
麦芽根提取5′-磷酸二酯酶对RNA酶解工艺研究
2010-11-02 13:11:36邓义熹张亚雄李知洪
食品工业科技 2010年1期
邓义熹,赵 劼,张亚雄,姚 鹃,李知洪
(1.三峡大学生物工程重点实验室,湖北宜昌 443002; 2.安琪酵母股份有限公司,湖北宜昌 443003)
麦芽根提取5′-磷酸二酯酶对RNA酶解工艺研究
邓义熹1,赵 劼2,张亚雄1,姚 鹃2,李知洪2
(1.三峡大学生物工程重点实验室,湖北宜昌 443002; 2.安琪酵母股份有限公司,湖北宜昌 443003)
从麦芽根提取中的 5′-磷酸二酯酶,原酶液酶活达到 300U/mL。将提取的酶液用于水解酵母 RNA,得到5′-AMP、UMP、CMP、G MP四种核苷酸,并系统研究了麦芽根 5′-磷酸二酯酶对核酸的酶解条件。结果表明,最佳反应条件为:底物浓度 3%,酶用量 5%,温度 68℃,pH6.5,水解时间为 4~5h,在此条件下,酶解率可以达到 84%。在酶解 2h内补加RNA底物可提高酶利用率。
麦芽根,5′-磷酸二酯酶,5′-核苷酸,酶解率
1 材料与方法
1.1 材料与仪器
大麦麦芽根 兰州黄河啤酒厂;RNA底物 国药集团化学试剂有限公司,生物试剂;磷酸二氢钾、磷酸氢二钾、钼酸铵、高氯酸、硫酸镁、硫酸锌 均为国产分析纯。
恒温水浴锅 DKU-20型,上海精密仪器实验设备公司;高速冷冻离心机 CR21G,日立公司;紫外可见分光光度计 UV-2082H,尤尼柯(上海)仪器有限公司;高效液相色谱仪 1200 安捷伦。
1.2 分析方法
1.2.1 酶活测定 采用紫外分光光度法,参照文献[5],并略作修改。
1.2.2 四种核苷酸含量的测定 参照行业标准QB2582-2003。
1.2.3 干物质 (DS)测定 参照国标 GB/T5009.3 -2003。
1.2.4 总蛋白测定方法 参照国标 GB/T5009.5 -2003。
1.3 实验方法
1.3.1 酶提取方法 选取储存于干燥通风处的麦芽根,经粉碎机粉碎后过 60目筛,按一定料液比加水,并加入 0.5mol/L MgSO4,特定温度浸提 12h,浸提液离心后得上清即为粗酶液,测定酶活单位。
1.3.2 RNA水解工艺 称取定量 RNA底物,溶于100mL去离子水,调 pH至酶最适 pH,70℃水浴中保温,预热至恒温后,按 20U/mL加入 5′-磷酸二酯酶粗酶液,反应 4~5h。反应完毕后,升温至 90℃,保温10min灭酶,冷却离心,浓缩后测定四种核苷酸含量[7],计算酶解率,计算公式如下:
酶解率 =水解液中四种核苷酸含量 (g/kg)× RNA底物溶液干物质浓度 (%)/水解液干物质浓度(%)×RNA底物的浓度(g/kg)×100%
2 结果与讨论
2.1 酶解条件的研究
2.1.1 不同底物浓度对 5′-磷酸二酯酶水解效果的影响 分别配制 1%、2%、3%、4%、5%、6%、7%、8%不同浓度 RNA底物溶液,68℃水解 5h后,测定水解液的核苷酸含量,计算酶解 RNA底物的酶解率。结果表明,提高 RNA底物浓度有利于酶解率的提高,但高浓度的 RNA底物浓度会抑制核酸酶 P1的作用,可以看出,随着 RNA底物浓度的增加,酶解率也逐渐增加,但在一定的酶浓度情况下,继续增加 RNA底物的浓度,由于相对酶浓度变小,酶解率也开始下降,RNA底物浓度为 5%时,酶解率最高达到 84%,底物浓度超过8%时,酶解率仅有 50%。
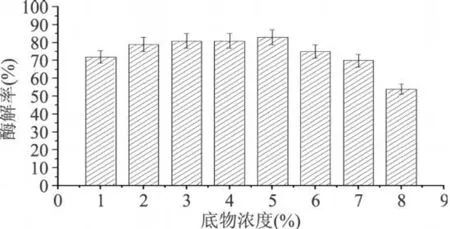
图 1 不同浓度底物对酶解率的影响
2.1.2 不同 pH对 5′-磷酸二酯酶水解效果的影响分别配制 pH4.0、4.5、5.0、5.5、6.0、6.5、7.0、7.5、8.0的RNA底物,在 68℃反应 5h后,测定酶解液的核苷酸含量,计算酶解 RNA底物的酶解率。结果如图 2, 5′-磷酸二酯酶在 pH5~7之间水解效果较好,其中pH6.5水解效果最好,酶解率达到 83%。pH低于 5或超过 7时,酶解效率明显降低,这可能是由于偏碱或偏酸性的反应环境会影响酶的构象,影响 5′-磷酸二酯酶与 RNA底物结合[8],从而降低酶解速率,尤其当 pH大于 7时,酶解能力迅速下降,说明此酶对碱性环境非常敏感。

