
金刚石锯片整形机自动控制系统的设计
2010-10-25 07:55:30王凤歌
中原工学院学报 2010年4期
申 旭,王凤歌
(中原工学院,郑州 450007)
金刚石锯片整形机自动控制系统的设计
申 旭,王凤歌
(中原工学院,郑州 450007)
根据工艺相关参数和控制要求,设计了一种自动控制系统用于金刚石锯片整形机,采用无感矢量交流变频器与交流变频电动机构成金刚石锯片旋转自动调速系统;应用矢量变频调速技术,开发新的编制软件,组成2个方向的移动和定位系统,使旋转的金刚石锯片既可以横向往返移动,也可以纵向往返移动,还能精确定位.实际应用表明,该自动控制系统满足了生产工艺的要求,提高了产品质量和生产效率,具有良好的适应性.
锯片整形机;往返移动;矢量变频器;控制系统
为了保证金刚石锯片的规则性和锋利性要求,金刚石锯片在使用前必须经过整形即开刃才能使用.在使用的过程中,金刚石锯片的磨削性能会逐步变钝,失去应有的几何尺寸,需要不断的整修[1].
目前,国内生产的金刚石锯片整形机有如下的特性:电磁调速异步电动机调速系统用于控制金刚石锯片的旋转速度;步进电动机调速系统控制金刚石锯片的横向和纵向移动;采用继电器和接触器控制系统.其控制系统采用硬接线方式完成控制逻辑,不仅灵活性差、机械触头频率低,而且在连续运行的情况下易损坏,可靠性差.
引进的金刚石锯片整形机将直流电动机调速系统用于控制金刚石锯片的旋转速度;使用直流伺服电动机调速系统控制金刚石锯片的移动和纵向移动;采用PLC控制技术,自动化程度高[2].但控制成本高,还存在直流电机电刷容易损坏的缺点.鉴于此,有必要设计一种新的自动控制系统用于金刚石锯片整形机.
1 整形方法及控制要求
1.1 工艺过程和技术数据
整形机在对金刚石锯片进行整形时,需对金刚石锯片的2个侧向面和圆周面进行修整.修整前,将待修正的金刚石锯片固定在卡盘上,卡盘可以旋转,旋转速度为无级变速,卡盘安装在既可以纵向又可以横向运动的装置上,其运动速度和方向是由另外2套调速装置分别独立控制.侧向面修正时,2个树脂磨削砂轮同时对金刚石锯片进行磨削加工,金刚石锯片可以纵向往返运动,锯片齿环的不平整可改善,侧向面与钢芯呈平行状态,还可除掉钢芯钎焊杂物和氧化物,2个侧向面的留量可一致;进行圆周面修整时,一个树脂磨削砂轮可对金刚石锯片进行圆周面磨削加工,金刚石锯片可以横向往返运动,保证锯片的圆周齿与中心孔具有极好的同心度,这一特性可使金刚石锯片切削加工均匀平整,不发生摇动.
金刚石锯片整形机技术数据如下:
(1)设备电容量:28 kVA;
(2)砂轮磨轮速度:2 800 rpm;
(3)金刚石锯片旋转速度:0~100 rpm;
(4)调速方式:交流无级变速;
(5)金刚石锯片左右往返运动行程:10~100 mm;
(6)金刚石锯片前后往返运动行程:10~60 mm.
1.2 控制要求
根据整形机生产工艺特点,控制系统应满足如下要求:
(1)调速范围宽:整形机能适应不同金刚石锯片产品;
(2)低速特性好:在调速范围内,金刚石锯片不抖动;
(3)静差度小:要求往返运行时的速度基本不变;
(4)手动调节控制:可手动调节金刚石锯片的旋转速度、横向移动速度、纵向移动速度;各单元的动作和运动也可手动控制;
(5)自动运行:正常工作时,系统自动运行,完成金刚石锯片2个侧向面和圆周面的整形工作.
2 控制系统设计
2.1 系统硬件实现和工作原理
金刚石锯片整形机在运行时,旋转的金刚石锯片既可以横向往返移动,也可以纵向往返移动,还能精确定位.系统要求抗干扰能力强,强调动态指标.其控制方案可采用直流不对称可逆调速,也可采用矢量变频控制的交流调速,矢量控制方式使交流电动机具有与直流电动机相同的控制性能[3].
使交流变频调速系统完全达到直流传动系统的动、静态指标,必须对定子电压或电流实施矢量控制,其关键在于坐标变换,使在不同坐标系下的交流电动机和直流电动机模型产生相同的磁动势.
三相坐标系下的交流电流 iU、iV、iW,通过三相/两相变换,等效成两相静止坐标系下的交流 iα、iβ.
三相、二相坐标系与相应的电流时间变量如图1所示.

