粉末冶金钛合金的应用现状
2010-10-24 09:20蔡一湘李达人
中国材料进展 2010年5期
蔡一湘,李达人
(广州有色金属研究院粉末冶金研究所,广州510651)
粉末冶金钛合金的应用现状
蔡一湘,李达人
(广州有色金属研究院粉末冶金研究所,广州510651)
简要介绍了粉末冶金钛合金的特性,从应用的角度总结了粉末冶金钛合金的材料体系,主要技术和产品的发展现状和趋势,回顾了粉末冶金钛合金在航空、航天、航海、汽车工业、医疗及生物、储氢合金等方面的应用。最后针对国内粉末冶金钛合金的市场发展和需求,讨论分析了国内粉末冶金钛合金材料的发展重点和方向。
粉末冶金;钛合金;应用现状
前 言
钛是一种重要的原材料,拥有一系列卓越的特性,比如高强度质量比、高温下的高强度、耐腐蚀和热稳定性等。钛和钛合金的传统用途主要集中在航空航天与航海工业领域,但钛和钛合金的许多其他用途也不断被发现。其中包括汽车用Ti合金、医疗生物用Ti合金、储氢Ti合金以及其他民用Ti合金等等。现阶段制约Ti合金广泛应用的最突出的问题是如何降低产品成本、改进加工技术和开发新工艺。对钛合金的未来市场来说除了需要考虑宏观层面的市场供应和需求趋势外,还需要考虑那些有助于降低钛生产成本的技术革新的影响。
钛及钛合金原料和产品的主要制备工艺一般包括:钛的提炼与精制技术,一次熔炼工艺,粉末冶金工艺以及在一次成型基础上的二次加工(挤压、锻造、轧制)技术等等。而其中钛的粉末冶金(P/M)是一种完全不同于其他技术的钛零部件生产方法[1]:粉末冶金生产零部件,用的是粉末而不是海绵钛。作为一种成熟的技术,它已广泛应用于很多金属,但在钛金属中的应用还很有限。粉末加工成零部件的方法有几种:金属注射成形(MIM)是利用粘结剂将粉末粘结在一起,粘结剂在加热过程中去除;直接粉末轧制(DPR),粉末被轧制成片材,然后通过加热、烧结进行固化;热等静压(HIP)工艺,粉末被加压、加热,形成近净形零部件。所有这些工艺都已成熟,目前已用于生产少量零部件。
粉末冶金可以限制与传统钛生产相关的浪费,不需要VAR(真空电弧重熔)、EBM(电子束熔炼)或PAM(等离子弧熔炼);粉末可以直接形成任何形状或轧制成品,产出更高。这一工艺也可以生产近净形零部件,减少传统零部件生产中通常伴随的浪费,工艺步骤少,提高了产出。粉末冶金减少了制造一个零部件所需的原材料。不过,粉末冶金也确实存在一些有待改进的问题。第一个是污染控制,任何污染都将使金属不能适用于高精密零部件,所以加工必须是在洁净室环境中进行。此外,目前很难用粉末制造大型部件。最后,钛粉是易燃、易爆物品,这对大量粉末的处理造成困难。
粉末冶金钛合金的航空、航天、航海应用
钛及其合金在航空、航天方面的需求主要来自喷气发动机、飞机骨架等。从另外一个角度也可以分为军用、民用航空航天两个领域。每种市场对钛合金产品的性能要求是不同的。例如,喷气发动机的要求主要集中于高温抗拉强度、蠕变强度、疲劳强度以及高温热稳定性;飞机骨架所考虑的基本性能是断裂韧性、很高的拉伸强度和良好的疲劳强度。是否能容易地将钛及其合金材料加工成为所需的零件也是一个重要的考虑因素。另一方面,钛材能很好地满足海洋用结构材料抗风浪、抗冰场压力及地震造成的相当大的振荡和动态负荷的能力,还能满足在海洋深处应有的耐腐蚀能力的需求,因而在海洋工程及滨海建筑中的应用正在逐步增加。
. 传统合金
采用粉末冶金成形技术替代传统航空航天用铸造Ti合金可降低成本,避免材料内部成分偏析、疏松、缩孔等缺陷,使残余应力小;在制造复杂结构件方面有突出的优势,且工艺过程简单,制造周期短。李圣刚[2]等采用热等静压工艺(HIP)制备了Ti-6Al-2Zr-1Mo-1(BT20)粉末冶金钛合金材料,对材料的显微组织和性能进行了研究。主要成形工艺流程为:钛合金粉→装粉→除气→封焊→H IP处理→粉末钛合金。材料室温拉伸强度不低于970MPa,伸长率达到16%~21%。
根据混合元素法(BE)在合金成分选择和显微组织设计上的优势,近年来基于Ti-6Al-4V发展了几种新型钛合金,如Ti-5.5Al-1Fe,Ti-6.8Mo-4.2Fe-1.4V-1.4Al和Ti-4.5Al-3V-2Mo-2Fe等。在这些合金中,铁被用于替代价格昂贵的钒。据Majima[3]和Fujita[4]报道,铁的加入会使钛合金获得更高的烧结密度以及更好的强度韧性匹配。但是,铁对粉末钛合金的烧结行为及组织演化影响尚缺乏深入的分析。韦伟峰[5]等通过对在相同烧结温度下制备的不同铁含量样品的显微组织进行分析,阐明了铁对粉末钛合金的烧结行为及组织演化的影响,从而为粉末钛合金的优化设计提供了依据。汤慧萍[6]等用元素混合法研究了粉末冶金Ti-NdAl合金的烧结致密化行为及力学性能。结果表明,粉末冶金Ti-NdAl合金中由于稀土元素钕的存在,其烧结过程中出现液相,同时稀土钕对钛粉末表面氧有净化作用,二者促进了粉末钛的致密化过程,烧结密度可以达到99%以上。对粉末冶金Ti-NdAl合金的室温力学性能检测结果表明,随着稀土钕含量的增加,Ti-NdAl合金室温拉伸强度不变,而塑性得到大幅度改善。Ti-1.6%Nd-0.4%Al合金的强度为728MPa,延伸率为15%。
. 金属间化合物结构材料
钛基结构材料开发的另一领域是金属间化合物TixAl(x=1,3),尤以TiAl为主,如图1所示。近20年发展起来的α2-Ti3Al,和γ-TiAl合金,使钛在航空发动机上的使用部位由冷端(风扇和风压机)发展到热端(涡轮),由结构材料向着高强、高韧、高模量、高的抗蠕变能力及高的抗氧化性方向发展。γ-TiAl合金也已在潜艇、深水探测艇、高航速的载重量超过10000t的超级运输船上获得了广泛的应用。Wang G X[7]等研究了用机械合金化制备的Ti-Al系合金的性质。
