
超声波辅助提取葡萄籽油工艺条件的优化
2010-11-04 13:55刘传富董海洲李向阳刘学梅左进华
中国粮油学报 2010年3期
刘传富董海洲李向阳刘学梅左进华
(山东农业大学食品科学与工程学院1,泰安 271018)
(山东兖州济宁农业高新技术示范园2,兖州 272100)
超声波辅助提取葡萄籽油工艺条件的优化
刘传富1董海洲1李向阳1刘学梅2左进华1
(山东农业大学食品科学与工程学院1,泰安 271018)
(山东兖州济宁农业高新技术示范园2,兖州 272100)
以葡萄籽为原料,利用超声波提取葡萄籽油。在单因素试验的基础上,采用二次通用旋转组合试验,确定了超声波辅助提取葡萄籽油的最佳工艺条件,建立了提取回归数学模型。结果表明,以石油醚 (60~90℃)为浸提剂,在物料粒度 60目条件下,提取条件对葡萄籽油出油效率作用的大小顺序为:提取温度 >超声频率 >液料比 >提取时间;超声波辅助提取葡萄籽油的最佳工艺条件为:液料比为 6.7 mL/g、提取温度80℃、提取时间 50 min、超声频率 53.3 kHz,出油效率 54.50%;所建立的数学回归模型能较准确预测葡萄籽油的出油效率。
超声波 葡萄籽油 出油效率
葡萄是葡萄科 (Vitaceae)葡萄属 (Vitis)植物[1]。葡萄籽的主要来源是葡萄酒、果汁饮料等葡萄加工企业的下脚料,葡萄籽中含有 13%~15%的油脂,不饱和脂肪酸含量高达 90%,其中亚油酸高达 75%以上,并含有维生素 A、E、D、K、P和多种微量元素,具有调节人体植物神经、清除血清胆固醇、治疗心血管疾病的作用[2-3],是营养价值很高的保健营养品,宜长期食用,可作为高级食用油及化妆品原料。在国外葡萄籽油主要用作婴儿和老年人的高级营养油,高空作业和飞行人员的高级保健油[2]。我国每年可用于开发利用的葡萄籽约 4.5万吨,但其综合利用的总体水平仍处在初级阶段,尚未得到充分、合理、有效的利用,大部分被当作下脚料处理,因此,开展葡萄籽油的加工利用是十分必要的。
超声波技术,目前已广泛应用于电子、机械、轻工行业[4-5]。随着研究领域的拓展,超声波提取技术作为一种新的提取分离技术已进入油脂工业,它是利用超声波的空化作用(破碎细胞)和机械作用(强化传质),使溶剂分子渗透到组织细胞中去,更好地与溶剂分子接触,使细胞中可溶性成分更好更快地释放出来[6-7],因此,超声波可强化萃取分离过程的传质速率和效果,从而有利于油脂的提取。