图1 三相、二相坐标系与相应的电流时间变量
设三相系统每相绕组有效匝数为 N3,而两相系统为 N2,设磁动势波形是正弦分布的,两者的瞬时磁动势在α、β轴上的投影都相等,故

电压磁链的变换式与电流的变换式相同.
类似的有两相静止坐标系α和β与两相同步旋转坐标系M、T之间的两相旋转变换.
异步电动机经过坐标变换后可以等效成直流电动机,模仿直流电动机的控制方法,再经过相应的反变换,就可以控制异步电动机.这样的矢量变换控制系统从本质上解决了转差频率系统的许多问题,控制性能更好[4].
金刚石锯片整形机控制系统框图如图2所示.

图2 金刚石锯片整形机控制系统框图
金刚石锯片整形机控制系统以西门子公司生产的S7-200可编程序控制器为核心,主机为 1台CPU 224(14×24V DC输入/10×继电器输出),加上1台I/O数字量扩展模块 EM 223(16×24 V DC输入/16×继电器输出)构成主要控制系统,控制各个输入和输出信号以控制整个系统.采用1台无感矢量型变频器 KV 2000-G0037C-4T和1台交流变频异步电动机YV FJ-100L 2-6-5B来控制金刚石锯片的圆周旋转速度,2台无感矢量型变频器 KV 2000-G0037C-4T和 2台交流变频异步电动机YVFJ-100L 2-4-5B来控制既可以纵向又可以横向运动装置的往返运动,从而实现待整修的金刚石锯片侧面可被磨削,又可圆周面被磨削;采用3台异步交流电机Y3-100L2-2 3.0控制磨削砂轮的速度,分别磨削金刚石锯片的2个侧面和圆周面;磨削时,2台液泵交流异步电动机Y3-80M 2-4 0.75给金刚石锯片提供冷却液.
控制系统的工作可分成故障检查、初始化、手动控制、自动运行4部分.
(1)故障检查.电源接通后,系统自动检查刀架是否在右、左、前、后极限位置,检查急停按钮是否按下,检查3个变频器是否有故障和检查3个磨轮电机和2个液泵电机是否过热.如有这些故障,状态指示灯闪烁,提醒操作者处理故障.
(2)初始化.故障处理后,自动检查系统是否处于初始状态,即圆周面磨削砂轮启动、停止二位选择开关,二侧面磨削砂轮启动、停止二位选择开关,圆周面磨削往返运行二位选择开关,侧面磨削往返运行二位选择开关是否在停止的位置上;冷却液泵电动机三位选择开关,侧面磨削和圆周面磨削运行三位选择开关,锯片旋转方向三位选择开关是否在中间的停止位置上.如果其中一个或多个不在初始状态,则状态指示灯亮,提醒操作者将转换开关置于初始状态的位置.
(3)手动控制.系统处于初始状态后,状态指示灯亮熄灭,按下启动按钮,系统处于可运行状态.将选择开关分别置于工作状态的位置上,则单磨电机、双磨电机、液泵电机1、液泵电机2、锯片旋转等开始分别运行;按下相应的按钮,则刀架分别开始向右、向左、向前和向后运行.
(4)自动运行.将转换开关置于自动位置,则刀架按顺序进行前后往返行程运动、左右往返行程运动.
2.2 往返运动的设计与实现
金刚石锯片整形机在对要整形的锯片进行侧面磨削和圆周面磨削时,都要有前、后往返运动和左、右往返运动,其往返的速度和往返的行程以及往返的次数都应能调节.
如图3所示,X1、Y1之功能设定成周期40 s的ON/OFF定时器.当接点SW闭合时,变频器开始运转,并启动定时器.由定时器的输出决定电动机正转或反转,40 s重复1次.其速度由电位器设定值决定,当接点SW断开时,变频器停止运行.行程大小与电位器设定值和周期时间值有关,行程的次数与接点SW闭合的时间有关.
