
Sn2.5Ag0.7CuxRE钎料时效焊点界面IMC研究
2010-10-30 07:23张柯柯韩丽娟王要利祝要民河南科技大学材料科学与工程学院河南洛阳47003平高集团有限公司河南平顶山46700
材料工程 2010年10期
张柯柯,韩丽娟,王要利,张 鑫,祝要民(河南科技大学材料科学与工程学院,河南洛阳47003;平高集团有限公司,河南平顶山46700)
Sn2.5Ag0.7CuxRE钎料时效焊点界面IMC研究
张柯柯1,韩丽娟2,王要利1,张 鑫1,祝要民1(1河南科技大学材料科学与工程学院,河南洛阳471003;2平高集团有限公司,河南平顶山467001)
以Sn2.5Ag0.7CuxRE/Cu钎焊为研究对象,借助于扫描电镜和X衍射检测手段,研究了二硫化钼介质下时效焊点界面IMC组织结构特征及生长行为。实验结果表明:时效焊点界面Cu6Sn5IMC呈现由波浪状→扇贝状→层状的形态变化。焊点界面Cu6Sn5和Cu3Sn IMC的生长厚度与时效时间平方根呈线性关系,Cu6Sn5IMC具有较小的生长激活能、较大的生长系数。添加0.1%(质量分数)RE时,界面Cu6Sn5和Cu3Sn IMC的生长激活能最大,分别为81.74 kJ/mol和92.25 kJ/mol,对应焊点剪切强度最高。
Sn2.5Ag0.7CuxRE钎料;焊点;时效;金属间化合物;生长
随着人们环保意识的增强及电子产品向小型化、轻量化和多功能化的发展,开发出可以替代SnPb钎料且具有更高性能的无铅钎料,已成为表面组装用钎料研究的热点[1]。SnAgCu系钎料合金作为SnPb钎料最有潜力的替代品之一,添加其他合金元素降低Ag含量以减少制造成本,是发展方向[1-3]。SnAgCuRE系钎料合金及其焊点具有较好的综合性能,已成为我国独具特色的无铅钎料合金系。界面区金属间化合物(IMC)层作为构成焊点的重要区域,在服役过程中的行为直接影响着焊点的可靠性[4-6]。研究SnAgCuRE系钎料焊点在时效过程中界面区IMC行为,对开发我国独具特色的无铅钎料合金系有借鉴意义和指导作用。
迄今为止,人们已经研究了SnPb钎料在Cu基体上的界面反应及其时效焊点IMC的生长行为[6,7],但有关低银SnAgCuRE系钎料合金焊点在服役过程中的界面IMC行为鲜见报道[2]。本工作以 Sn2.5Ag 0.7CuxRE/Cu钎焊焊点为研究对象,借助于扫描电镜(SEM)和X衍射等现代理化检测手段,研究了二硫化钼介质下时效焊点界面IMC组织结构特征及生长行为。
1 实验材料及方法