图 2 pH对酶解率的影响
2.1.3 不同反应温度对 5′-磷酸二酯酶水解效果的影响 分别在 55、60、65、70、75、80℃水浴条件下做酶解实验,5h后灭酶测核苷酸含量。5′-磷酸二酯酶是一种锌酯酶,在锌离子存在条件下,热稳定性很好,且酶促反应温度较高[9]。从图 3可以看出,5′-磷酸二酯酶在温度低于 65℃时水解 RNA能力较差;高于65℃后,随着温度的升高,水解能力显著增强,在65~75℃之间达到最高值 83%;温度继续升高,酶解能力开始下降,这可能是由于温度过高导致酶失活。

图 3 水解温度对酶解率的影响
2.1.4 不同反应时间对 5′-磷酸二酯酶水解效果的影响 配制一定浓度的 RNA底物溶液,在 68℃进行酶解反应,每隔 1h取样测定酶解液中的核苷酸含量,计算酶解率。结果如图 4,酶解反应在最初的 1h最快,1h时酶解率达到 70%,随着水解的继续进行,水解液的核苷酸得率继续提高,但在3~4h后核苷酸含量基本不变,酶解率达到最高 82%。因此,为了确保高的水解率,选择4h作为核酸水解的最佳工艺时间。

图 4 反应时间对酶解率的影响
2.1.5 不同加酶量对 5′-磷酸二酯酶水解效果的影响配制一定浓度的RNA底物,分别按3%、5%、8%、10%、15%、20%的比例添加酶活为 300U/mL的酶液,68℃水浴条件下反应 4h灭活,测水解液核苷酸含量。通常,在酶促反应中增加酶浓度有利于反应向转化产物的方向进行,但在底物浓度一定的情况下,过高的酶浓度并不能一直提高反应速率[10]。由图 5可以看出,随着 5′-磷酸二酯酶酶液使用量的增加,水解液中核苷酸含量也逐渐增加,当原酶液添加量达到 10%时,提高酶量不能提高酶解率,此时酶促反应达到最大速率。

图 5 添加酶量对酶解率的影响
2.2 补加 RNA底物对最终酶解率的影响
在水解过程中,随着反应的进行,底物浓度逐渐降低,酶促反应速率也相应降低。反应进行一段时间后补加一定量的底物是提高酶促反应效率的有效方法。实验中分别在酶解反应进行到 0.5、1、1.5、2、2.5、3、3.5h时添加与初始底物浓度相等的 RNA底物,继续水解到 5h后测定水解液中核苷酸含量,如图 6,在不添加 RNA底物的情况下,水解反应进行到2h后,水解产物中核苷酸含量达到最高水平,从图 7可以看出,在 2h前添加相应量的底物,水解率基本保持在 85%以上,随着水解时间的延长,核酸酶开始失活,酶浓度降低,再添加底物并不能有效的提高总体的酶解得率。所以,在酶解反应开始的 2h内添加一定量的底物有利于酶解效率的提高。

