
竹炭涤纶纤维机织面料的生产
2010-10-25 07:55:46卢士艳沈兰萍
中原工学院学报 2010年4期
卢士艳,沈兰萍,刘 杰
(1.中原工学院,郑州450007;2.西安工程大学西安710048;3.河南工程学院,郑州 450007)
竹炭涤纶纤维机织面料的生产
卢士艳1,2,沈兰萍2,刘 杰3
(1.中原工学院,郑州450007;2.西安工程大学西安710048;3.河南工程学院,郑州 450007)
介绍了竹炭纤维机织面料生产工艺流程,通过分析产品在生产过程中存在的问题,给出了竹炭纤维纺纱、织造、整理过程中各个工序的关键技术措施与工艺参数.
竹炭改性涤纶;纺纱;织造;后整理;技术措施
竹炭纤维是选用纳米级竹炭粉末(竹炭微粉),将其通过特殊工艺加入切片或纺丝液中,再经过近似常规纺丝工艺纺出的纤维新品种.竹炭纤维及其制成的织物具有吸附除臭、抑菌防霉、发射远红外线和负离子等功能和作用,是健康多功能型纺织品,对人体有良好的保健作用[1].
竹炭纤维由于竹炭粉的加入,使其性能与普通的纤维相比,发生了较大的变化.目前竹炭纤维在针织方面应用较多,在机织方面应用较少.开发机织竹炭纤维面料,产品附加值高,产品具有广阔的市场前景和良好的经济效益[2].
1 产品规格及工艺流程
1.1 产品规格
经:纯竹炭(21+21)tex+纯棉(18.2+18.2)tex;
纬:纯竹炭(21+21)tex;
经纬密度:220×216根/10 cm;
幅宽:162.5 cm;
组织:2/2↖.
1.2 工艺流程
1.2.1 纺部工艺流程(以机型表示)
棉:A 002D→A 034A→FA 022-8→1031→A 062→A 092→A 073→1181F→FA 311→A 454P→FA 506→ESPERO自动络筒机→FA 708高速并线机.
竹炭涤纶:A 002→FA 022-6→A 036C→A 062→A 092→A 076→A 186→FA 311→A 454P→FA 506A→ESPERO自动络筒机→FA 708高速并线机.
1.2.2 织部工艺流程(以机型表示)
经纱:原纱→络筒(AC-338)→整经(金丸)→浆纱(祖克S432);
纬纱:原纱→络筒(AC-338);
经纱+纬纱:织造(GAMMA 190剑杆织机)→验布(GA 801-180)→码布(GA 841-180)→打包.
1.2.3 染整工艺流程(以机型表示)
烧毛(LM H003D-200气体烧毛机)→上缸→退浆(SW 2000mm/1200mm-Z卷染机)→煮漂(SW 2000mm/1200mm-Z卷染机)→拉幅(Mogatex—III型拉幅机)→定型(Diw s—T1韩国定型机).
2 纺部工艺技术及措施
本产品纱线有棉纱、竹炭纤维纱线2种.棉纱为常规纱线,生产技术成熟,工艺技术介绍主要以竹炭纤维纱线纺纱为主.
根据产品特点及纤维特点,由于竹炭纤维导电性好,丝束光滑,纤维之间容易产生相对滑移,因此,在纺部生产中,在保持原纱具有良好的伸长性和弹性的前提下,应提高纱线抱合力,尽可能减少纱身毛羽,提高纱线条干均匀度,降低纱线强力变异系数.
2.1 开清棉工序
采取“少打多松,加强混合,少落杂质”的工艺原则,选用较低的打手速度,同时,加工中防粘、防绕,通道保持光洁.主要工艺参数为:竹炭涤卷干定量392 g/m;打手速度480 r/min.
2.2 梳棉工序
该工序遵循“强分梳、少损伤、快转移”的原则.在生产过程中需注意:①保持针布的平整度,防止锡林缠花;②锡林缠花时要针对具体原因采取相应的措施,若含油多或回潮大,可撒少许滑石粉等,以减少缠绕;若原料回潮低,静电大,应喷洒油剂或提高车间的相对湿度,从而减少静电缠绕或棉网飘浮.主要工艺参数为:道夫 17 rpm;剌辊1070 rpm;生条干定重18.5 g/5 m;锡林 ,盖板隔距 14、13、13、13、14(‰in);车间温湿度65%左右.
2.3 并条工序
由于是单一竹炭涤纶纯纺,为避免静电过大造成胶辊罗拉缠花、喇叭口堵花,故并条采取两道,胶辊采用渗碳防静电处理胶辊,以降低条干不匀率,减少棉结疵点.主要工艺参数为:前罗拉 350 rpm;干定量17.5 g/5m.