在非自耗电炉 ZHW-600A中制备实验用Sn2.5Ag0.7CuxRE钎料合金。钎焊接头采用搭接接头,试样尺寸如图1所示。钎焊母材为紫铜板,钎剂采用22%ZnCl2+2%N H4Cl水溶液,炉中钎焊。
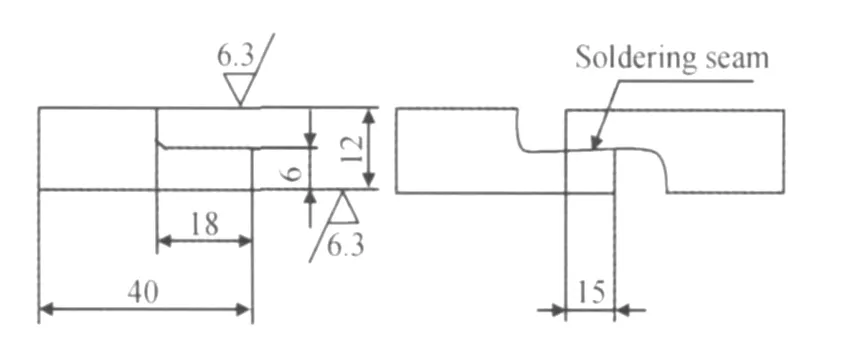
图1 钎焊试样尺寸 (单位:mm)Fig.1 Specimen size of solder joint(unit:mm)
为保证时效实验不受氧化等问题的干扰,钎焊后时效实验在85,125,150℃的二硫化钼气氛中进行,时效时间取50,100,200,500h。将时效焊点沿纵向剖开,用4%硝酸酒精溶液侵蚀,用JSM-5610LV扫描电镜(SEM)观察时效过程中Sn2.5Ag0.7CuxRE/Cu焊点界面区IMC组织形貌特征,采用AutoCAD软件计算界面区IMC层的总面积以获取相应的IMC层平均厚度。时效焊点剪切实验在AG-I 250 kN万能材料试验机上沿平行于钎缝方向进行室温拉伸完成,拉伸速率为1mm/min。为确定时效焊点界面区的相结构,在焊点中截取4mm×10mm×2mm的试样,在D8 ADVANCE型X射线衍射仪上进行物相分析,X衍射实验示意图如图2所示,其中加速电压为40 kV,电流为 40 mA,扫描范围为 12~90°。

图2 剪切断口的X射线衍射实验示意图Fig.2 Scheme of X-ray diffraction test for shear fracture
2 结果与讨论
2.1 时效焊点接头区组织
图3是Sn2.5Ag0.7CuxRE/Cu时效焊点接头区显微组织及界面区Cu6Sn5颗粒表面形貌。由图3可见,焊点接头区由Cu基体、界面区和钎缝三部分组成。

图3 Sn2.5Ag0.7Cu0.1RE/Cu时效焊点界面区SEM照片(a)钎焊接头;(b)界面区横截面表面组织形貌Fig.3 SEM photograph of interfacial zone of Sn2.5Ag0.7Cu0.1RE/Cu solder joint at aging(a)solder joint;(b)the surface morphology of the interfacial zone at cross section
钎缝组织包括初生相β-Sn和共晶组织。共晶组织包括颗粒状β-Sn+Cu6Sn5、针状β-Sn+Ag3Sn二元共晶组织和β-Sn+Cu6Sn5+Ag3Sn三元共晶组织。随着时效时间的延长,钎缝原子发生了扩散、溶解,Cu6Sn5相由较大棒状向圆形或椭圆形转变,针状Ag3Sn相形态变化不明显,二者均呈弥散分布。
