影响褐色乳饮料中益生菌数量的因素
2010-10-27 03:08徐致远郭本恒
食品科学 2010年13期
徐致远,杭 锋,郭 翔,郭本恒,*,陈 卫
(1.乳业生物技术国家重点实验室,光明乳业股份有限公司技术中心,上海 200436;2.江南大学食品学院,食品科学与技术国家重点实验室,江苏 无锡 214122)
影响褐色乳饮料中益生菌数量的因素
徐致远1,杭 锋1,郭 翔2,郭本恒1,*,陈 卫2
(1.乳业生物技术国家重点实验室,光明乳业股份有限公司技术中心,上海 200436;2.江南大学食品学院,食品科学与技术国家重点实验室,江苏 无锡 214122)
以褐色益生菌乳饮料中的干酪乳杆菌数量为评价指标,研究菌种添加量、发酵时间和复原乳中固形物含量对干酪乳杆菌增殖的影响,并在单因素试验基础上用正交试验设计分析得到优化参数为:菌种添加量6×106CFU/mL,发酵时间78h,乳固形物含量120g/L,该条件下L. casei数量可达1.5×109CFU/mL,远高于市售同类产品。
干酪乳杆菌;乳饮料;接种量;发酵时间;乳固形物含量
干酪乳杆菌(Lactobacillus casei)对人体胃肠消化道环境具有较强的耐受能力,在进入人体后可以在肠道内大量存活,是一种具有调节肠道菌群、促进人体消化吸收以及增强免疫等多种保健作用的益生菌[1-3]。据研究报道益生菌对人体的健康作用的前提是每天摄入108~109个益生菌,根据消费者日常摄入100g计算,相应的产品中益生菌含量必须大于106~107CFU/mL才能发挥对人体的益生作用[4-5]。近年来,随研究的深入,L.casei在功能性食品、医药、饲料等领域应用逐渐增多[6-8],其中以发生美拉德反应的脱脂牛奶与果葡糖浆为主要原料,采用L. casei单株发酵等工艺制成的褐色乳饮料以其独特的风味与高数量级的益生菌深受消费者青睐[9]。以日本养乐多为代表,国内乳品企业也纷纷推出自己的褐色益生菌乳饮料[10],然而对于影响益生菌增殖的因素缺少系统研究。本实验以褐色乳饮料中的L. casei数量为评价指标,研究菌种添加量、发酵时间以及原料乳固形物含量对干酪乳杆菌发酵过程中增殖的影响,在单因素试验基础上,使用正交试验优化生产高数量级L. casei褐色益生菌乳饮料的工艺参数,为该类型产品工业化生产与研究提供参考。
1 材料与方法
1.1 材料与试剂
脱脂奶粉(蛋白质含量340g/kg) 新西兰恒天然乳品公司;白砂糖 市售;干酪乳杆菌(Lactobacillus caseiCGMCC NO.0828) 光明乳业技术中心;YM-150H果胶美国CP Kelco公司;三聚磷酸钠 天津化学试剂有限公司;果葡糖浆 大成嘉吉食品有限公司;MRS-Agar培养基 北京陆桥技术有限责任公司。
1.2 仪器与设备
APV 1000型高压均质机 丹麦APV公司;恒温水浴锅、电热恒温培养箱 南通科学仪器厂;KA T25高速组织分散机 德国IKA公司;DELTA2320型pH计梅特勒-托利多公司;精密电子天平、超净工作台 上海精密科学仪器有限公司。
1.3 方法
1.3.1 发酵乳的制备