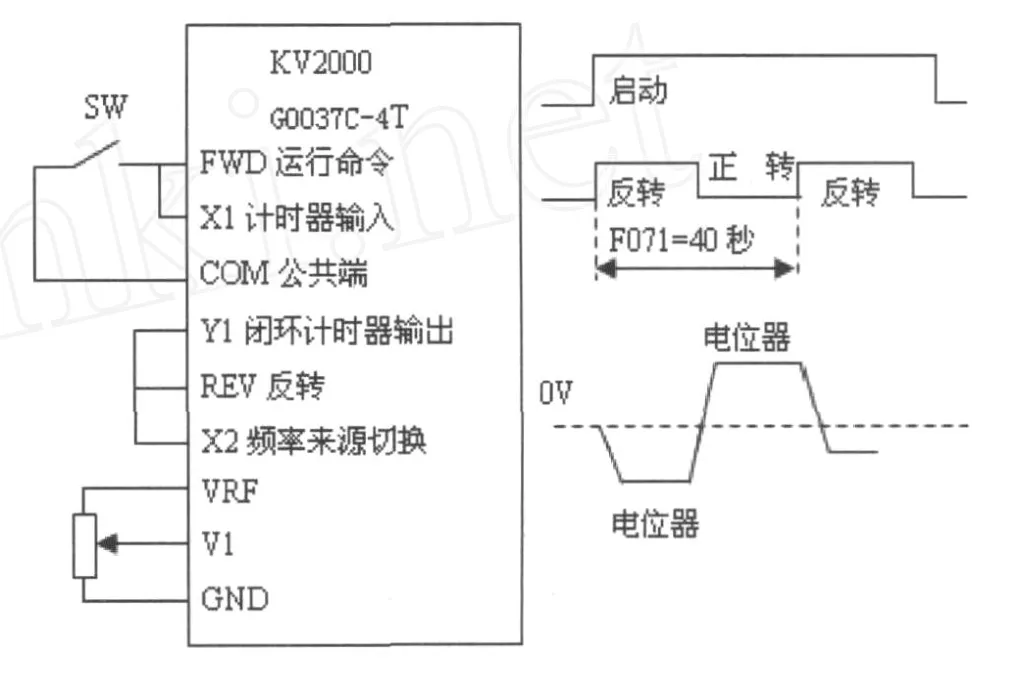
图3 往返运动原理接线图
2.3 变频器软件参数设定
通过编程可设定运行控制方式选择、频率设定选择、数字频率设定、最高输出频率、上限频率、下限频率、加速时间1、减速时间1、转矩提升设定、转向控制、启动方式选择等参数[5].
操作键盘的工作模式有4种,即控制运行模式、监视运行模式、参数修改模式和故障显示模式.变频器软件参数设定需在参数修改模式下进行[6].
3 结 语
系统使用无感矢量变频器和交流变频电动机组成交流旋转调速系统和行程往返运动系统,软件实现行程往返自动运动,柔性控制取代原有的刚性控制,磨削砂轮的补偿有机械微动装置,还有用软件实现的固定微点动[7].行程往返的速度、行程长短和往返次数由PLC和变频器的合成软件来调整,故障报警有闪烁警示功能,还有灯亮提醒初始位置引导作用,速度调节范围宽,可达1∶100;具有直观的数显方式,具有记忆功能.设备投入运行以来,一直运行正常,稳定可靠,满足了生产工艺的要求,提高了产品质量和生产效率,具有良好的适应性,值得推广使用.
[1] 袁公昱.人造金刚石合成与金刚石工具制造[M].长沙:中南工业大学出版社,1992:126-130.
[2] 李东海.新型金钢石锯片研究[J].化学工程与装备,2008(10):36-39.
[3] 王兆安,黄俊主.电力电子技术[M].第4版.北京:机械工业出版社,2005:212-220.
[4] 申旭.基于PLC和矢量变频器的涂层机同步控制系统的实现[J].计算技术与自动化,2007,26(3):62-65.
[5] 张万忠.可编程控制器应用技术[M].北京:化学工业出版社,2002:261-270.
[6] 王永华.现代电气控制及PLC应用技术[M].北京:北京航空航天大学出版社,2003.
[7] 申旭,王凤歌,吴敬秋.PLC控制金刚石锯片开刃机的研制[J].金刚石与磨料磨具工程,2010,30(3):28-30.
Automatic Control System Design of Edge Machine for Diamond Saw Blade
SHEN Xu,WANG Feng-ge
(Zhongyuan University of Technology,Zhengzhou 450007,China)
According to the control requirements and the relevant p rocess parameters of the edge machine,a new automatic control system w as built.It consists of a p rogrammable logic controller,an Vecto r VFD frequency converters,AC variable frequency electric motors and a number of electrical components as the main frame of the ro tary automatic speed control system.A new contro lmethod and a new algo rithm are given.The move position of the edge machine can be p recisely controlled.The rotating diamond saw blade can be moved to and f ro.Practical app lication p roves that this control system has high reliability and good adap tability,assuring constant quality of p roducts.
edge machine;to move to and fro;vecto r frequency converter;control system
TP29
A DO I:10.3969/j.issn.1671-6906.2010.04.001
1671-6906(2010)04-0001-03
2010-07-06
国家自然科学基金项目(50977093)
申 旭(1958-),男,湖南邵东人,副教授,硕士.
猜你喜欢
石材(2022年4期)2022-06-15 08:55:26
中学生数理化·高一版(2021年11期)2021-09-05 12:21:24
石材(2020年10期)2021-01-08 09:19:54
现代防御技术(2016年1期)2016-06-01 12:13:28
新高考·高一物理(2016年1期)2016-03-05 22:47:39
重型机械(2016年1期)2016-03-01 03:42:06
超硬材料工程(2016年1期)2016-02-28 22:20:05
超硬材料工程(2016年1期)2016-02-28 22:20:02
安徽地质(2016年4期)2016-02-27 06:18:10
焊接(2015年12期)2015-07-18 11:13:04