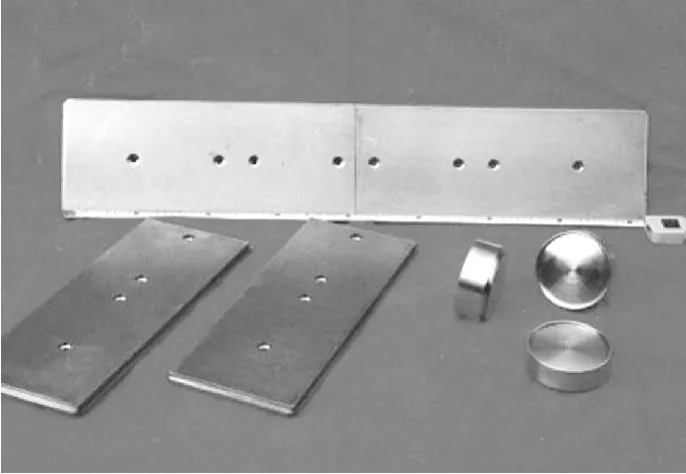
图1 TiAl基金属间化合物板材Fig.1 The TiAl inter metallic plates
Ti3Al基金属间化合物室温变形抗力大,难以加工,在合金化和热机械处理之后,才拥有一定的塑性,从而限制了它的推广应用。采用粉末冶金工艺制备出的材料拥有细小、均匀的组织,而且还可以制备出所需的近净成型部件。利用预合金化粉末,采用粉末冶金工艺可以制造出形状复杂的部件,而且成本比传统的锻造工艺要低。郎泽保[8]等以Ti-23Al-17Nb为对象,采用热等静压工艺和预合金粉末进行了粉末冶金Ti-23Al-17Nb材料的制备研究。热等静压后得到的材料不仅组织均匀、细小,而且经固溶时效后,在材料强度变化不大的情况下,延伸率提高到了4.3%。
. 基金属间化合物多孔材料
TiAl金属间化合物一直作为潜在的轻质结构材料被研究[9-11],具有一系列优异的化学性能、物理性能和力学性能。然而,由于合金固有的脆性,以及高温强度不足等缺陷,使得该合金目前只是极小规模地应用于汽车行业。利用粉末冶金技术,可得到T iAl基合金的近形零件。传统元素反应烧结合成工艺中,由于元素偏扩散及Kirkendall效应所生成的孔隙难以完全消除,这对作为高温结构材料的Ti-Al合金的应用而言极为不利。然而,随着人们对这种由于化学反应生成孔隙的现象的深入研究,大大扩展了TiAl基金属间化合物在多孔材料领域的应用。
在空间技术开发中,由于可重复使用的运载器(RLV)及高超音速飞行器具有多方面功能,所以在当今世界各国高技术开发中它们占有十分显要地位。而对于该类飞行器,一套轻质、耐用、易操作及成本合理的、可重复使用的热防护系统(TPS)必不可少。近年来金属TPS成为了各国研究的热点,作为一种新兴的金属TPS用材料,γ-TiAl合金的最高使用温度可达980℃,但其密度还不到镍基高温合金的一半,这使得TiAl基多孔材料作为TPS系统中的隔热材料非常有吸引力。对金属TPS系统和关键材料的研究主要集中在美、日、俄、德等国家。美国在研制高温合金蜂窝复合TPS过程中,结构形式的发展历经了四代。德国最近一直在为航天飞行器的应用开发先进系统和进行相关技术研究,其中就包括使用温度在1000℃以上的金属TPS研究[12]。德国航天中心的Klaus.D.Berge等人指出,在德国未来航天飞行器表面大部分的中低温区将采用金属多层壁及γ-TiAl合金蜂窝复合结构金属TPS[13]。目前国内对于TiAl基多孔材料航天用金属TPS的研究仅仅处于刚刚起步阶段。
粉末冶金钛合金在汽车工业中的应用
汽车采用钛合金后,可大大减轻质量,降低燃耗,提高工作效率,改善环境和降低噪音。早在70年代,赛车发动机就采用了钛阀门和钛连杆。为了保护环境,近年来美国及欧洲国家对汽车尾气排放制定了更高的标准,使汽车生产商加快了采用钛材的步伐。美国高性能汽车NEX Acura已使用钛连杆,日本的“日产R382”、“本田”等轿车已采用P/M钛气门。航空领域的高结构标准使粉末冶金钛合金出现在航空市场还将面临重重困难,它最有可能大规模应用的行业就是结构要求没有那么严格的汽车行业。汽车市场很庞大,一旦钛材在汽车行业的应用得到推广,其用钛量将远远超过目前的航空、航天市场。
据最新报道[14],在不久前召开的关于运输工业用钛专题讨论会上,人们十分关注怎样才能够把钛及其合金零件的成本降低到可以接受的水平。按照传统的生产技术,其轧制产品的成本是4.4USD/kg,要用它们加工出来的零件取代常用的相应钢制零件是不可能的。按照一般的经验,每一个加工步骤要使其成本翻一番,所以材料费用至少达到17.62USD/kg。而轧制产品在制作成最终的机械加工零件之后,其成本必然高达44.05USD/kg,这显然比期待的钛及其合金零件成本高得多。实践证明,粉末冶金方法具有很强的竞争力。如果目前可以获得的海绵钛细粉或者残料的价格为4.4~8.8USD/kg,那么净形或者近净形压制坯料的成本就会低于4.4USD/kg;在最小数量的切削加工之后,连杆等零件的成本就是8.8~11USD/kg。
净形或者近净形方法是生产尺寸较大、价格较低的汽车零件的有效途径之一。粉末冶金不仅能提供低成本的原材料,而且可以降低机械加工费用。就需要线材和板材的弹簧和排气系统而言,可使用成本较低的海绵钛为原料。一旦安装了这种阀门,虽然低的塑性和韧性并不是什么问题,但是有的阀门会在装配或者拆卸过程中受到破坏。
目前粉末冶金Ti合金在新型高性能汽车上主要应用在发动机系统和底盘上[15-16],如在发动机系统中用Ti合金代替合金钢和不锈钢制成阀门、阀簧和连杆等零部件;在底盘上主要用作弹簧、排气系统、半轴和各种紧固件等。然而昂贵的原料,后续加工成本以及较低的致密度,极大地阻碍了其在汽车工业中的大规模应用。图2给出了粉末冶金TiAl基合金排气门产品。

图2 TiAl基合金排气门Fig.2 Appearance of machined Ti Al based exhaust valve
日本丰田汽车公司等在SAE2000世界大会上介绍了一种能有效降低成本的粉末冶金锻造方法的研究开发情况。用该方法制造汽车发动机钛气门可减重40%。进气门是用Ti-6Al-4V合金通过粉末冶金锻造工艺制取的,排气门由复合材料制造,该复合材料采用一种新的合金粉末以硼化物为强化剂加工而成。新型合金的成分为Ti-6Al-4Sn-4Zn-1Mo-0.2Si-0.3O,它具有粗大的针状组织。这种组织具有优异的抗蠕变性能,TiB强化粉末的体积分数约为5%[17]。
粉末冶金钛合金在生物医疗领域中的应用
. 合金复合材料
