
LSH-02低温硫磺尾气加氢催化剂的工业应用
2010-10-19 06:41张绍光
化工进展 2010年4期
张 绍 光
(中国石化齐鲁分公司,山东 淄博255400)
应用技术
LSH-02低温硫磺尾气加氢催化剂的工业应用
张 绍 光
(中国石化齐鲁分公司,山东 淄博255400)
介绍了LSH-02低温硫磺尾气加氢催化剂在齐鲁胜利炼油厂80 kt/a硫磺装置上的工业应用情况,在加氢反应器入口温度220 ℃的条件下,加氢效果良好,与常规尾气加氢催化剂相比操作温度可降低60 ℃以上,节能降耗效果显著。
低温;硫磺尾气;加氢;催化剂
随着进口高硫原油加工比例的增加、油品质量升级和环保法规日益严格,硫回收装置在石化企业中的地位越来越重要[1]。新建或改扩建硫回收装置,普遍采用Claus+SCOT工艺,即酸性气经二级Claus转化后,尾气进入SCOT单元的加氢反应器,将其中的SO2、COS、CS2等含硫化合物和携带的单质硫,加氢或水解转化成H2S,再经胺液吸收、解析后,富含H2S的气体返回Claus单元进一步回收硫磺,吸收后的尾气焚烧后达标排放。
在Claus+SCOT工艺中,SCOT单元使用的加氢催化剂通常以γ-Al2O3为载体,以Co、Mo为活性组分,催化剂使用温度较高,加氢反应器的入口温度一般控制在280 ℃以上[2]。目前,较大规模的工业装置为保证加氢反应器入口温度,均设置在线加热炉或气气换热器;而加氢后的气体温度较高,反应器后还要设置废热锅炉,经换热冷却后方可进入急冷塔。为简化加氢段再热操作,减小下游冷却器热负荷,节能降耗,国内外正在致力于开发低温加氢催化剂,并由此推动新的工艺设计改进[3]。
中国石化齐鲁分公司在开发成功LS系列硫磺回收催化剂[4]的基础上,又开发了低温型LSH-02硫磺尾气加氢催化剂。工业应用结果表明:LSH-02催化剂具有良好的低温活性,在反应器入口温度220 ℃的工况下,加氢后尾气中使用常规色谱仪检测不到非硫化氢的含硫化合物,满足装置使用要求。与使用常规加氢催化剂相比,入口温度可降低60℃以上;尾气焚烧炉温度大幅降低,燃料瓦斯消耗量每小时节约100 m3,节能降耗效果显著。
该催化剂开发成功以后,可使新建硫磺回收装置简化工艺流程,加氢反应器前不需设置在线加热炉或气气换热器,可直接采用装置自产的中压蒸汽加热或采用电加热;加氢反应器之后也不需设置废热锅炉,加氢尾气可直接进入急冷塔。现有装置应用该剂,则可减少焚烧炉燃料气的用量。据文献[5]报道,Claus尾气加氢反应温度每下降40 ℃,每年每立方米催化剂能耗费用减少3500欧元,新建装置投资减少18%,还可延长催化剂的使用寿命。
1 LSH-02低温尾气加氢催化剂的开发思路与性能特点
在Claus尾气加氢反应器内,发生的主要反应见式(1)~式(6)。

其中,式(1)是可逆制硫反应,式(2)~式(4)是不可逆加氢反应,式(5)、式(6)是不可逆的水解反应。由于加氢催化剂载体一般为氧化铝或氧化钛,因此,SO2在加氢反应器内既可加氢生成H2S,又可与H2S发生Claus反应生成元素硫。在较低的温度下,制硫反应速率大于加氢反应[6],一旦有H2S存在便迅速转化为元素硫,元素硫进一步加氢生成H2S。随反应温度的升高,式(1)的速率明显减小,反应向左移动,式(2)的速率明显增大。CS2既可氢解生成H2S,又可水解生成H2S。在氢气存在条件下,CS2氢解速率大于水解速率。
根据以上反应原理,开发低温尾气加氢催化剂的关键是研制低温水解性能良好的催化剂载体,优选在低温条件下易于还原的活性组分、匹配方式、负载方式及制备工艺[7-8]。
通过新型载体的开发、制备工艺及活性组分的优化研究,确定了LSH-02催化剂的配方与制备工艺条件。采用共沉淀法制备Al2O3-TiO2复合载体,以Mo、Co作为活性组分,并添加适量助剂,用浸渍法制备而成,其物化性质指标见表1。

表1 LSH-02催化剂的物化性质
2 LSH-02催化剂的活性评价
2.1 催化剂活性评价装置
催化剂实验室活性评价在10 mL微型反应装置上进行,装置见图1。催化剂装填量为10 mL。采用日本岛津GC-2014气相色谱仪在线分析反应器入口及出口气体中H2S、SO2、CS2的含量。
试验装置经试密合格后,对催化剂进行常规干法预硫化。硫化条件为体积空速1250 h-1,硫化气为氢气加2%(体积分数)的硫化氢,240 ℃恒温硫化3 h,切换为反应气体。反应气体积组成为SO20.6%、CS20.5%、H28%、水30%,其余为氮气。
(1)以3H2+SO2→H2S+2H2O为指标反应,根据式(7)计算催化剂的SO2加氢转化率。