图4为 Sn2.5Ag0.7Cu0.1RE/Cu时效焊点的XRD衍射图谱,结合断口能谱分析结果,界面区IMC主要由Cu3Sn和Cu6Sn5组成。Cu6Sn5分布在靠近钎缝一侧,呈波浪状形态颜色较浅,厚度在几个微米;界面区Cu6Sn5IMC颗粒表面形貌多为圆形,其表面上有纳米级的Ag3Sn颗粒,如图3(b)所示。Cu3Sn分布在靠近Cu基体一侧,厚度较薄颜色较深,不易被观察到。与焊后接头界面区的Cu3Sn IMC相比,时效后焊点界面区的Cu3Sn IMC厚度有所增加,其原因是长时间时效过程中焊点近钎缝侧的Sn原子与基体中Cu原子相互扩散所致。
2.2 时效焊点界面区IMC生长动力学
2.2.1 界面区IMC生长行为
钎焊时,熔融钎料与基体Cu反应直接生成波浪状Cu6Sn5IMC,在界面区近钎缝侧形成波浪状Cu6Sn5IMC,这有利于Cu,Sn原子扩散发生界面反应[1]。由于Sn原子的持续扩散受阻而使Cu原子过剩,使界面区近基体Cu一侧形成薄层状Cu3Sn IMC。对于稀土含量较高(RE>0.5%)的 Sn2.5Ag0.7CuxRE/Cu焊点,界面区还可观察到 Kirkendall孔洞,这会影响焊点的性能。
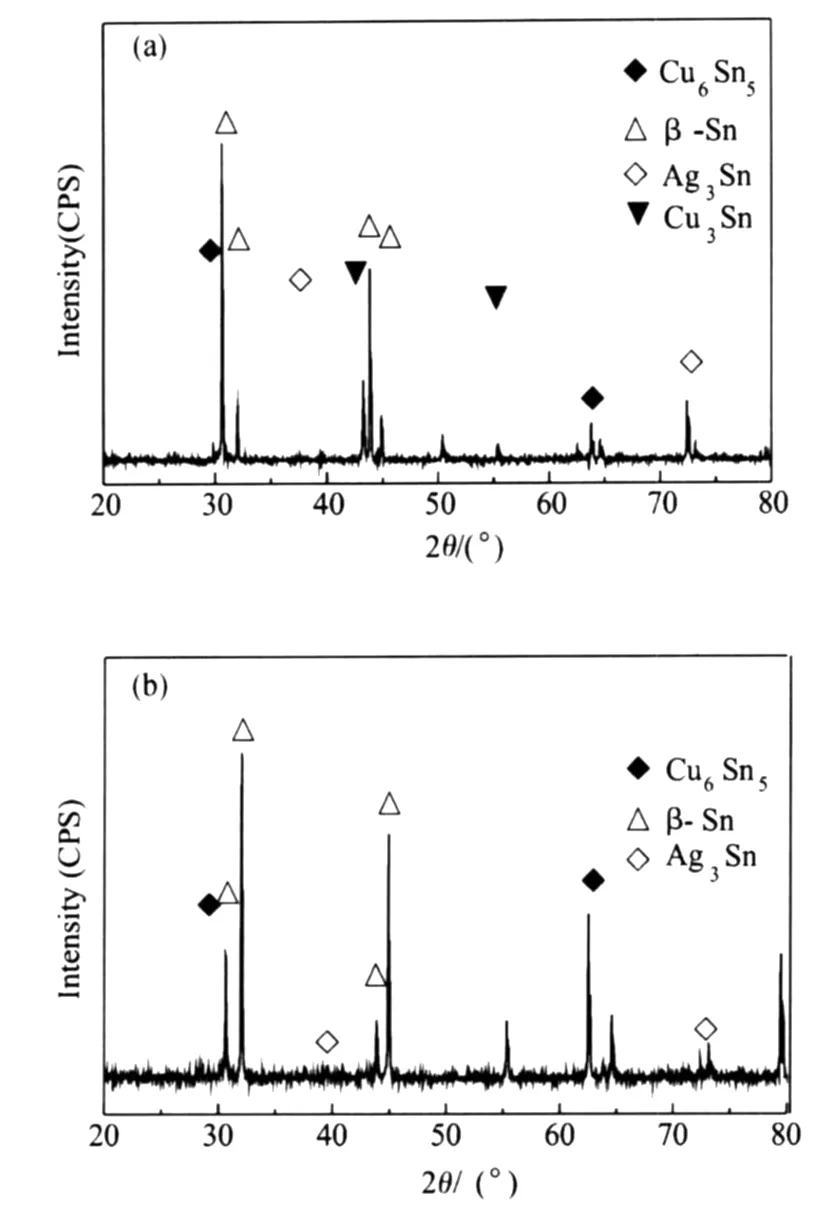
图4 Sn2.5Ag0.7Cu0.1RE/Cu焊点XRD图谱(a)时效后;(b)钎料合金Fig.4 XRD pattern of Sn2.5Ag0.7Cu0.1RE/Cu solder joint(a)after aging;(b)soldering alloy
伴随着长时间的时效,焊点界面区发生了Cu,Sn原子互扩散,相应地界面区IMC组织结构形态也发生了如下变化:
(1)Cu3Sn IMC形态变化不大;在较高温度时效时,界面Cu6Sn5IMC呈现明显的由波浪状→扇贝状→层状形态的变化。
(2)Cu6Sn5和 Cu3Sn IMC呈不同程度生长,Cu6Sn5IMC生长速度明显高于Cu3Sn IMC的。图5是Cu6Sn5和Cu3Sn IMC层厚度与时效时间的关系曲线,图中每个点为界面三个不同区域IMC厚度的平均值。从图5可见,Cu6Sn5和Cu3Sn IMC层生长厚度与时效时间的平方根呈线性关系,可用公式(1)表述,这表明 Sn2.5Ag0.7CuxRE/Cu时效焊点界面区Cu6Sn5和 Cu3Sn IMC的生长受扩散机制控制;Cu6Sn5IMC层生长系数K大于 Cu3Sn IMC层,即Cu6Sn5IMC生长速度明显高于Cu3Sn IMC的。