由于钛与人体器官有很好的相容性和亲合力,且质轻耐蚀,无臭无害,故广泛用于制药器械及人体器官。羟基磷灰石(Ca10(PO4)6(OH)2,简称HA)和钛合金都可以作为人体种植体材料。HA具有很好的生物活性,但其强度低,脆性大,不能用在承载部位;而钛及钛合金具有较高的力学性能,但其生物相容性较差。HA和Ti的复合材料综合了各自的优点,使种植体不仅具有金属的高强度和高韧性,又具有良好的生物活性。
日本材料科学家丸野重雄等研制出用于制造人工关节的新型生物医用钛合金复合材料。这种材料是以Ti-6Al-4V合金为基体,选择与基体材料结合性良好、具有稳定生化性能与安全性能,与HA基本不发生反应,并与HA粉末粘结性能优良的玻璃粉末(氧化铝硼硅酸系玻璃),体积分数约为85%,其余为玻璃修饰氧化物及TiO2,玻璃粉末平均直径为17μm。将高纯度HA粉末与之混合涂覆在钛合金基体表面烧结而成含HA的玻璃钛复合材料。该材料研究中的另一个关键是烧结复合层的热膨胀系数要低于钛合金基体,只有这样复合层与钛合金基体的接触界面因热扩散反应,才能生成致密、稳定,且与基体材料结合紧密的复合层。
采用HA-G-Ti复合材料制成的人工髋关节假体柄,经初步临床验证,被证明是一种耐用性强、初期固定优良的廉价人工髋关节假体。复合层HA-G厚度可任意调节,生物相容性优良,复合层与基体结合性良好,未发现剥离、层裂。长期临床效果需进一步观察,因此这种材料也是一种极有市场发展潜力的生物医用钛合金材料[18]。
HA在1 200℃以上就容易分解,失去生物活性,并且由于Ti的引入,分解温度还会大幅度降低。而Ti是高熔点材料,用常规粉末冶金方法所需的烧结温度在1 200℃以上。张国珍[19]等采用放电等离子烧结(SPS)技术,进行Ti/HA复合材料的烧结。SPS具有特殊的烧结机理,在烧结过程中有直流脉冲放电、等离子活化和加压等多种机制起作用,降低了Ti及HA的烧结温度,避免了HA的高温分解,保证了HA的结构和含量,很好地实现了Ti/HA复合材料的制备。中南大学刘芳[20]等采用高能球磨和热压工艺相结合的方法,通过球磨过程中粉末的细化,可在较低温度下烧结达到致密化,防止HA分解。同时,湿磨介质的应用,能提高HA在Ti基体中的弥散分布程度,获取力学性能和生物活性都较好的Ti/HA生物复合材料。Ti+30%HA(质量分数)配比的粉料经过球磨后,在1 000℃氮气气氛下热压,HA仅发生很少量的分解,且与Ti之间未发生明显的化学反应,保持了较好的生物活性。Ti基体已组成连通的网络,在湿磨工艺条件下,较短的球磨时间即可获得均匀细化的显微组织。
. 多孔合金生物材料
近年来,作为智能材料的多孔Ni-Ti形状记忆合金(S MA)的开发,为Ni-Ti合金在医疗方面开辟了崭新的应用前景。S MA具有准确的动态功能,在经受大的塑性变形和受热后能准确地回到原设计状态。如果将S MA制成小支架植入动脉中,由支架的膨胀撑开堵塞的动脉管腔,就可使血液流通恢复正常。人体的许多器官均可通过此种支架疏通。如食道、气管、胆道系统及泌尿系统等。超弹性的Ti-Ni合金还可作人体植入器官中的高灵敏度导引丝,放进导管插入人体动脉系统,该丝具有良好的扭转性、回复性及低振荡性。粉末冶金制备多孔Ni-Ti合金的方法包括预合金粉末法、燃烧合成法(或称自蔓延高温合成法)、热等静压法和元素粉末混合烧结法等。其中元素粉末混合烧结法是用金属粉末作原料,经混料、成型,随后进行烧结而获得所需要的各种类型制品,是制备多孔Ni-Ti形状记忆合金的重要方法。此烧结法制备的多孔Ni-Ti形状记忆合金具有高孔隙率,良好的力学性能、形状记忆性能和生物相容性。在140 MPa压力下压制,950℃下固相烧结制备的Ni-Ti合金,具有以NiTi为主相的,合适孔隙度的合金[21]。
加拿大BIORTHEX公司已经采用多孔Ni-Ti合金专利材料ACTIPORET M制造出颈、腰椎间融合器,用于骨科脊柱损伤的治疗。这种材料具有65%左右的空隙率,平均微孔尺寸215~230μm,具有生物活性,可促进新生骨通过微孔与支架快速生长,使内部相互连接多方向的微孔产生毛细管渗透作用,促使血液、基本营养和骨髓进入椎体间融合器。这种金属植入材料的弹性模量与松质骨接近,从而避免了应力遮挡效应,促进骨重建并对骨细胞的生长提供了良好的环境支持,使骨生长细胞和营养渗透到相互连接的微孔,加速了骨整合。这种椎间融合器的最大特点是不用植骨(其它材料椎间融合器需要进行骨移植,使用自身髂骨),植入1年后,骨重建在融合器内部完成并与周围骨密度相匹配。经动物试验,PNT合金具有良好的生物相容性[22-23]。2000年,该产品取得CE认证,并在欧洲及部分亚洲市场开始销售。目前,正加紧进行更为严格的临床验证,进而申请美国FDA认证,有望近期引入中国市场。
生物固定型(非骨水泥)人工关节同样是当前骨科领域专家、临床医生推崇的人工关节假体。它要求髋关节柄材料或表面具有生物活性,能诱导骨细胞生长,使关节柄与股骨髓腔界面产生骨整合,避免了采用骨水泥固定带来的弊端(即长期使用后产生松动、下沉和脱位)。因此,关节柄的部分节段采用多孔钛合金材料将赋予假体生物活性,有助于柄与髓腔的骨性生理结合。德国克鲁勃医疗技术公司(Krupp,Gb Implantat-Technologie GmbH)已经生产出多孔钛合金股骨柄假体。制造生物固定型人工关节的另一种方法是在钛合金关节柄表面产生多孔。可将微小钛珠粒(微球粉末)烧结或采用等离子喷涂方法,将微粒烧结(一般为双层或三层)或等离子喷涂在关节柄的部分表面,使其表面具有多孔性,减少了植入物与骨弹性模量的差别,有利于骨细胞的生长和营养的递送,从而获得生理骨整合。如美国Exact-ech Acu MatchTM-A系列髋关节柄部近端采用直径为0.28 mm的钛珠,三维立体排列。烧结后,三排珠尺寸相加为0.84 mm,孔隙平均尺寸为152μm,平均空隙率为35%,这表明在柄部烧结钛珠表面有35%的骨长入空间[24]。
