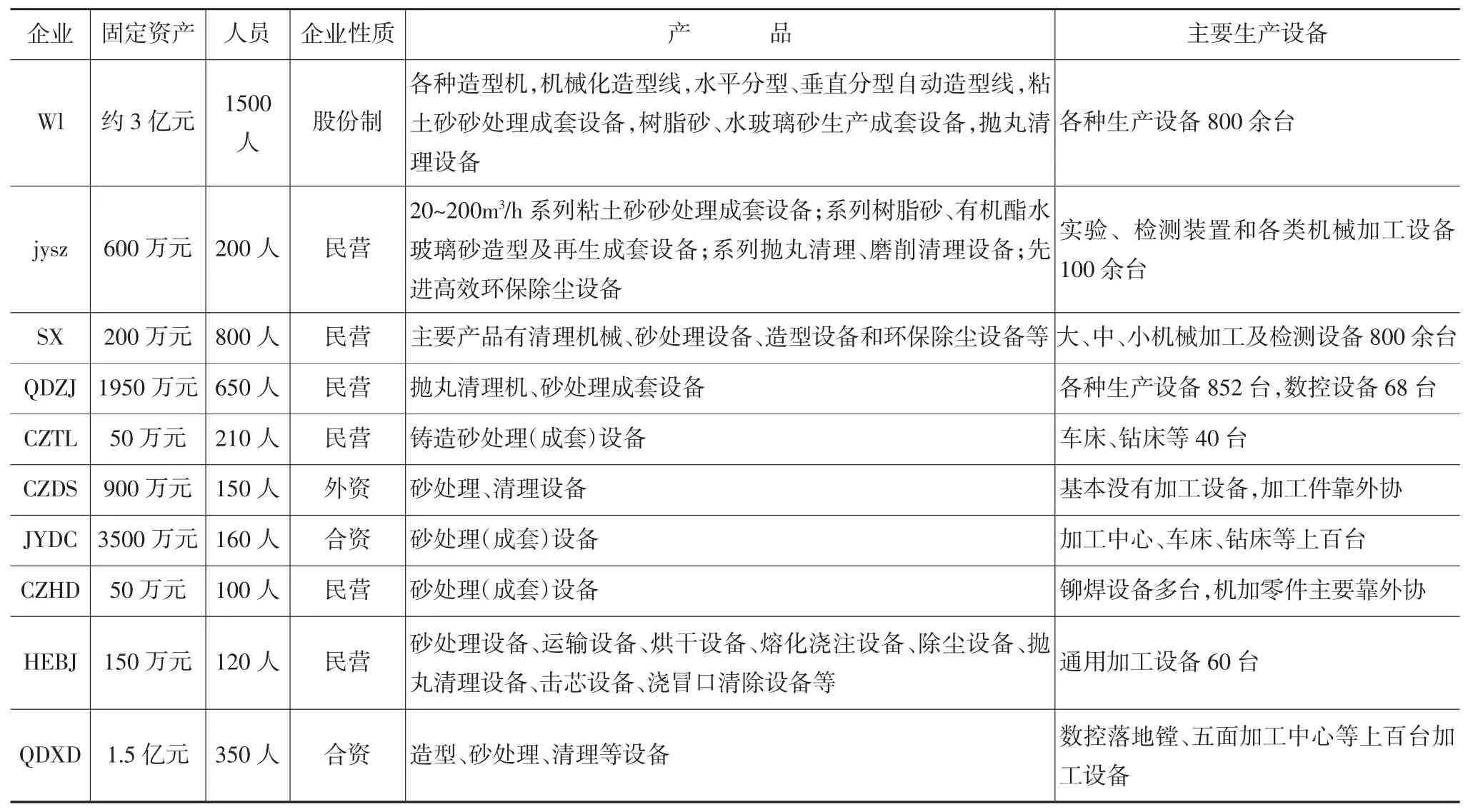
表8 我国主要砂处理设备生产厂家基本情况
目前,我国砂处理系统在实施中多以总体承包形式进行或部分单台关键设备进口、其余打包外委。这种形式确实减少了使用单位一些管理工作,用户不用一台设备一台设备地订货,在建设过程中,也不必花大力气去协调各方面的关系,同时,还为用户减少了部分非标设计费。
这种做法的优点显而易见,但随之也带来一些问题,如建设周期加长、设计容易漏项、系统设计不一定很合理等等。下面进行一下简单分析。
本来砂处理系统总体承包可以缩短工期,但事实上往往延长了工期,其原因是多数砂处理设备制造厂家技术力量相对薄弱,方案设计、提出土建公用资料等需要较长的时间,个别合同签订后,2~3个月才能拿出初步土建资料,影响厂房土建设计,对整个项目进度影响很大。
砂处理设备制造厂家往往只设计工艺图和机械化图,动力、照明等一般都不设计,但工程设计人员往往认为既然是总包,就应该是全部工种,因此,工程设计中照明系统等就不设计了(由于砂处理工部照明系统与设备关系密切,对设备不了解时,也很难设计),这样,就容易造成设计漏项。
正如世间万物,各种事物有其长处必有其短处,对每个砂处理设备制造厂家来说,有一两样优秀产品就不错了,不可能全是最好的,但为了总体承包,其立足点是全选自己的设备,因此,在工艺布置上就有可能存在不合理的地方,在使用过程中存在短板效应。近年来砂处理系统总体承包的项目,由于某一设备卡壳,而影响整个系统运转的现象时有发生。
另外,某些砂处理设备制造厂为了获得更大利润,将设备型号减小的现象也时有发生,给将来使用带来了很大的隐患。
6 几点建议
(1)砂处理系统至关重要,应合理设计。方案设计时要尽量从系统上保证型砂能够稳定、均匀供给造型线,方案设计要多次评审,设备选型要最优化。
(2)关键设备选型很重要,要结合我国砂处理设备的特点和实际使用中的效率来选择关键设备,大型进口造型线尽量选用进口混砂机。
(3)我国砂处理设备厂家生产关键设备的能力还有待提高。国内生产小规格的砂处理设备已经成熟,但在大型砂处理设备制造方面,从生产率、可靠性等方面,与国外相比还有一定的差距,建议重点突破,尽快赶上。
(4)为减少投资,在建设周期允许的情况下,砂处理的各层平台最好与厂房柱子发生关系,而不是单独立柱。同时建设周期要合理、科学,尽量避免为了形象而不顾成本的所谓“形象工程”。