图6 补加RNA对酶解率的影响
2.3 两种酶水解效果及性价比研究
配制 1g/100mL RNA水溶液 (RNA纯度约为90%),分别加 0.08%的 5′-磷酸二酯酶“RP-1”(日本天野酶)和麦芽根提取原酶液 5%(V/V),在 68℃水解 4~5h,水解液 5000r/min离心 10min后,取上清液浓缩至一定倍数,检测水解浓缩液中的四种核苷酸含量及干物质[7],计算酶解率。
由表 1可知,比较两种酶解液中核苷酸含量表明,两种 5′-磷酸二酯酶的酶解效果都较好,四种核苷酸含量基本相同,酶解率都达到 85%以上。另外,比较图 7和图 8可以看出,两种酶解液中,杂峰都较低,峰型基本一致,这表明麦芽根提取 5′-磷酸二酯酶在核酸水解方面完全能够达到天野酶的效果。

表 1 两种酶的水解结果比较
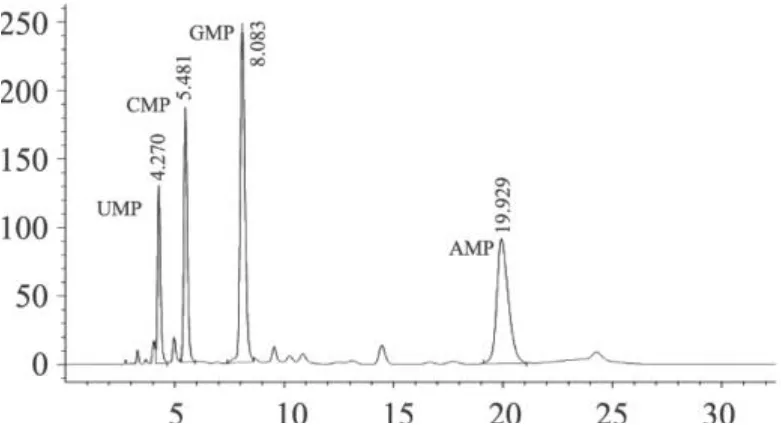
图7 HPLC测定“RP-1”酶水解RNA后四种核苷酸