目前,超声波提取技术在苹果籽油﹑松子油、八角油、扁桃油、玉米胚芽油及葵花籽油等油脂提取方面已得到广泛应用[8-13],但在葡萄籽油方面的应用还未见报道。因此,本试验通过对浸提剂、物料粒度、料液比、提取温度、提取时间及超声波频率等因素与出油效率关系的研究,结合数学方法对浸提条件进行优化筛选,旨在为超声波辅助提取葡萄籽油的产业化生产提供理论依据。
1 材料与方法
1.1 试验材料
葡萄籽:山东烟台张裕葡萄酒公司提供(粗脂肪14.5%);丙酮、正己烷、石油醚(沸程 60~90℃)、异丙醇和乙醚均为分析纯。
1.2 主要仪器设备
KQ-250DE型数控超声波清洗器:昆山市超声仪器有限公司;RE-52AA型旋转蒸发仪:上海亚荣生化仪器厂;SHB-3型循环水多用真空泵:河南巩义英峪仪器厂;KDF-2311型多功能食品粉碎机:天津市康达电器公司;DZK W电子恒温水浴锅:北京光明医疗仪器厂;JA-5003电子天平:上海精密科学仪器厂。
1.3 试验方法
1.3.1 超声波提取葡萄籽油的工艺流程
葡萄籽 →粉碎→称重→装料→超声波回流萃取 →抽滤 →真空浓缩 →葡萄籽油
1.3.2 提取方法
定量称取粉碎好的葡萄籽粉,装入烧瓶中超声回流提取,提取结束后进行减压抽虑,将提取液与水渣分离,然后对提取液进行减压浓缩,除去提取溶剂,将浓缩液放入干燥瓶中 95℃恒温鼓风干燥直至恒重,按下式计算出油效率。

式中:G1为葡萄粉质量/g;G2为葡萄渣质量/g; X1为葡萄粉油脂质量分数/%;X2为葡萄渣中残留油脂质量分数/%。
1.4 试验内容
1.4.1 单因素试验
选择浸提过程中浸提剂、物料粒度、液料比、温度、时间、超声波频率作为考察因子,以葡萄籽的出油效率作为考核指标。每组试验重复 3次,取平均值。
1.4.2 优化试验
在单因素试验基础上,以石油醚为浸提剂、在物料粒度 60目条件下,选用液料比、提取时间、提取温度、超声波频率为试验因素,出油效率为考核指标,采用二次通用旋转组合设计法安排试验[14-15],试验因素和水平见表 1。每组试验重复 3次,取平均值。

表1 试验因素和水平
2 结果与分析
2.1 单因素试验
2.1.1 浸提剂的选择
称取5份50目的葡萄籽粉,每份 15.000 g,在料液比7 mL/g、提取时间 30 min、超声波频率 50 kHz条件下,不同溶剂对葡萄籽出油效率的影响见表2。
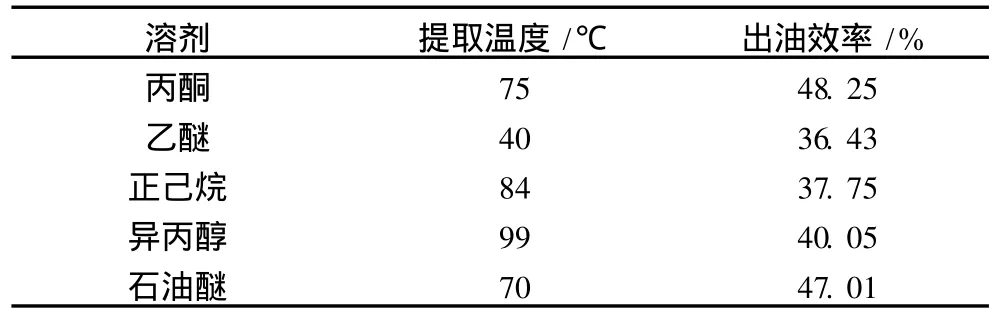