. 牙科用钛合金材料
早期的牙科材料一般采用贵金属合金、Co-Cr合金、Ni-Cr合金和不锈钢等,但均存在着一些问题,使用受到了很大限制。钛的导热性能较Ni-Cr合金、Co-Cr合金等差,与其它合金相比,钛制嵌体、全冠等具有保护牙髓,避免冷热刺激的作用。鉴于以上突出的优点,钛及其合金正逐步取代原来的牙科材料,成为迄今为止最为理想的牙科材料之一(图3)。

图3 含Ti的烤瓷牙Fig.3 The artificial teeth with Ti
以往的牙科用钛合金多含有Al,V等有毒元素,弹性模量、硬度与牙体组织有较大差异,并且耐磨性较差。开发生物相容性好,强度高,弹性模量、硬度合适的新型牙科用钛合金是必须的,现在常见的牙用钛合金主要是Ti-Mo合金。台湾的HoW F[25]研究了二元Ti-Mo合金的组织和性能,研究表明,Ti-Mo合金是一种有应用前途的生物医用钛合金。哈尔滨工业大学的徐丽娟[26]等以Ti粉、Mo粉为原料,制备的Ti-Mo合金中,当Mo含量为5%和10%时,合金由单一的α相组成,Mo含量为10%时,合金的硬度最高为4 510MPa,压缩率为22.5%,弹性模量为29.8 GPa,综合性能最好。
粉末冶金钛合金的储氢应用
随着以氢为燃料的燃料电池以及电动汽车的迅速发展,车载氢源技术及氢能基础设施的研究已引起发达国家的广泛关注,世界知名汽车公司都对氢源技术投入了相当大的研究力量。车载储氢设备主要包括高压容器、液氢储罐和金属氢化物储氢器,但都不能满足燃料电池电动汽车对车载储氢系统质量与体积储氢密度的要求。
目前报道的大部分燃料电池汽车和加氢站都以高压储氢为主要储氢方式。随着轻质高压氢容器的发展,对氢压缩机提出了更高的要求。目前工业产品中的压缩机存在体积大、质量重、电耗高、水耗多、能量效率低等缺点。且这类压缩机不具备氢气提纯功能,这意味着在压缩机之前须增设氢气提纯设备。储氢合金具有提纯氢气和压缩氢气的功能,文献报道的由氢化物热驱动氢压缩机中,大部分只利用了其氢气压缩功能。浙江大学王新华[27]等研制了具有压缩和提纯功能的氢压缩机,并研究了增压压力>40 MPa的高压超纯氢氢压缩器用的Ti-Mn/Ti-Cr等Ti系多元储氢合金的储氢性能和压缩特性。
自从热力学稳定的Ti基正二十面体准晶相发现以来,人们对其特殊的性能进行了广泛的研究,如传输特性、贮氢特性、力学特性、表面特性等。Ti基正二十面体准晶材料除了具有良好的准晶形成能力,高的热力学稳定性和强度特性之外,由于其由正二十面体旋转对称点群构成,含有大量的四面体空隙,因此还具有高的贮氢容量,成为具有潜在应用前景的新型贮氢材料。研究初期,Ti基准晶的制备主要是采用急冷凝固的方法,现在已采用机械合金化的方法制备出了单一准晶材料,成为了潜在的新型气态贮氢材料和二次电池负极材料。中科院长春应用化学研究所的王立民[28]等人采用机械合金化等技术,成功制备了Ti-Zr-Ni-Cu单一准晶相及Ti45Zr35Ni17Cu3单一准晶粉末。美国爱达荷大学Fusheng Sun[29]等还采用机械合金化方法研究了Ti-x Mg系储氢合金在制备过程中的固溶机制。
粉末冶金钛合金的其他应用
钛是优异的耐腐蚀材料,在化工、石化、制盐、制碱业中用途极广,用量也很大。用钛制造的金属阳极电解槽已大量用于氯碱生产,使用后收效显著。上海天原化工厂使用的千吨级离子膜高纯碱阳极平衡器、万吨级离子膜高纯碱氯气冷却器、盐水加热器、次氯酸冷却器等都采用了钛材制造。该厂最早应用的6台湿氯冷却器已使用了15年,仍无腐蚀迹象。STB-9型钛泵的使用寿命较同类铸铁泵高出15倍。衬钛尿素合成塔在45%的甲酸沸腾液中仍保持较好的耐蚀性,使用寿命可达10年以上。其它如石化、制盐、制碱工业用的反应器、贮罐、冷凝器、换热器、蒸发器、冷冻泵等都可用钛材制造。为了降低成本,上述很多钛设备常采用复合钛材或粉末冶金钛及其合金材料,使用效果也很好[30]。
近年来,新型陶瓷材料Ti3SiC2,Ti3AlC2,Ti2SnC等的复合材料受到了国内外材料专家们的重视。该类材料特别是在作为高温结构材料、自润滑材料以及电极材料等方面具有十分广阔的应用前景,如用作航空发动机的涡轮、叶片和定子材料,代替石墨制作新一代交流电机的电刷,用作金属熔炼的电极材料等。Ti3SiC2属六方晶系,既具备陶瓷的优异性能,如高熔点(3 000℃)、高热稳定性(分解温度2 300℃)和高温强度(1 200℃下的抗压强度为550 MPa)以及良好的抗氧化性能和耐腐蚀性能,又具备金属的优异性能,如在常温下具有高的热导率(40 W/m·K)和电导率(415×106S/m),室温下有延展性,可以象金属和石墨一样进行加工,高温下具有很好的塑性。更重要的是,它有比石墨更低的摩擦系数(3×10-3)和更好的自润滑性能。高温下单一Ti3SiC2相稳定区狭窄,使得制备高纯度、全致密的Ti3SiC2块体材料非常困难。因此寻求一种令人满意的制备方法已成为当前Ti3SiC2陶瓷材料研究的热点之一。目前Ti3SiC2的制备方法有:自蔓延高温合成法、热压法、热等静压法、固液反应法、脉冲放电烧结法(PDS)或放电等离子烧结法(SPS)、化学气相沉积法等。
制备Ti3SiC2陶瓷材料的方法虽各具特点,但无论哪种方法都不可避免地产生碳化物或硅化物等杂质相。要获得纯净致密的Ti3SiC2块体材料且成本较低,必须在制备工艺方面取得新的突破性进展。同时,Ti3SiC2与其他材料复合也是其研究方向之一,而且已初显其优势和巨大的潜力。可以相信,随着人们对于Ti-Si-C体系理论研究的逐步深入和制备工艺的改进,Ti3SiC2陶瓷材料将在未来10年内取得突破性应用[31]。