式中,M0、M1分别代表反应器入口及出口处SO2的体积分数。
(2)以CS2+2H2O→CO2+2H2S为指标反应,根据式(8)计算催化剂的有机硫水解率。

式中,C0、C1分别为反应器入口及出口处CS2的体积分数。
2.2 LSH-02催化剂的活性评价结果
在实验室评价装置上,考察了反应温度、反应空速对LSH-02低温尾气加氢催化剂SO2加氢和CS2水解活性的影响。
2.2.1 LSH-02催化剂与参比催化剂的对比评价
在常压、反应空速为1750 h-1、气体组成相同的条件下,分别考察了反应温度对LSH-02和工业应用效果较佳的LS-951T催化剂加氢与水解活性的影响,结果见图2和图3。LS-951T催化剂是以改性γ-Al2O3为载体,以钴、钼为活性金属组分的Claus尾气加氢专用催化剂,具有良好的加氢活性和有机硫水解活性,已在国内多套工业装置上应用[4]。

图1 10 mL催化剂活性评价装置示意
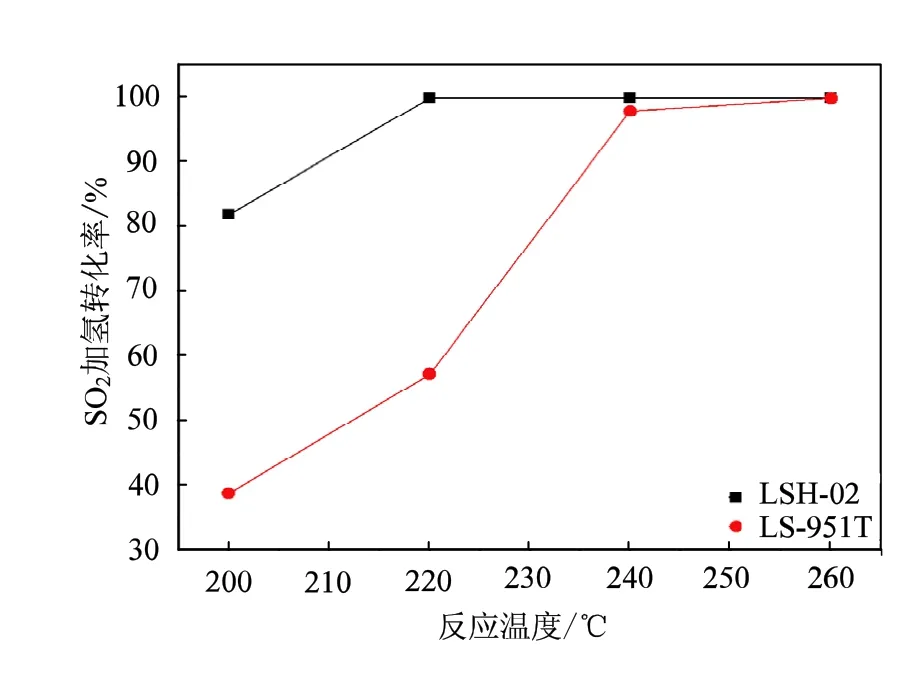
图2 不同反应温度下LSH-02和LS-951T催化剂的SO2加氢转化率对比
由图2和图3可见,在较低的反应温度下,LSH-02的SO2加氢转化率和CS2水解活性均明显优于LS-951T催化剂。随着反应温度的升高,二者之间的活性差距缩小。在反应温度220 ℃时,LSH-02的加氢和水解活性均达100%;而在反应温度260 ℃时,LS-951T的加氢和水解活性才能达到100%。

图3 不同反应温度下LSH-02和LS-951T催化剂的CS2水解率对比
2.2.2 反应空速对LSH-02催化剂SO2加氢活性的影响
在常压、反应温度220 ℃、240 ℃的条件下,反应空速对LSH-02催化剂SO2加氢活性的影响结果见图4。

图4 反应空速对LSH-02催化剂SO2加氢活性的影响
由图4可见,随反应空速加大,SO2加氢转化率降低;在空速1500 h-1、反应温度220 ℃和空速1750 h-1、反应温度240 ℃的条件下,SO2加氢转化率均能达到100%。LSH-02催化剂SO2加氢转化适宜的反应空速为1000~1750 h-1。
2.2.3 反应空速对LSH-02催化剂CS2水解活性的影响
在常压、反应温度220 ℃和240 ℃的条件下,反应空速对LSH-02催化剂CS2水解活性的影响结果见图5。