表2 不同溶剂对葡萄籽出油效率的影响
从表 2可以看出,乙醚、正己烷出油效率较低,不宜作浸提剂,丙酮和石油醚出油效率最高,但丙酮浸出油的颜色较深,极难脱色。而且浸出粕带有一种令人厌恶欲呕吐的臭气。因此,综合考虑,选择石油醚作为最佳浸提剂。
2.1.2 物料粒度的确定
称取 7份葡萄籽粉,每份 15.000 g,在液料比7mL/g、提取温度 70℃、提取时间 30 min、超声波频率 50 kHz条件下,不同粒度对葡萄籽出油效率的影响见图1。

图1 不同粒度对出油效率的影响
从图 1可以看出,在物料粒度 20~60目范围内,随着物料粒度的增加,葡萄籽的出油效率不断增大;超过 60目,随着物料粒度的增加,葡萄籽的出油效率增加平缓。这是由于随着物料粒度的增大,物料和溶剂的接触面积越大,溶质与溶剂在物料中的渗透路径越小,这将有助于葡萄籽油的提取;如物料粒度过大(超过 60目),由于液体表面张力阻止溶剂的浸入,阻碍葡萄籽油的提取,因此随着物料粒度不断增加葡萄籽的出油效率逐渐平缓。在本试验条件下最佳物料粒度为 60目。
2.1.3 液料比对葡萄籽出油效率的影响
称取 7份 60目的葡萄籽粉,每份 15.000 g,以石油醚作为浸提剂,在提取温度 70℃、提取时间 30 min、超声波频率 50 kHz条件下,不同液料比对葡萄籽出油率的影响见图 2。
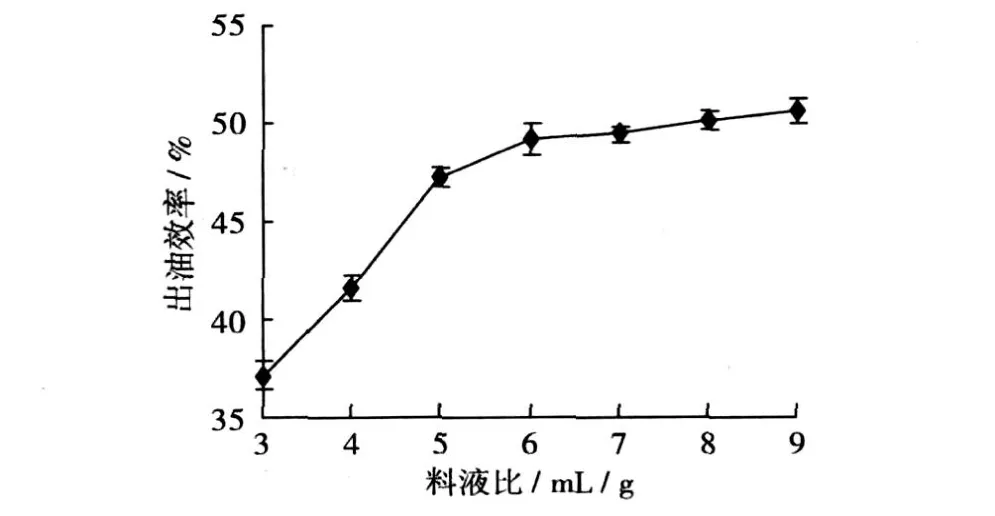
图2 不同料液比对出油效率的影响
从图 2可以看出,随着液料比的增加,葡萄籽的出油效率增大,但在液料比 3~6 mL/g范围内,出油效率明显增大,超过 6 mL/g,出油效率增加不明显。这主要是由于对于一定量的葡萄籽粉来说,液料比越大,溶剂用量越大,溶剂用量的增加,降低了油的浓度,增加了原料与有机溶剂接触面的浓度,从而提高油脂与溶剂的扩散速度,出油效率增大;但过大的液料比也使得石油醚用量、能量消耗增加,成本上升,对石油醚的回收不利。因此,从降低成本、溶剂回收综合考虑在本试验条件下液料比选择 6 mL/g为宜。
2.1.4 提取温度对葡萄籽出油效率的影响
称取 7份 60目的葡萄籽粉,每份 15.000 g,以石油醚作为浸提剂,在液料比 6 mL/g、提取时间 30 min、超声波频率 50 kHz条件下,不同提取温度对葡萄籽出油效率的影响见图 3。

图 3 不同提取温度对出油效率的影响