图 8 HPLC测定麦芽根提取 5′-磷酸二酯酶水解RNA后四种核苷酸含量
3 结论
3.1 从啤酒大麦麦芽根里提取 5′-磷酸二酯酶成本低,生产工艺简单,提取酶活可以达到 300U/mL。
3.2 用 5′-磷酸二酯酶水解酵母 RNA生成 5′-核苷酸。综合考虑放大生产成本,生产条件及产品风味因素,相对调整各单因素实验结果,因而采用底物浓度为 3g RNA/100mL溶液,酶用量为 5%(V/V),酶解温度为 68℃,pH6.5,酶解时间 4~5h时,5′-核苷酸的酶解率达 84%。工业上为了提高酶的利用率,可在水解反应前期 2h内补加相应量的 RNA底物。
3.3 麦芽根提取的 5′-磷酸二酯酶酶活稳定,成本较低,可用于工业生产上降解酵母 RNA得到四种单核苷酸,用于食品添加剂、医药等领域。
[1]崔桂友 .呈味核苷酸及其在食品调味中的应用[J].中国调味品,2001(10):25-31.
[2]廖红东,莫晓燕 .核酸酶 P1研究进展[J].药物生物技术, 2004,11(3):190-193.
[3]冯芳,等 .核苷酸综合利用及制备研究进展 [J].酿酒, 2008,35(5):19-21.
[4]Ying Guo-Qing,Lu-E Shi,YiYu.Production,purification and characterization of nuclease p1 from Penicillium citrinum [J].ProcessBiochemistry,2006,41:1276-1281.
[5]张树政 .酶制剂工业手册[M].北京:科学出版社,1984.
[6]慕娟 .麦芽根在核酸水解中的应用研究[J].药物生物技术,2002,9(l):48-52.
[7]张燕婉 .高效液相色谱法测定食品中核苷酸的含量[J].食品科学,1994(6):59-62.
[8]B N Gangadhara,Parigi Ramesh Kumar.Enhancement of nuclease P1 activity in low concentration of denaturants[J]. Enzyme andMicrobial Technology,2008,34:336-341.
[9]Satu Mikkola.Zn2+promoted hydrolysis of RNA [J]. Nucleosides and Nucleotides,1999,18:1267-1268.
[10]罗贵民 .酶工程[M].化学工业出版社,2003.
Study on the process of RNA hydrolysis by 5′-phosphodiesterase extracted from barley rootlet
DENG Y i-xi1,ZHAO Jie2,ZHANG Ya-xiong1,YAO Juan2,L I Zhi-hong2
(1.KeyLaboratory ofBio-engineering,China Three GorgesUniversity,Yichang 443002,China; 2.Angel Yeast Co.,Ltd,Yichang 443003,China)
Extrac tion of5′-p hosp hod ies te rase from ba rley rootle t was conduc ted.The enzym e ac tivity ob ta ined was 300U/mL.W hen ribonuc le ic ac ids from yeas t we re d iges ted w ith the enzym e solution,4kinds of nuc leotides, 5′-AM P、UM P、CM P and GM P we re resulted.The op t im um cond itions for the reac tion we re as follows:concentra tion of subs tra te RNA3%,sum of enzym e solution5%(V/V),d iges tion temp e ra ture68℃,pH6.5,reac tion t im e4~5h, the yie ld of5′-nuc leotide a tta ined84%.The utiliza tion of the enzym e was ra ised by feed ing w ith RNA w ithin2h.
ba rley rootle t;5′-p hosp hod ies te rase;5′-nuc leotide;enzym e-deg rada tion ra te
TS201.3
A
1002-0306(2010)01-0207-03
5′-磷酸二酯酶广泛存在于植物及动物脏器中,还可由微生物发酵获得,此酶可用于降解酵母 RNA生产核苷酸。而核苷酸类物质是重要的鲜味呈味来源[1],日本最早开始核苷酸类鲜味剂生产,并于上世纪 60年代后期成为核苷酸类物质的最大生产国。目前,核苷酸类物质及其衍生物的应用己远远超出调味增鲜范围,其在抗病毒和抗癌瘤的作用受到医药界的重视[2]。目前,生产核苷酸的方法主要有水解法、发酵法、化学法、酶促合成法、提取法和自溶法[3],其中,利用 5′-磷酸二酯酶水解核酸生产核苷酸是最简便、最易控制的途径,但由于食品级 5′-磷酸二酯酶在全球只有一家生产商 (天野特种酶制剂),因而价格奇高,是其他食品用酶的数倍,这也造成核苷酸类产品价格的居高不下。传统 5′-磷酸二酯酶生产方法是桔青霉发酵培养[4],但工艺复杂,且霉菌孢子容易造成污染。麦芽根是啤酒大麦芽生产中的副产物,其中含有丰富的 5′-磷酸二酯酶[6]。因此,可从麦芽根中提取 5′-磷酸二酯酶。本文主要研究将从麦芽根中提取 5′-磷酸二酯酶用于酵母 RNA酶解生产5′-核苷酸,并通过改进和优化酶解条件及工艺,提高酶解效率。
2009-11-11
邓义熹 (1985-),男,硕士研究生,研究方向:微生物代谢工程。
猜你喜欢
世界科学技术-中医药现代化(2022年3期)2022-08-22 00:33:26
肝博士(2022年3期)2022-06-30 02:48:28
云南化工(2021年6期)2021-12-21 07:31:04
趣味(作文与阅读)(2021年12期)2021-04-19 12:16:48
Journal of Sport and Health Science(2019年6期)2019-11-26 07:30:53
生物学教学(2018年7期)2018-08-08 05:50:54
特别健康(2018年3期)2018-07-20 00:24:54
商周刊(2017年10期)2017-08-23 13:30:41
中国药理学与毒理学杂志(2015年3期)2015-12-16 09:11:40
中国药理学通报(2014年2期)2014-05-09 08:22:39