脱脂奶粉(100~160g/L)、水、果葡糖浆(100g/L)组成的原料乳→搅拌溶解(40℃,30min)→高温杀菌(95℃,90min)→冷却至36℃→添加菌种L. casei(1×105~3.2× 107CFU/mL)→恒温培养(36℃,24~96h)→冷却至4~10℃[11-12]。
1.3.2 褐色乳饮料的制备
白砂糖+果胶+水(70~80℃)→高速搅拌溶解(15~20min)→杀菌(95℃,5min)→冷却至20~30℃→添加发酵基料→搅拌(20min)→调酸(pH3.7~3.8)→均质(40℃,21MPa)→灌装(10~20℃)→冷藏(4~6℃)[5,13]。
使用三聚磷酸钠螯合水中的金属离子;乳饮料国家标准蛋白质指标≥1.0%[14],根据基料蛋白质含量计算添加发酵基料的比例,褐色乳饮料蛋白质含量1.0%。
1.3.3 干酪乳杆菌活菌数的测定
取褐色益生菌乳饮料样品,使用无菌生理盐水稀释至合适浓度,在MRS-Agar培养基37℃厌氧培养培养48h,计数平板上菌落数量,即为L. casei数量[15]。
2 结果与分析
2.1 接种量对干酪乳杆菌数量的影响
在发酵乳制品中,菌种添加量对产品的质地、风味以及活菌数量等产品品质有重要的影响[16]。菌种添加量过高,原料成本升高;菌种添加量过低,产品的发酵速度缓慢,过长的发酵周期降低设备利用率。本试验在原料乳固形物含量100g/L,37℃发酵72h,测定菌种添加量在1×105~3.2×107CFU/mL之间变化对褐色乳饮料中L. casei数量的影响,结果见图1。
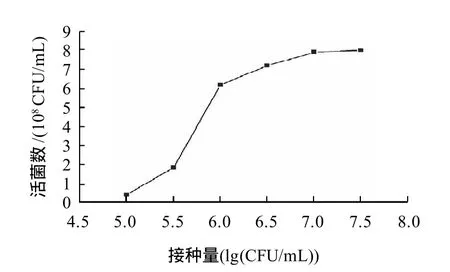
图1 接种量对干酪乳杆菌数量的影响Fig.1 Effect of inoculum amount on the viable count of L. casei
由图1可知,产品中L. casei数量随接种量增加而增加。接种量对数值由5.5增加到6时,L. casei数量增加幅度最大;接种量对数值由6增加至7过程中,L. casei数量仍随接种量增加而增加,但增加幅度逐渐减小;接种量对数值继续增加至7.5,L. casei数量并无明显增加。可见,合适的接种量对数值为6~7,即1× 106~1×107CFU/mL。
2.2 发酵时间对干酪乳杆菌数量的影响
L. casei与普通的发酵菌种相比生长速度相对缓慢,单株长时间发酵才能促使其大量增殖[17]。延长发酵时间有助于促进L. casei增殖,但过长的发酵周期会降低设备利用率增加生产成本。本试验在原料乳固形物含量100g/L、发酵温度37℃、接种量2×106CFU/mL条件下,比较发酵时间对褐色乳饮料中L. casei数量的影响,结果见图2。
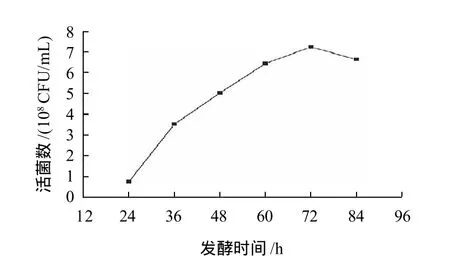
图2 发酵时间对干酪乳杆菌数量的影响Fig.2 Effect of fermentation time on the viable count of L. casei