为了解决传统仿金材料所存在的问题,近年来研究开发了TiN基粉末冶金仿金材料,特别是日本、俄罗斯等国在这方面进行了大量研究,并取得了较大进展[32]。开始的研究都是以TiN为分散硬质相,以金属Ni为粘结相,制得金黄色的金属陶瓷烧结体,Ni含量为5%~25%。制取方法采用传统的粉末冶金工艺,TiN粉末与Ni粉按预定比例混合,在有机介质(丙酮、酒精或汽油)中球磨混合12~72 h,模压或油等静压成形(压制压力75~300 MPa),真空或氮气气氛烧结(温度1 300~1 700℃,时间1.5~5.0 h),烧结体磨光和抛光。采用分解压较低的非化学计量T iNx(x=0.78)做原料,控制烧结气氛氮气分压,可减少脱氮,但也只能得到相对密度为93%的烧结体。南朝鲜的Jong-Ku Park,Seung-Tae Park等人研究发现,TiN-Ni中加入Mo2C可有效改善液态Ni在T iN颗粒表面的润湿,使得TiN颗粒表面均匀覆盖一层金属Ni,并由此阻止了在液相烧结温度下T iN的分解,制得了致密的仿金合金材料。
俄罗斯学者对TiN-Ni中添加Mo,Mo2C的作用与机理进行了大量研究,也得出了相似的结论。并且发现:Ni中加P,可改善Ni合金粘着性和在TiN颗粒表面上的扩散与润湿;TiN-Ni中加入Cr3C2,在烧结过程中,Cr3C2中的Cr溶入Ni中,在Ni的表面形成Ni-Cr固溶体,C原子全部进入Ni晶格,可改善Ni与T iN的润湿,提高合金的耐腐蚀性能,降低粘结相熔点。
日本的Mikio Fukuhara等人研究了O,C的添加对TiNy(0.42 目前半导体领域中,大型集成电路(ULSI)工艺技术不断发展,所采用的金属布线技术开始由传统的Al布线向新兴的Cu布线转变。布线金属也有自身的缺点,例如易氧化,易与周围的环境发生反应,易扩散进入Si和S iO2,甚至在较低的温度下形成金属与Si的化合物。因此必须采取有效措施阻止该扩散,即在介质层和布线金属之间引入一层扩散阻挡层。含Ti为10%~20%(质量分数)的W-Ti合金在使用中体现了良好的综合性能,获得了广泛的应用(图4)。目前,金属化系统膜层多采用溅射沉积制备,因此高质量的W-Ti靶材是得到高性能W-Ti薄膜的前提。由于W的熔点高达3 407℃且W和Ti的密度,蒸气压相差都很大,熔炼过程中Ti成分难以控制,且成份和组织还容易产生偏析,所以很难采用普通真空熔炼的方法来制备W-Ti合金靶材。目前,国内外主要制备方法还是粉末冶金法。采用金属混合粉末为原料,经过冷压制坯和加压烧结来制备致密靶材能得到很好的效果。 图4 W-Ti合金靶材Fig.4 W-Ti alloy target 目前,全世界的靶材主要由日本、美国和德国生产。我国靶材产业的研发相对滞后。就国外的研究情况而言,Snowman A等[33]发明了用高纯度的W和mTiH2粉利用惰性气体热压法来制备W-Ti合金靶材,控制温度在1 250~1 350℃,压力20MPa左右,该方法制备的W-Ti合金靶材,相对密度达到96%~100%之间,气体含量很低。Lo C F[34]利用惰性气体热压法,使Ti均匀扩散到W里,制备了微观结构为单一相的W-Ti合金靶材,用该靶材镀膜后的薄膜粒子数为0.000 7particles/cm2。Wickersham C E等[35]用热等静压法,控制温度在600~882℃,压力200~1 000 MPa,制备出了不含β1(Ti,W)相的W-Ti合金靶材。美国陆军研究所还尝试用爆炸成形法结合SHS来制备W-Ti合金,已经成功制备了含Ti为17%和30%的W-Ti合金靶材[36]。 国内王庆相[37]等人采用机械球磨的方法制备了纳米晶W-Ti预合金粉末,经压制和高温烧结后得到了WTi合金,并研究了机械球磨对W-Ti合金相对密度等的影响。王赞海[38]等人利用惰性气体保护,在1 250~1 450℃温度范围内,10~20 MPa的压力下热压烧结制备了W-Ti合金靶材,相对密度达到95%~98%左右,溅射后薄膜的粒子污染情况不严重。王金相[39]等人还采用热爆炸合成法制备W-Ti合金,并研究了装药比对相对密度大小,试样裂纹和马赫孔形成的影响。 多孔泡沫钛及其合金能够减轻材料的质量而具有一定的强度,同时还有较高的韧性、耐腐蚀性,在除了医疗和生物以外的民用领域也具有广阔的应用前景。泡沫材料中气孔的结构及数量决定了材料的整体性能及应用范围,闭孔泡沫金属主要用于工业工程,而开孔泡沫金属主要用作功能材料[40]。泡沫钛及钛合金具有较高的熔点,这使它能在高温下使用,可以作为过滤层、夹层、热交换层或触媒金属层。另外,在一些特殊的工作条件下,如要满足高效、长寿和轻型化的要求时,一般常规的吸声构件和材料不能适用,而具有耐高温高速气流冲刷和抗腐蚀性能优越的轻质多孔钛及钛合金可满足其要求。 粉末冶金法制备多孔钛的生产工艺简单、成本低,能控制制品的孔隙度和孔径,并且能够得到组织结构均匀的多孔钛。国内目前对于Ti基多孔材料的研究主要集中在新型过滤材料[41-42]和固体电解电容器阳极材料[43-44]这两方面。大连铁道学院的李伯琼[45]等在采用粉末冶金法制备多孔钛的基础上,详细地分析了原始粉末的粒度、成型压力、烧结制度对多孔钛的孔隙度、孔径及压缩性能的影响规律。 除了以上所述之外,粉末冶金钛及钛合金还在很多方面有着广泛的应用。如作为坚固的装甲材料而应用在武器装备中,与传统的钢制装甲相比,可以使质量减轻25%~60%。还包括多种多样的钛制运动器械,如短跑运动鞋的钉子、高尔夫球杆、高尔夫球杆头、网球拍、登山钉鞋、冰斧、雪撬、冰鞋刀刃、自行车车架、豪华摩托车连杆、潜水员手表、步枪、潜水服和飞行服等。还有很多业已成熟和投入实用的产品,包括电子计算机磁盘基片、悬挂滑翔机框架、纺织机的钛框架、钛刀具和钛制大型体育场球顶等等。 虽然粉末冶金钛合金目前还只拥有小众市场,但经济型钛粉来源的出现将使这些工艺非常具有吸引力。