(5)为缩短建设周期,砂处理工部设计最好由工艺设计单位进行统一设计,然后按图招标,避免方案不同评标困难和提供工程设计资料不及时影响整个土建设计进度。
Basic Situation of Chinese Sand Preparation Plant
LIU XiaoLong
(Scivic Engineering Corporation,Luoyang 266400,Henan China)
The component and system basic requirement of sand preparation plant are introduced in this paper.Basic situation of key equipment for Chinese sand treatment is described by statistics. According to the specialty of Chinese sand preparation plant manufactory,the merits and drawbacks of sand treatment overall contract are analysed.Simultaneity,author's advice is proposed.
Sand treatment;Belt conveyer;Skip hoist;Cooler;Sand mixer;Green sand property on-line test
TG331.2;
A;
1006-9658(2010)03-5
2009-12-23
2009-169
刘小龙(1964-),男,教授级高工,机械工业第四设计研究院铸造所所长,主要从事铸造工程设计和铸造非标设备设计
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
科学与财富(2021年33期)2021-05-10
铸造设备与工艺(2020年4期)2020-10-15
中国交通信息化(2018年6期)2018-08-29
中国铸造装备与技术(2017年3期)2017-06-21
越玩越野(2016年2期)2016-12-26
中国交通信息化(2016年6期)2016-06-06
中国交通信息化(2016年5期)2016-06-06
中国粮油学报(2016年5期)2016-01-23
中国铸造装备与技术(2015年5期)2015-12-10