由图2可知,发酵24~72h,随发酵时间的延长L. casei数量增加,但增加幅度逐渐减小;发酵72h时L. casei数量达到最高,继续延长发酵时间至84h,L. casei数量反而出现下降。这可能是因为在24~72h内,L. casei迅速增殖。体系中有机酸的浓度升高,pH值逐渐下降,对L. casei的生长越来越不利,生长速度逐渐下降;发酵时间自72h增加到84h,体系中有机酸浓度已经对L. casei的生长形成强烈抑制,L. casei几乎不能继续繁殖,已经繁殖的L. casei数量出现小幅度衰减。可见,L. casei发酵褐色原料乳合适的发酵周期为72h。
2.3 乳固形物含量对干酪乳杆菌数量的影响
发酵速度与原料乳中乳固形物的含量有关,提高乳固形物的含量有助于提高发酵速度,尤其可以在发酵后期缓冲有机酸对微生物的抑制,从而提高微生物的繁殖总量[18]。本试验在接种量2×106CFU/mL,37℃发酵72h,比较了原料乳固形物含量对褐色乳饮料中L. casei数量的影响,结果见图3。固形物含量的增加直接导致成本上升,乳饮料国家标准蛋白质指标≥1.0%。
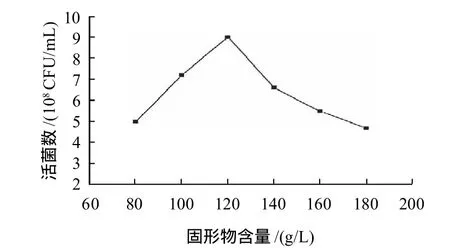
图3 固形物含量对干酪乳杆菌数量的影响Fig.3 Effect of solid content on the viable count of L. casei
由图3可知,原料乳中乳固形物含量自80g/L增加到120g/L时,L. casei数量线性增加,至固形物含量120g/L时其数量达到最大值;乳固形物含量在120~180g/L之间增加时,L. casei数量反而呈现下降趋势。这可能是由于固形物含量自80g/L增加到120g/L,提高了发酵速率,L. casei数量增加明显;自120g/L增加到180g/L,乳固形物含量的增加决定了发酵乳进一步加工时需要稀释更高的倍数,尽管固形物含量增加提高了发酵程度,但其提升幅度远低于因稀释倍数提高导致的影响。可见,褐色原料乳合适的乳固形物在120g/L。
2.4 高数量级褐色益生菌乳饮料工艺参数的优化
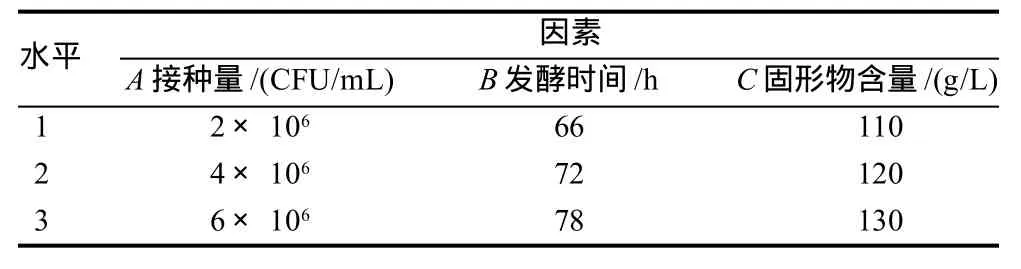
表1 正交试验因素水平Table 1 Factors and levels in the orthogonal array design
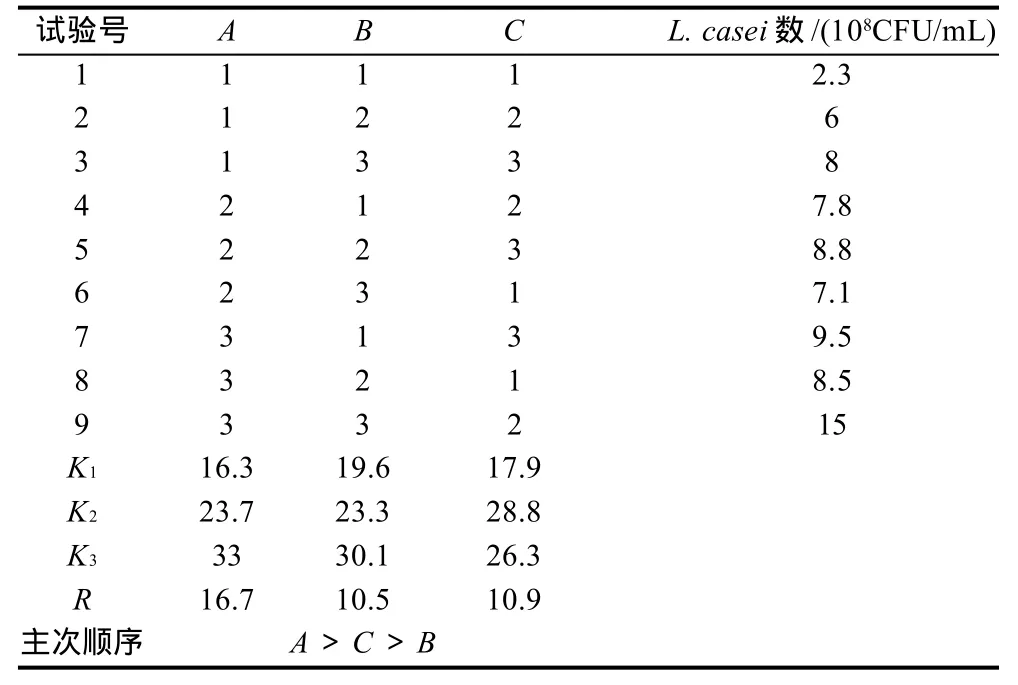
表2 L9(34)正交试验设计方案及结果Table 2 Orthogonal array design matrix and experimental results
影响褐色乳饮料益生菌数量的因素较为复杂,接种量、发酵时间及原料乳中固形物含量对产品中L. casei数量均有一定的影响,单因素试验结果表明为提高L. casei数量合适的接种量为1×106~1×107CFU/mL,发酵时间在72h,原料乳固形物含量120g/L。考虑到各因素间的交互作用,在单因素试验基础上,使用正交试验对接种量、发酵时间和原料乳固形物含量的参数进行优化,以获得较高的活菌数,因素及水平见表1。