这是由于在钎焊时界面区已形成一定厚度连续致密的Cu6Sn5IMC,时效时近钎缝一侧的Sn原子很难穿越界面区Cu6Sn5IMC层而扩散到Cu基体一侧,从而明显延缓Cu3Sn IMC生长;Cu6Sn5和Cu3Sn IMC层生长系数均随时效温度升高而增大,如85℃比150℃时效时生长系数小1~2个数量级,这与文献[8]研究结果相一致的。赫虎等人[9]指出,SnAgCuRE系钎料合金中RE的包覆作用有利于抑制界面区IMC的增长速率。研究表明,添加0.1%RE的 Sn2.5Ag0.7Cu0.1RE/Cu时效焊点界面区Cu6Sn5和Cu3Sn IMC生长速度较Sn2.5Ag0.7Cu/Cu焊点的慢。

图5 Sn2.5Ag0.7Cu0.1RE/Cu界面IMC厚度与时效时间关系(a)Cu6Sn5金属间化合物;(b)Cu3Sn金属间化合物Fig.5 Relationship curve between the interfacial IMCs thicknessof Sn2.5Ag0.7Cu0.1RE/Cu solder joint and aging time(a)Cu6Sn5IMC;(b)Cu3Sn IMC

式中:X是时效过程中 IMC层厚度(cm);X0是时效前IMC层厚度(cm);K是IMC层生长系数(cm2/s);t是时效时间(s)。
时效过程中焊点界面区IMC组织形态结构的变化势必会影响其焊点性能。图6为时效时间对Sn2.5Ag0.7CuxRE/Cu焊点剪切强度的影响。从图6可见,焊点剪切强度由时效初的快速降低渐趋于平缓。这反映界面区IMC生长尤其是Cu6Sn5IMC生长较快对焊点可靠性不利。比较而言,添加0.1%RE的Sn2.5Ag0.7Cu0.1RE/Cu焊点界面区Cu6Sn5和Cu3Sn IMC生长速度较慢,具有较高的焊点剪切强度。同样,随时效温度升高,焊点剪切强度下降。随时效时间延长和时效温度升高,剪切断口也由韧性断裂逐渐向韧性+脆性断裂相结合的方式转变。时效温度对Sn2.5Ag0.7Cu0.1RE/Cu焊点剪切断口形貌的影响见图7。由图7可见,时效温度升高,剪切断口中韧窝明显减少,剪切断口由韧性断裂向韧性+脆性断裂相结合的断裂方式转变。

图6 时效时间对Sn2.5Ag0.7CuxRE/Cu焊点剪切强度影响Fig.6 Effect of aging time on the shear strength of Sn2.5Ag0.7CuxRE/Cu solder joint
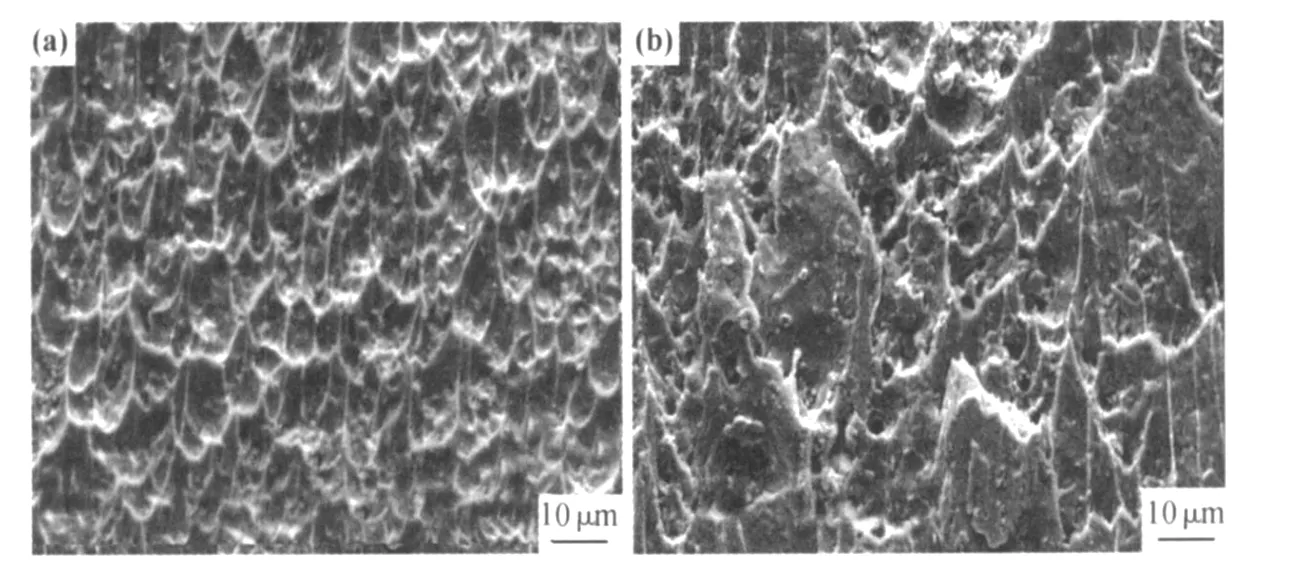
图7 时效温度对Sn2.5Ag0.7Cu0.1RE/Cu焊点剪切断口影响(a)85℃,200h;(b)125℃,200hFig.7 Effect of aging temperature on the shear strength of Sn2.5Ag0.7Cu0.1RE/Cu solder joint(a)85℃,200h;(b)125℃,200h