航空设计中的高结构标准使粉末冶金钛合金一时还难以出现在航空市场上,它可能会首先出现在军事地面车辆装甲中,其结构要求没有那么严格。尽管这不会直接影响到航空市场,但它可以通过减少海绵钛需求来降低价格。粉末冶金钛合金最有可能作为一种新的轧制成品的方式进入航空市场,最终它可替代目前在机身中应用的有限的近净形铸件和其它形式生产的零部件。对粉末冶金钛合金的引进速度影响最大的将是材料认证,认证过程的费用和困难将致使各公司尽量避免在飞机中使用粉末冶金钛合金产品,除非它们在其它领域已有重要的应用历史。 目前,粉末冶金钛合金在航空领域的主要应用是发动机制造,然而由于污染控制问题,粉末冶金通常是在没有其它办法可以生产所需合金时才会使用。此外,也用于制造军用飞机中的一些小零部件。粉末冶金要在航空领域获得更广泛应用,需要钛合金及其轧制成品制造商在供应链源头进行大量的投资。钛粉很容易被污染,且易燃、易爆,获得相关的安全处理知识和设施的开发可能需要数年。目前,钛粉极贵,新兴的生产技术有望让其在将来比海绵钛更便宜,利用其它新技术取代当前使用的一些昂贵的工艺有望实现成本节约,从而推动粉末冶金钛及钛合金的迅速发展和更广泛的应用。 [1]Ma Ting can(马廷灿).钛金属市场前景及其新兴生产技术[J].Advanced Materials In dnstry(新材料产业),2009(6):49-54. [2]Li Shenggang(李圣刚),LüHongjun(吕宏军).Ti-6Al-2Zr-1Mo-1V合金粉末冶金工艺[J].Aerospace Materials and Techndogy(宇航材料工艺),2007(6):74-76. [3]Majima K,Yoshimura Y,Shoji K J.Effect of Eutectoid Beta Stabilizing Elements on the Densification and Tensile Properties of Titanium Powder Compacts[J].Jpn Soc Powder Metall,1987,34:205-210. [4]Fujita T,Ogawa A,Ouchi C,et al.Microstructure and Properties of Titanium Alloy Produced in the Newly Developed Blended Elemental Powder Metallurgy Process[J].Mater Sci Eng A,1996,213:148-153. [5]WeiWeifeng(韦伟峰).混合元素法Ti-Fe合金的烧结行为及组织演化[J].Rare Metal Materials and Engineering(稀有金属材料与工程),2004,33(11):1 143-1 148. [6]Tang Huiping(汤慧萍).粉末冶金Ti-NdAl合金烧结行为及组织性能的研究[J].Rare Metal Materials and Engineering(稀有金属材料与工程),2004,33(12):1 270-1 273. [7]Wang G X.An Over View:Ti-AlBased Alloys Prepared by Elemental Powder Metallurgy[J].Powder Metallurgy,1992,24(4):219-225. [8]Lang Zebao(郎泽保),Zhang Xuhu(张绪虎).粉末冶金Ti-23Al-17Nb的制备及性能[J].Chinese Journal of Rare Metals(稀有金属),2008,32(6):709-713. [9]Hu D,Wu X,Loretto MH.Advances in Optimisation of Mechanical Properties in Cast Ti AlAlloys[J].Inter metallics,2005,13(9):914-919. [10]Lin Dongliang(林栋梁).高温有序金属间化合物研究的新进展[J].Journal of Shanghai Jiaotong University(上海交通大学学报),1998,32(02):95-108. [11]Fu Hengzhi(傅恒志),Guo Jingjie(郭景杰),Su Yanqing(苏彦庆),et al.TiAl金属间化合物的定向凝固和晶向控制[J].The Chinese Journal of Nonferrons Metals(中国有色金属学报),2003,13(04):797-810. [12]Puttmann N.A Status Report on RLV Relevant Flight Experimentation in Germany[C]//Proceedings of52nd International Astronautical Congress.Toulouse France:[s.n.],2001:7-12. [13]Berge K D.German RLV Activities[C]//Procecdings of1st A IAA/IAF Symposiumon Future Reusable Launch Vehicles.Huntsville Alabama:[s.n.],2002:13-31. [14]Huang Hong(黄 虹).