从表2可知,在选择的水平范围内,接种量、发酵时间与原料乳固形物含量三因素对L. casei数量的影响顺序为接种量>固形物含量>发酵时间。褐色乳饮料中L. casei数量较高的工艺参数组合为:A3B3C2,即接种量6×106CFU/mL,发酵时间78h,乳固形物含量120g/L。
3 结 论
3.1 单因素试验结果表明接种量、发酵时间和乳固形物含量均对褐色乳饮料中L. casei数量有一定的影响,合适的接种量为1×106~1×107CFU/mL,发酵时间72h,乳固形物含量120g/L,各因素在该范围内有助于提高褐色乳饮料中L. casei的数量。
3.2 正交试验结果表明,调整接种量、发酵时间、固形物含量能够有效的增加褐色乳饮料中L. casei的数量,影响L. casei数量的因素中,接种量对L. casei数量影响最显著,固形物含量其次。L. casei数量较高的褐色乳饮料工艺最优参数为接种量6×106CFU/mL,发酵时间78h,原料乳中乳固形物含量120g/L,该条件下生产的褐色乳饮料中L. casei数量达1.5×109CFU/mL,远高于目前市售同类产品。
[1] BREUER B, RADLER F. Inducible resistance against nisin inLactobacillus casei[J]. Arch Microbiol, 1996, 165(2): 114-118.
[2] 肖琳琳, 董明盛. 干酪乳杆菌KM-16的筛选及其降胆固醇活性研究[J]. 中国乳品工业, 2006, 31(6): 7-10.
[3] SHAH N P. Probiotic bacteria: Selective enumeration and surrival in dairy foods[J]. J Dairy Sci, 2001, 83(4): 894-907.
[4] LOUREN A, VILJOEN B C. Growth and survival of a probiotic yeast in dairy products[J]. Food Research Intemational, 2001, 34(6): 791-796.
[5] 陈健凯, 陈健旋, 林洵, 等. 养乐多饮料中影响干酪乳杆菌代田株活菌数因素的研究[J]. 中国酿造, 2008, 199(22): 34-36.
[6] 徐杰, 云月英, 张文羿, 等. 酸马奶中干酪乳杆菌发酵特性的研究[J].中国乳品工业, 2006, 34(7): 23-27.
[7] LOZO J, VUKASINOVIC M, STRAHINIC I, et al. Characterization and antimicrobial activity of bacteriocin 217 produced by natural isolateLactobacillus paracaseisubsp. paracasei BGBUK2-16[J]. J Food Prot, 2004, 67(12): 2727-2734.