2.2.2 界面区IMC生长激活能
时效过程中Sn,Cu原子的互扩散导致焊点界面区Cu6Sn5和Cu3Sn IMC的生长。焊点界面 IMC的结构形态与其可靠性密切相关。为研究时效焊点界面区Cu6Sn5和Cu3Sn IMC的生长情况,引入了 IMC生长激活能概念,具体由Arrhenius关系式[10]确定。

式中:K是焊点界面区IMC生长系数(cm2/s);A是界面区IMC生长常数(cm2/s);Q是界面区IMC生长激活能(kJ/mol);R是理想气体常数(kJ/mol);T是绝对温度(K)。
将公式(2)两边取对数,Q值可由ln(K)-1/T曲线斜率求得,Sn2.5Ag0.7Cu0.1RE的Arrhenius曲线见图8所示。

图8 lnK与1/T曲线Fig.8 Curve between lnKand 1/T
由图8可见,对于 Sn2.5Ag0.7CuxRE/Cu时效焊点,Cu6Sn5IMC具有较小的生长激活能,这表明在时效过程中焊点界面区Cu6Sn5IMC具有较大的生长系数,更易长大,厚度较大。当时效焊点界面区Cu6Sn5IMC较厚时,其相应的剪切强度不高。这说明在时效过程中界面区Cu6Sn5IMC结构形态对焊点可靠性影响更大。进一步研究表明,当 RE添加量为0.1%时,焊点界面区Cu6Sn5和Cu3Sn IMC生长激活能最大,分别为81.74kJ/mol和92.25kJ/mol,对应的焊点剪切强度最高,这反映添加0.1%RE时能够抑制界面区Cu6Sn5和Cu3Sn IMC尤其是Cu6Sn5IMC的生长,能有效改善时效焊点的可靠性。这一研究结果对改善和提高SnAgCuRE系无铅焊点的可靠性有借鉴意义和指导作用。
3 结论
(1)Sn2.5Ag0.7CuxRE/Cu时效焊点界面Cu6Sn5IMC呈现由波浪状→扇贝状→层状的形态变化,界面Cu6Sn5和Cu3Sn IMC的生长厚度与时效时间平方根呈线性关系。
(2)Sn2.5Ag0.7CuxRE/Cu时效焊点 Cu6Sn5IMC具有较小的生长激活能、较大的生长系数。添加0.1%RE时,界面Cu6Sn5和Cu3Sn IMC的生长激活能最大,分别为81.74kJ/mol和92.25kJ/mol,对应的焊点剪切强度最高。
(3)随时效时间延长和时效温度升高,焊点剪切断口由韧性断裂向韧性+脆性断裂方式转变。
[1] SUGANUMA K.无铅焊接技术[M].宁晓山,译.北京:科学出版社,2004.