钛及其合金的非航空航天用途[J].Rare Metals and Cemented Carbides(稀有金属与硬质合金),2009,146:46-49. [15]Allison J E.Titanium in Engine Valve Systems[J].JOM,1987,39(3):15. [16]Sherman A M.The Use of Titanium in Production Automobiles:Potential and Challenges[J].JOM,1997,49(5):38. [17]Huang Shumei(黄淑梅).用粉末锻造法制造钛发动机气门[J].Titanium Industry Progress(钛工业进展),2001(2):10. [18]丸野重雄,岩田久,伊藤晴夫.新しい人工关节の开发と生体应用[J].Metals(金属),2000,70(7):560-576. [19]Zhang Guozhen(张国珍).放电等离子烧结技术制备HA/Ti生物活性复合材料的研究[J].Powder Metallurgy Technology(粉末冶金技术),2004,22(1):16-18. [20]Liu Fang(刘 芳),Zhou Kechao(周科朝),Liu Yong(刘咏).原始粉料的球磨工艺对Ti/HA生物复合材料性能的影响[J].Powder Metallurgy Technology(粉末冶金技术),2005,23(2):116-119. [21]Wu Qian(吴 倩),Tao Yiyi(陶亦亦),Ge Xiaolan(戈晓岚).粉末冶金法制备多孔Ni-Ti合金的烧结过程研究[J].Modern Manufacturing Engineering(现代制造工程),2007(11):65-67. [22]Michel Assad.A New Porous Titanium-Nickel Alloy:Part 1.Cytotoxicity and Genotoxicity Evaluation[J].Bio-Medical Materials and Engineering,2002(12):225-237. [23]Michel Assad.A New Porous Titanium-Nickel Alloy:Part2.Sensitization,Irritation and Acute Systemic Toxicity Evaluation[J].Bio-Medical Materials and Engineering,2002(12):339-346. [24]He Baoming(何宝明).生物医用钛及其合金材料的开发应用进展、市场状况及问题分析[J].Advanced Materials Industry(新材料产业),2003(7):23-28. [25]HoW F,Ju CP,Chern Lin J H.Structure and Properties of Cast Binary Ti-Mo Alloys[J].Biomaterials,1999,20(22):2 115-2 122. [26]Xu Lijuan(徐丽娟),Chen Yuyong(陈玉勇),Chen Ziyong(陈子勇),et al.牙科用Ti-Mo合金的研制及组织性能特点[J].Titanium Industry Technology(Ti工业进展),2007,24(2):23-26. [27]Wang Xinhua(王新华).金属氢化物氢压缩器用Ti-Mn/Ti-Cr多元储氢合金[J].Rare Metal Materials and Engineering(稀有金属材料与工程),2007,36(12):2 216-2 219. [28]WangLimin(王立民),Liu Baozhong(刘宝忠),Wu Yaoming(吴耀明).Ti基准晶材料的制备及其贮氢性能研究进展[J].Functional Materials Information(功能材料信息),2008,5(3):21-25. [29]Sun Fusheng,Froes F H(Sam).Synthesis and Characterization of Mechanical-Alloyed Ti-x Mg Alloys[J].Journal of Alloys and Compounds,2002,340:220-225. [30]Zhu Feng(朱 峰),Zhang Jie(张 杰).Ti的新天地——民用钛的开发与前景[J].World Nonferrous Metals(世界有色金属),2001(4):32-35. [31]XiangQijun(向其军),Liu Yong(刘 咏),Liu Baowei(刘伯威).新型陶瓷材料Ti3SiC2制备技术的研究进展[J].Powder Metallurgy Technology(粉末冶金技术),2005,23(4):301-305. [32]LiQingquan(李庆奎),Zhong Haiyun(钟海云),Li Jian(李荐),et al.钛基仿金材料及其最新进展[J].Rare Metals and Cemented Carbides(稀有金属与硬质合金),2001,147:36-38. [33]Snowman A.Method for Making W/Ti Sputtering Targets and Products in an Inert Atmosphere:United States,Patent 047849[P].1998. [34]Lo C F.Single Phase Tungsten-Titanium Sputter Targets and Method of Producing Same:United States,Patent 630155[P].1996. [35]W ickersham C E.Method of Producing Tungsten-Titanium Sputter Targets and Targets Produced thereby:United States,Patent 685789[P].1993. [36]KeekesL J,Hall IW.Hot Explosive Consolidation of Tungsten-Titanium Alloys[J].Metall Materials Tranactions A,1995,26(9):2 407-2 414. [37]Wang Qingxiang(王庆相).