2.4 粗纱工序
要保证细纱条干均匀,应尽量减少粗细节,粗纱捻系数偏大掌握,以减少意外伸长,同时加大压力,降低速度,以减少断头和减轻静电现象.注意调节粗纱张力,使粗纱伸长率控制在1.5%左右.主要工艺参数为:干定量6.2 g/10 m;锭速529 rpm/min;前罗拉速度186 rpm/min;粗纱捻系数61.5.
2.5 细纱工序
细纱工序采用“较大的后区罗拉隔距,较小的后区牵伸倍数,重加压、低车速”的工艺原则,以增加纤维间的抱合力,提高成纱条干均匀度,减少粗节,降低细纱断头.细纱主要工艺参数配置为:干定量2.06 g/100 m;锭速为 12 490 rpm;前罗拉速度 196 rpm;捻系数356.
2.6 络 筒
采用意大利“ESPERO”自动络筒机、LOEPFEFR700电子清纱器和空气捻结器,保证成纱质量光洁无疵点.主要工艺参数为:槽筒1 200 m/min.
2.7 并 线
并线采用FA 708高速并线机,并线时应均衡并纱张力,避免“螺丝”线.
3 织部工艺技术及措施
3.1 准备工序工艺技术及措施
由于该品种要求布面平整、光洁,纹路清晰,前织工艺的主要目的为清除纱线纱疵,保护纱线弹性和强力,提高纱强和耐磨性,减少纱线伸长,保证织造顺利进行.各工序具体措施如下.
3.1.1 络 筒
采用AC-338型络筒机,电容式电子清纱器,空气捻接器;消除较多的粗细节,以免在整经中断头较多,浆纱开车困难;络筒卷绕速度为1 500 m/min;张力刻度为7.
3.1.2 整 经
采用日本金丸整经机,该机线速度恒定,加速和制动时间短.整经时,为保证片纱和经轴张力均匀,故车速和张力的选择应适当.其速度为600 m/min,张力圈重量为 6 g,张力档分为 1、2、3、4、5 段 ,对应压力刻度为 5、4、3、2、1格. 整经根数:竹炭改性涤纶纱线436根×6轴,棉纱线476根×2轴.
3.1.3 浆 纱
(1)浆料配方:PVA 1799为37.5 kg;磷酸变性淀粉为37.5 kg;JS-2B为25 kg;LMA 95为4 kg;SA 100为1.5 kg.
(2)上浆设备.为保证浆纱质量,选用S432型祖克浆纱机.由于纱线粗,采用双浆槽浆纱机,速度为50 m/min.
(3)上浆工艺.采用“高浓、低黏、重被覆、保浸透、轻张力、小伸长”的工艺原则.生产中严格控制浆纱的上浆率、回潮率、伸长率,确保纱线的毛羽贴伏、增强保伸、耐磨的上浆效果.该工序具体工艺参数如表1所示.
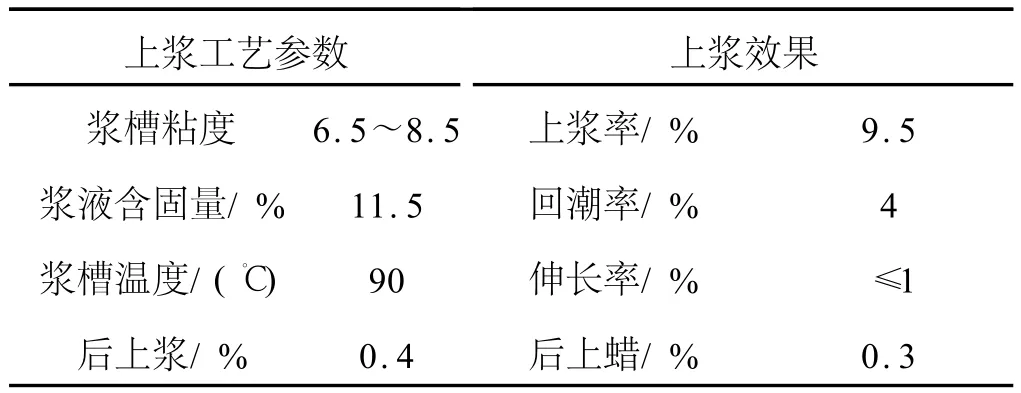
表1 浆纱工序的工艺参数
3.1.4 穿 综
穿综采用全幅顺穿,布身1根棕丝穿一根经纱,布边采用双头穿棕.总经根数:3 568根;边经根数:两边各32根;英制筘号:53;每筘穿入数:2根;筘幅:170.99 cm.