[2] 张柯柯,王要利,樊艳丽,等.微量RE及环境条件对Sn-Ag-Cu钎焊接头蠕变断裂寿命的影响[J].稀有金属材料与工程,2007,36(8):1473-1476.
[3] 张柯柯.特种先进连接方法[M].哈尔滨:哈尔滨工业大学出版社,2007.
[4] VIANCO P T,REJ ENT J A.Solid-state intermetallic compound layer growth between copper and Sn-3.9Ag-0.6Cu solder[J].Journal of Electronic Materials,2004,33(9):990-1004.
[5] MA X,WANG F J,QIAN Y Y,et al.Development of Cu-Sb inter-metallic compound at Pb-free solder/Cu joint interface[J].Materials Letters,2003,57:3361-3365.
[6] 王烨,黄继华,张建刚,等.Sn-3.5Ag-0.7Cu/Cu界面的显微结构[J].中国有色金属学报,2006,16(3):495-499.
[7] LEE Y G,DUH J G.Characterizing the formation and growth of intermetallic compound in the solder joint[J].Materials Science,1998,33(23):5569-5572.
[8] 程从前,赵杰,杨朋,等.Sn-3Ag/Cu焊点在钎焊和时效中IMC的生长和晶体取向分析[J].材料热处理学报,2006,27(4):82-86.
[9] 赫虎,田君,史耀武,等.SnAgCuY钎料高温时效过程中的显微组织演化[J].电子元件与材料,2006,25(2):52-54.
[10] VIANCO P T,HLAVA P F,KIL GO A C.Intermetallic compound layer formation between copper and hot-dipped 100In,50In50Sn,and 63Sn37Pb coatings[J].Electronic Materials,1994,23(7):583-594.
Research of Intermetallic Compounds at Interface of Sn2.5Ag0.7CuxRE Solder Joints During Aging
ZHANG Ke-ke1,HAN Li-juan2,WAN G Yao-li1,ZHANG Xin1,ZHU Yao-min1
(1 School of Materials Science&Engineering,Henan University of Science and Technology,Luoyang 471003,Henan,China;2 Pinggao Group Co.,Ltd.,Pingdingshan 467001,Henan,China)
The intermetallic compound(IMC)and its growing behavior of Sn2.5Ag0.7CuxRE/Cu solder joint were investigated in the mediator of molybdenum sulfide by means of scanning electronic microscope and X-ray diffraction during aging.The results show that the Cu6Sn5morphology of solder joint interface can be changed from initial wavy-like to scallop-like,then to shape-layer.The thickness of Cu6Sn5and Cu3Sn IMC at the solder joint interface and the square root of aging time is coincidence with the liner relation,the growing activation energy of Cu6Sn5is smaller and its coefficient of growth is larger than those of Cu3Sn.The shear strength of the solder joint is the highest with adding 0.1%(mass fraction)RE in the Sn2.5Ag0.7Cu solder alloys,and the Cu6Sn5and Cu3Sn at solder joint interface have the largest growing activation energy which is separately 81.74 kJ/mol and 92.25 kJ/mol.
Sn2.5Ag0.7CuxRE solder;solder joint;aging;intermetallic compound;growing
TG42
A
1001-4381(2010)10-0018-04
河南省杰出青年科学基金(074100510011);河南省高校杰出科研人才创新工程项目(2004KYCX020)
2010-06-27;
2010-07-20
张柯柯(1965—),男,博士,教授,副院长,主要从事特种连接技术及新材料连接、微连接用无铅钎料等方面的研究工作,联系地址:河南洛阳市涧西区西苑路48号河南科技大学材料科学与工程学院(471003),E-mail:zhkekekd@163.com
猜你喜欢
中国科技纵横(2019年14期)2019-09-18
制造技术与机床(2017年3期)2017-06-23
功能材料(2016年2期)2016-05-17
湖南大学学报·自然科学版(2015年12期)2016-03-05
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2015年10期)2015-07-18