机械合金化对W-Ti合金组织与性能的影响[J].The Chinese Journal of Nonferrons Metals(中国有色金属学报),2009,19(3):529-537. [38]Wang Zaihai(王赞海),Wang Xingming(王星明),Chu Maoyou(储茂友).惰性气体热压法制备W/Ti合金靶材研究[J].Chinese Journal of Rare Metals(稀有金属),2006,30(5):688-691. [39]Wang Jinxiang(王金相).爆炸压实法制备钨钛合金实验研究[J].China Tungsten Industry(中国钨业),2007,22(5):19-22. [40]Banhart J.Properties and Applications of Cast Aluminum Sponges[J].Adv Eng Mater,2000,2(4):88-91. [41]Huang Hujun(黄虎军),He Yuehui(贺跃辉).Ti-Al系金属间化合物多孔材料的制备和性能[J].Chinese Journal of Materials Research(材料研究学报),2007,21(4):337-342. [42]Zhang Fengshou(张丰收),He Yuehui(贺跃辉).压制压力对多孔TiAl合金孔结构及过滤性能的影响[J].Materials Science and Engineering of Powder Metallurgy(粉末冶金材料科学与工程),2006,11(4):214-218. [43]Cai Yixiang(蔡一湘),Tan Lixin(谭立新).钛铝(γ)合金阳极氧化膜的形成特性[C]//Proceedings of National Materials Symposiam(全国材料研讨会论文集).Beijing:[s.n.],1996:11. [44]Cai Yixiang(蔡一湘),TanLixin(谭立新),钛铝合金多孔阳极的电容特性[C]//Titanium Science and Engineering(钛科学与工程).Guangzhou:[s.n.],1990:396. [45]LiBaoqiong(李伯琼),Wang Deqing(王德庆),Lu Xing(陆兴).粉末冶金多孔钛的研究[J].Journal of Dalian Railway Institute(大连铁道学院学报),2004,25(1):74-78. Application of Ti-Alloys Prepared by Powder Metallurgy CAI Yixiang,LIDaren (Guangzhou Research Institute of Non-ferrous Metals,Guangzhou 510651,China) The characters of Ti-alloys prepared by powder metallurgy were briefly introduced.A summary of such materials and the current situation and future development of their major manufacturing technique and products were given from the application point of view.The application history of Ti-alloys prepared by powder metallurgy in aerospace,aviation,navigation,automobile,medical and biologic,hydrogen storage was reviewed.Finally,the development emphasis and direction of powder metallurgy Ti-alloys were analyzed and discussed based on the requirements ofmarket. powder metallurgy;Ti-alloys;application history TF12;TG146.2 A 1674-3962(2010)05-0030-09 2010-01-26 蔡一湘,男,1957年生,教授级高工
结语和展望
猜你喜欢
湘潮(上半月)(2022年7期)2022-12-06
山东陶瓷(2021年5期)2022-01-17
陶瓷学报(2021年1期)2021-04-13
航空发动机(2020年3期)2020-07-24
中南大学学报(自然科学版)(2020年11期)2020-01-10
中国自行车(2018年8期)2018-09-26
中成药(2018年1期)2018-02-02
汽车文摘(2017年6期)2017-12-06
制造技术与机床(2017年3期)2017-06-23
中国管理信息化(2016年13期)2016-07-11