3.2 织造工序
为了提高织物外观质量,降低织疵,减少断头,提高效率,织造时采用“中低后梁、中开口、中张力”的织造工艺.
织造工艺参数如下:织机转速:460 r/m in;
开口时间 :地经 322°,废、绞边左 320°、右 310°;开口动程:24°;
上机张力:1.8 kN;
后梁高度:高低+4 mm,前后3 mm;停经架:高低+1.5 mm,前后5 mm;平综综高:135/134/133/132 mm.
4 产品后整理工艺流程
4.1 工艺流程
烧毛(LM H003D-200气体烧毛机)→上缸→退浆(SW 2000mm/1200mm-Z卷染机)→煮漂(SW 2000mm/1200mm-Z卷染机)→拉幅(Mogatex—III型拉幅机)→定型(Diw s—T1韩国定型机).
4.2 主要工序的工艺及技术措施
烧毛温度不能过高,避免在烧毛过程中竹炭涤纶因熔融而影响表面.采用中温烧毛.气体烧毛机,在火口上端的导布辊中通以水,使织物保持良好手感.烧毛工艺:两正两反;速度,90 m/min.
考虑到原料竹炭含量较高、杂质较少,并根据使用的浆料,为了不损伤纱线,采用了酶褪浆.退浆配方:DZ-605酶2.5 g/L;非离子型表面活性剂1 g/L.退浆工艺:95℃×30 min;90℃热水洗四道[3].
加入竹炭粉后,竹炭改性涤纶纤维的耐碱性降低,因此在煮漂时不适合强碱处理,应采用较为温和的工艺条件.煮漂配方:煮漂酶 CCS-1 6 g/L;H2O26 g/L.煮漂工艺:p H=10.5;95℃×50 min;90℃热水洗四道,冷水洗出缸.
为利于门幅定型,织物须经拉幅整理,落布173 cm,温度<130℃.
热定型可消除前道工序产生的折皱,防止起毛起球,获得平挺并富有弹性的手感和稳定形态.竹炭涤纶纤维由于炭粉的存在,在高温下易发生熔融,布面发硬,颜色发生变化.经多次实验、反复比较,确定工艺配置为:温度120℃;车速20 m/min;落布173 cm.
5 结 语
对于一种新产品,在上机试制过程中,只要认真分析新型原料的特点,有针对性地进行工艺调整,完全可以保证生产的顺利进行.
[1] 王其,赫淑彩,马李军.竹炭改性涤纶纤维特性研究[J].纺织科技,2007,35(2):55-57.
[2] 李旭明.竹炭纤维的开发与应用[J].针织工业,2007(10):21-22.
[3] 刘杰,袁忠奎,吴清.Tencel/棉与竹炭涤/棉交织面料的设计与生产[J].上海纺织科技,2010,38(4):36-38.
Production of Bamboo-carbon Polyester Fiber Woven Fabric
LU Shi-yan1,2,SHEN Lan-ping2,L IU Jie3
(1.Zhongyuan University of Technology,Zhengzhou 450007;2.Xi’an Polytechnic University,Xi’an 710048;3.Henan Institute of Engineering,Zhengzhou 450007,China)
This paper introduces the p roductive p rocess of Bamboo-carbon polyester fiber woven fabric.Through analyzing the p roblem w hich coming on the p rocess,the important technique and p rocessing parameter in spinning,weaving and finishing are given out.
bam boo-carbon modified polyester fiber;spinning;w eaving;finishing;technique
TS106.5;TP301
A DO I:10.3969/j.issn.1671-6906.2010.04.018
1671-6906(2010)04-0070-03
2010-08-02
卢士艳(1968-),女,辽宁大连人,副教授,硕士生.
猜你喜欢
纺织科学与工程学报(2023年4期)2023-11-02 03:46:28
现代信息科技(2023年6期)2023-06-25 20:59:50
智能建筑与智慧城市(2021年11期)2021-12-08 06:13:58
国际纺织导报(2021年11期)2021-02-14 03:14:48
妈妈宝宝(2019年9期)2019-10-10 00:53:48
粉末冶金材料科学与工程(2019年2期)2019-05-08 02:51:08
第二课堂(课外活动版)(2018年5期)2018-08-20 09:29:22
纺织器材(2016年3期)2016-06-30 01:29:18
中国纺织(2015年7期)2015-09-07 00:14:18
中国有色金属学报(2015年8期)2015-03-13 14:39:54