[8] VIANA R, YEBRA M J, GALAN J L, et al. Pleiotropic effects of lactate dehydrogenase inactivation inLactobacillus casei[J]. Research in Microbiology, 2005, 156(5/6): 641-649.
[9] 李保国, 董庆利, 刘志峰. 日本养乐多的营销模式解析及其对我国乳酸菌饮料发展的启示[J]. 农产品加工, 2008, 142(7): 234-238.
[10] 董涛, 张国松, 周玉玲. 养乐多风味乳酸菌饮料生产工艺的探讨[J].中国乳品工业, 2005, 33(4): 40-41.
[11] 冯芝, 罗永康. 山羊乳酸乳饮料稳定性的研究[J]. 中国乳品工业, 2009, 37(1): 45-46.
[12] 麻成金, 姚茂君, 张永康, 等. 百合乳饮料生产工艺及其稳定性研究[J]. 食品科学, 2005, 26(5): 269-272.
[13] 李党国, 刘晶, 刘宜锋, 等. 酸性含乳饮料稳定性研究[J]. 食品工业科技, 2008, 29(3): 108-111.
[14] 姜奇译. 果胶稳定剂在酸乳饮料中的作用机理及稳定性酸乳饮料制造法[J]. 食品卫生, 1991, 34(14): 27-28.
[15] 周方方, 吴正钧, 郭本恒. 干酪乳杆菌LC2W抗菌物质的研究[J]. 乳业科学与技术, 2006, 32(5): 215-217.
[16] 汪建明, 赵仁国, 肖冬光. 高活性干酪乳杆菌粉末发酵剂的初步研究[J]. 天津科技大学学报, 2005, 20(3): 108-111.
[17] VINDEROLA C G, MOCCHIUTTI P, REINHEIMER J A. Interactions among lactic acid starter probiotic bacteria used for fermented dairy products[J]. J Dairy Sci, 2002, 85(6): 721-729.
[18] 高一勇. 不同乳营养成分和固形物含量对酸奶发酵的影响[J]. 中国乳品工业, 2007, 35(6): 38-41.
Influence Factors on the Amount of Probiotics in Brown Dairy Drink
XU Zhi-yuan1,HANG Feng1,GUO Xiang2,GUO Ben-heng1,*,CHEN Wei2
(1. State Key Laboratory of Dairy Biotechnology, Technology Center, Bright Dairy and Food Co. Ltd., Shanghai 200436, China;2. State Key Laboratory of Food Science and Technology, School of Food Science and Technology, Jiangnan University, Wuxi 214122, China)
A brown dairy drink developed in our laboratory was examined for its viable count ofLactobacillus caseiin an effort to explore the effects of inoculum amount, fermentation time and solid content of raw milk on the microbiological index. Based on single factor experiments, the optimal parameters were obtained by orthogonal array design to be 6×106CFU/mL inoculation amount, 78 h fermentation and 120 g/L solid content. Under these optimal conditions, the viable counts ofL. caseireached up to 1.5 × 109CFU/mL, which was higher than similar commercially available products.
Lactobacillus casei;dairy drink;inoculum amount;fermentation time;solid content in milk
TS252.1
A
1002-6630(2010)13-0193-03
2009-12-08
“十一五”国家科技支撑计划项目(2006BAD04A06);上海科技人才计划项目(08QB14003)
徐致远(1980—),男,工程师,硕士,研究方向为乳品科学与技术。E-mail:zhiyuan1026@126.com
﹡通信作者:郭本恒(1963—),男,教授级高工,博士,研究方向为乳品科学与技术。E-mail:awy7677@hotmail.com
猜你喜欢
现代畜牧科技(2021年11期)2021-12-21
现代畜牧科技(2021年10期)2021-11-19
北方人(2020年22期)2020-12-02
疯狂英语·新悦读(2020年4期)2020-06-18
阅读(快乐英语中年级)(2019年11期)2019-09-10
食品安全导刊(2019年18期)2019-01-06
益寿宝典(2017年5期)2017-02-26
广西质量监督导报(2016年3期)2016-03-16
食品与生活(2015年7期)2015-07-22
食品科学(2013年15期)2013-03-11