从图 3可以看出,随着提取温度的提高,温度到75℃时葡萄籽油的出油效率达到最高 (52.10%),超过 75℃萄籽油的出油效率反而有所下降。这是由于提取温度在 60~75℃之间时,温度的提高增加了溶剂分子和油脂分子的动能,促进扩散作用的进行,使出油效率增大;但温度超过 75℃,随着温度的升高,接近石油醚 (60~90℃)的沸点,溶剂的挥发不断加快,减少了溶剂与葡萄籽粉的有效接触面,导致出油效率下降。因此,在本试验条件下 75℃是比较理想的提取温度。
2.1.5 提取时间对葡萄籽出油效率的影响
称取 7份 60目的葡萄籽粉,每份 15.000 g,以石油醚作为浸提剂,在液料比 6 mL/g、提取温度 75℃、超声波频率 50 kHz条件下,不同提取时间对葡萄籽出油效率的影响见图 4。
从图 4可以看出,出油效率随着提取时间的延长而增大,但提取时间超过 40 min,增加幅度较小,增速缓慢。这主要是由于提取时间达到 40 min时,油脂的浸出速度和吸附速度基本达到动态平衡。因此,在本试验条件下,最佳的提取时间为 40 min。
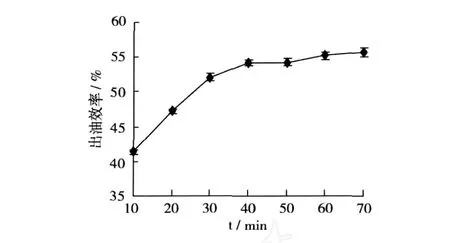
图 4 不同提取时间对出油效率的影响
2.1.6 超声波频率对葡萄籽出油效率的影响
称取 7份 60目的葡萄籽粉,每份 15.000 g,以石油醚作为浸提剂,在液料比 6 mL/g、提取温度75℃、提取时间 50 min条件下,不同超声波频率对葡萄籽出油效率的影响见图 5。

图5 不同超声波频率对出油效率的影响
从图 5可以看出,超声波频率在 10~50 kHz范围内,出油效率随着频率的增大而增加,频率在 50 kHz时,出油效率达到最大值 (54.21%),但频率超过 50 kHz,出油效率随着频率的增大反而减少。这可能是由于超声波具有无选择性的破坏作用,高频率条件下,空化作用不仅破碎细胞壁,也破坏欲提取物质的分子结构;对于特定的物质,超声波作用的效果取决于超声波频率和提取物的结构与性质,不同的提取物有不同的超声波频率[16-17]。因此,本试验条件下最佳超声波频率为 50 Hz。
2.2 超声波辅助提取葡萄籽油工艺条件的优化
在单因素试验的基础上,采用二次通用旋转组合设计试验,优化超声波辅助提取葡萄籽油的工艺条件,试验方案及结果如表 3所示。
由表 3的试验结果,通过 design expert软件处理,采用逐步回归法确定回归方程。该试验的回归方程为:

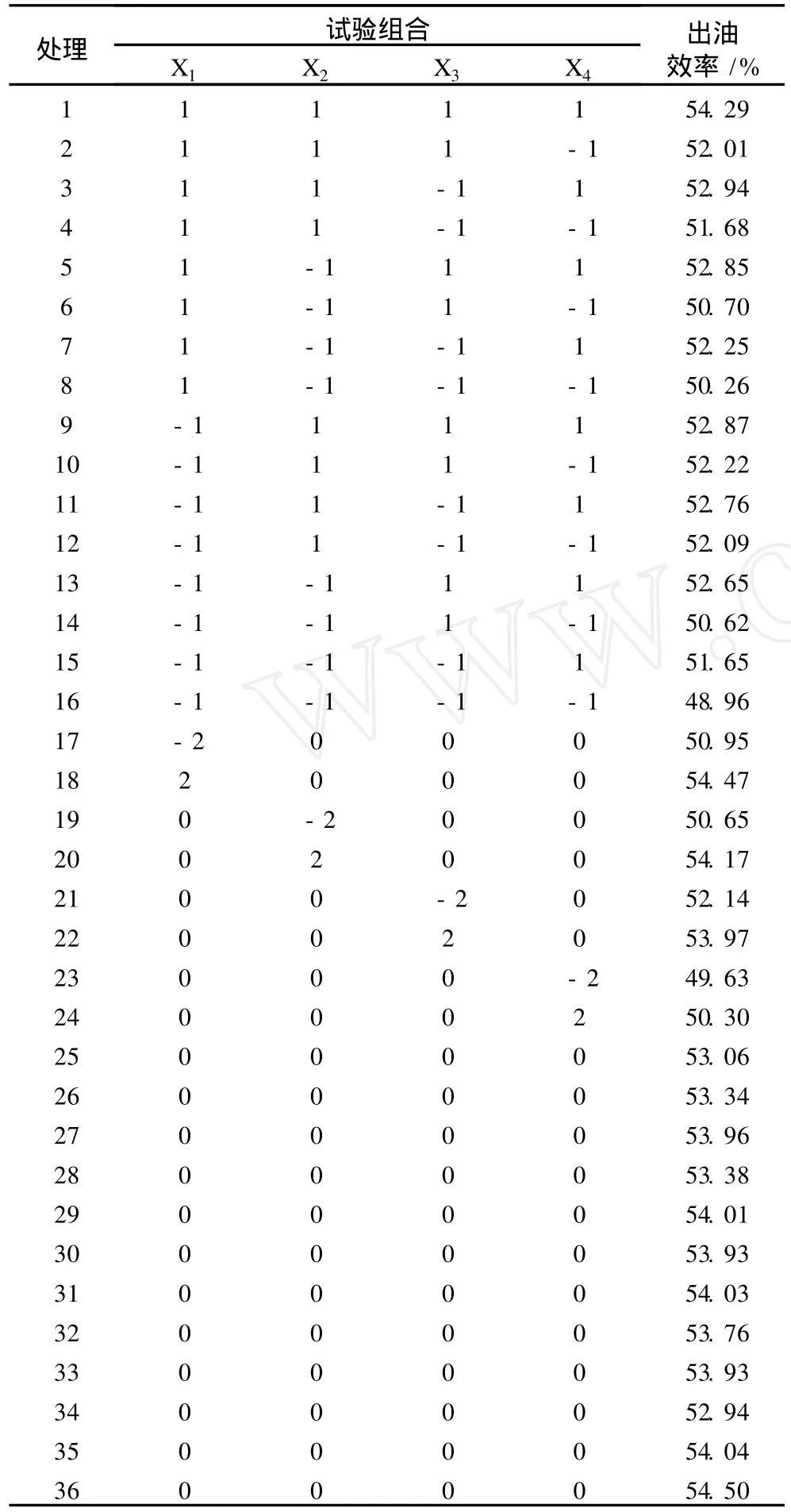
表3 试验设计及结果
回归方程的方差分析见表 4。从表 4可以看出,在本试验条件下各因素对出油效率作用的大小依次为:提取温度 >超声频率 >液料比 >提取时间。经软件对其最大值进行预测可得,当 X1为 0.77、X2为1.00、X3为 1.00、X4为 0.33,即液料比为 6.7 mL/g、提取温度 80℃、提取时间 50 min和超声频率 53.3 kHz时,出油效率最高,在该工艺条件下,数学回归模型预测的出油效率为54.60%。经过多次验证试验葡萄籽的实际出油率为54.50%,此数值与理论值 54.60%相差0.1%,其相对误差为 0.183%,这进一步验证了数学回归模型的合适性。
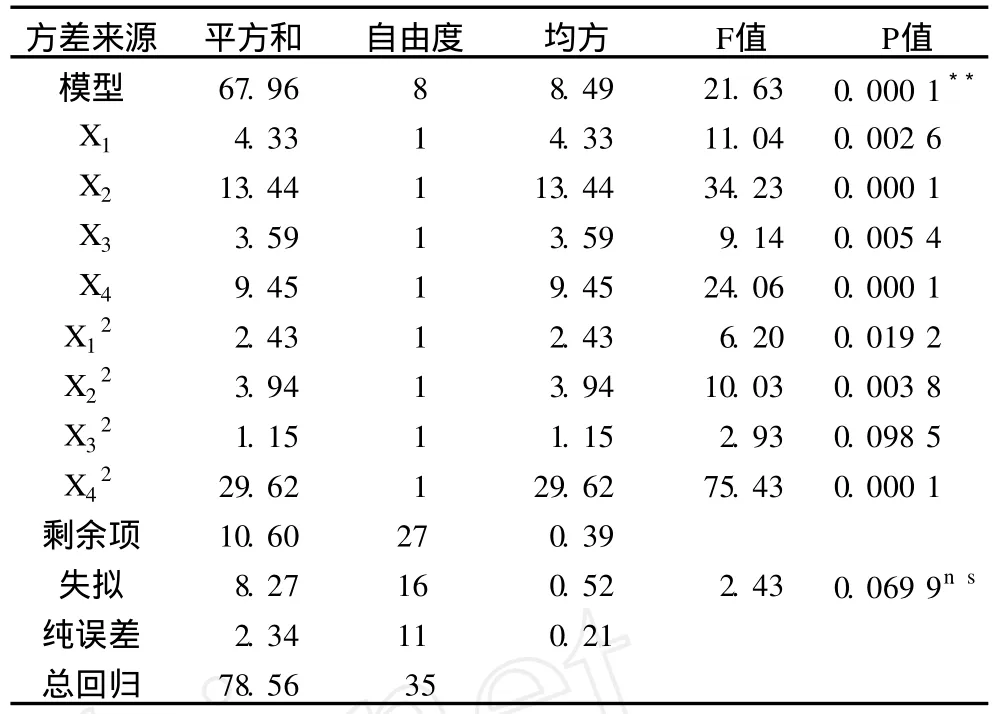
表4 回归方程的方差分析表
3 结论
3.1 溶剂选择和物料粒度试验结果表明,沸程 60~90℃的石油醚为葡萄籽油的最佳浸提剂,60目为提取葡萄籽油的最佳物料粒度。
3.2 超声波辅助提取葡萄籽油提取条件的优化数学模型为 Y=53.74+0.42X1+0.75X2+0.39X3+ 0.63X4-0.28X12-0.35X22-0.19X32-0.96X42
3.3 在本试验条件下各因素对葡萄籽油出油效率作用的大小顺序为:提取温度 >超声频率 >液料比>提取时间。
3.4 超声波辅助提取葡萄籽油的最佳工艺条件为:料液比为 6.7 mL/g、提取温度 80℃、提取时间50 min、超声频率 53.3 kHz,出油效率 54.50%。
[1]董海州,万本屹,刘传富,等.葡萄籽油超临界二氧化碳萃取最佳工艺参数及其理化特性的研究[J].中国粮油学报,2004,19(5):55-58
[2]王敬勉,廖德胜,张永洪,等.葡萄籽油的特性及食疗价值研究[J].食品科学,1995,(8):11-13
[3]董海州,万本屹,李宏,等.超临界二氧化碳流体技术萃取葡萄籽油的研究[J].食品与发酵工业,2002,28(3):35-39
[4]周斌.用超声波提取中药材[J].安徽科技,2005,(4):23 -24
[5]Javanaud c.Applications of ultrasound to food systems[J]. Ultrasonics,1988,26(3):117-1123.
[6]Zhang Ying,Wang Zhenyu,Chen Xiaoqiang.Ultrasound asso2 ciated extraction of seed oil of Korean pine[J].Journal ofForestry Research,2005,16(2):140-142
[7]Li Haizhou,Lester Pordesino,Jochen Weiss.High intensity ultrasound-assisted extraction of oil from soybeans[J].Food Research International,2004,37:731-738
[8]罗仓学,王旭,韩五刚.超声波辅助提取苹果籽的研究[J].食品与发酵工业,2006,62(3):103-105
[9]李林强,李速科.刘迎利.超声波处理提取华山松籽油的研究[J].西北农林科技大学学报,2003,31(5):115-117
[10]韦小杰,陈小鹏.八角油提取新方法的研究[J].食品工业科技,2003,24(3):41-43
[11]申烨华,张萍,郭春会.超声波强化提取扁桃油的研究[J].延安大学学报,2002,21(3):53-55
[12]罗仓学,张广栋,付聪,等.超声波提取玉米胚芽油的研究[J].食品开发,2004(6):95-96
[13]韩军岐,张有林,陈雷.葵花籽油的超声波提取机抗氧化的研究[J].食品工业科技,2000,26(1):52-54
[14]林维宣.试验设计方法 [M].大连:大连海事大学出版社.1995:267-281
[15]刘魁英.食品研究与数据分析[M].北京:中国轻工业出版社,2005:182-191
[16]贾贵儒,杨海燕.从细胞中萃取特定物质机理的研究[J].农业工程学报,1998,14(2):68-72
[17]张富新,张锦屏,李林强.利用超声波处理提取皱胃酶的试验研究[J].农业工程学报,2004,20(3):153-156.
Opti mizing Conditions ofUltrasonic-Assisted Extraction of Grape Seed Oil
Liu Chuanfu1Dong Haizhou1Li Xiangyang1Liu Xuemei2Zuo Jinhua1
(School of Food science and Engineering,ShandongAgriculturalUniversity1,Taian 271018)
(JiningAgricultural High-tech Demonstration Garden in Shandong Yanzhou2,Yanzhou 272100)
Grape seed oil was extracted with ultrasonic wave assistance.On the basis of single factor experi2 ment,the process conditionsof the ultrasonic-assisted extractionwere opti mized and a regressionmathematicalmodel was established by using quadratic general rotary unitized design.Results:The effects of affecting factors rank as ex2 traction temperature>ultrasonic frequency>ratio of solid to liquid>extraction ti me.Using petroleum ether as ex2 tracting agent and with material particle size of 60 mesh,the optimum conditions of the extraction are ratio ofmaterial to liquid 6.7mL/g,extraction temperature 80℃,extraction time 50 min,and ultrasonic frequency 53.3 kHz.The oil yield is54.50%with these conditions.The regressionmathematicalmodel can accuratelypredict grape seed oil yield.
ultrasonic wave,grape seed oil,oil yield
TS224.4 文献标识码:A 文章编号:1003-0174(2010)03-0054-05
2009-03-13
刘传富,男,1962年出生,讲师,食品工程
董海洲,男,1957年出生,教授,博士生导师,食品工程
猜你喜欢
恋爱婚姻家庭·青春(2019年6期)2019-06-17
中国化妆品(2018年11期)2018-12-26
科技视界(2018年22期)2018-10-08
中成药(2017年12期)2018-01-19
农产品加工(2017年6期)2017-05-09
中成药(2016年4期)2016-05-17
党的生活(黑龙江)(2015年10期)2015-10-20
中成药(2014年9期)2014-02-28
中国铸造装备与技术(2012年5期)2012-11-04
中国铸造装备与技术(2012年4期)2012-09-01