图5 反应空速对LSH-02催化剂CS2水解活性的影响
由图5可见,在常压、反应温度为220 ℃和240 ℃的条件下,随反应空速的加大,CS2水解率均降低。在空速1250 h-1、反应温度220 ℃和空速1750 h-1、反应温度240 ℃的条件下,二硫化碳的加氢水解率均能达到100%。LSH-02催化剂CS2水解适宜的空速为1000~1750 h-1。
经实验室活性评价结果表明:LSH-02催化剂具有良好的低温加氢和水解活性,满足工业装置使用要求,可以进行工业应用试验。
3 LSH-02低温Claus尾气加氢催化剂的工业应用
LSH-02低温Claus尾气加氢催化剂于2008年10月装填于中国石化齐鲁分公司胜利炼油厂80 kt/a硫磺回收装置上。该装置尾气处理单元采用中国石化齐鲁分公司开发的具有自主知识产权的SSR硫回收工艺,Claus尾气与产生中压蒸汽之后的焚烧炉烟气换热,其换热流程见图6。

图6 胜利炼油厂80 kt/a 装置Claus尾气换热流程
Claus尾气加氢反应器的入口温度靠焚烧炉温度来调整。焚烧炉首先要保证产生中压蒸汽所需要的温度,在使用常规Claus尾气加氢催化剂时,依靠跨线阀门的开度调节加氢反应器入口温度。催化剂经装填、干燥、硫化,于2008年11月14日开工正常,转入正常生产。图7给出了更换催化剂前后装置运行参数的变化情况。

图7 更换催化剂前后装置运行参数的变化(10天平均值)
更换LSH-02低温加氢催化剂之后,跨线阀门一直处于关闭状态,加氢反应器的入口温度维持在230~240 ℃。从图7可见,换剂前后加氢反应器入口温度平均下降61 ℃,加氢反应器床层温度下降72 ℃;焚烧炉炉膛温度由800 ℃降至700 ℃左右,平均降低93 ℃;焚烧炉瓦斯消耗量由原来的372 m3/h降至277 m3/h,平均每小时节约瓦斯100 m3/h。
2009年3月5~10日,对LSH-02催化剂进行了初次工业应用效果标定。标定时装置运行各项参数见图8。
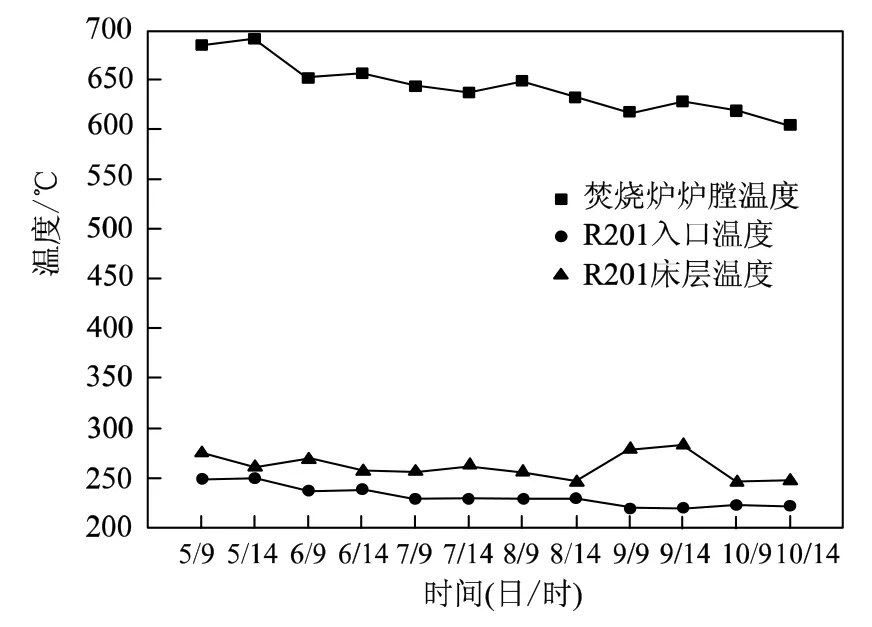
图8 2009年3月5~10日标定时装置运行参数

图9 2009年3月5~10日标定时装置中焚烧炉瓦斯量变化
从图8装置运行数据可见,加氢反应器入口温度由250 ℃降低至220 ℃,焚烧炉的温度由690 ℃降低至605 ℃。图9显示瓦斯用量明显降低。急冷水的pH值没有变化,其数值维持在8.1。这说明二氧化硫的穿透量已低至可忽略不计的程度。
标定期间,每天9:00时、14:00时采样分析2次,使用常规色谱仪对加氢反应器出入口气体组成进行分析,结果见图10和图11。

图10 2009年3月5~10日加氢反应器入口气体组成

图11 2009年3月5~10日加氢反应器出口气体组成
从图11结果可见,加氢反应器出口使用常规色谱仪检测不到非硫化氢的含硫化合物,加氢后硫化氢的含量较入口有较大幅度的提高。说明非硫化氢的含硫化合物(包括单质硫)几乎全部被加氢转化成了硫化氢。
为了进一步考察非硫化氢含硫化合物的加氢转化情况,使用微量硫分析仪对加氢反应器出口非硫化氢含硫化合物同时进行了测定,结果见图12。
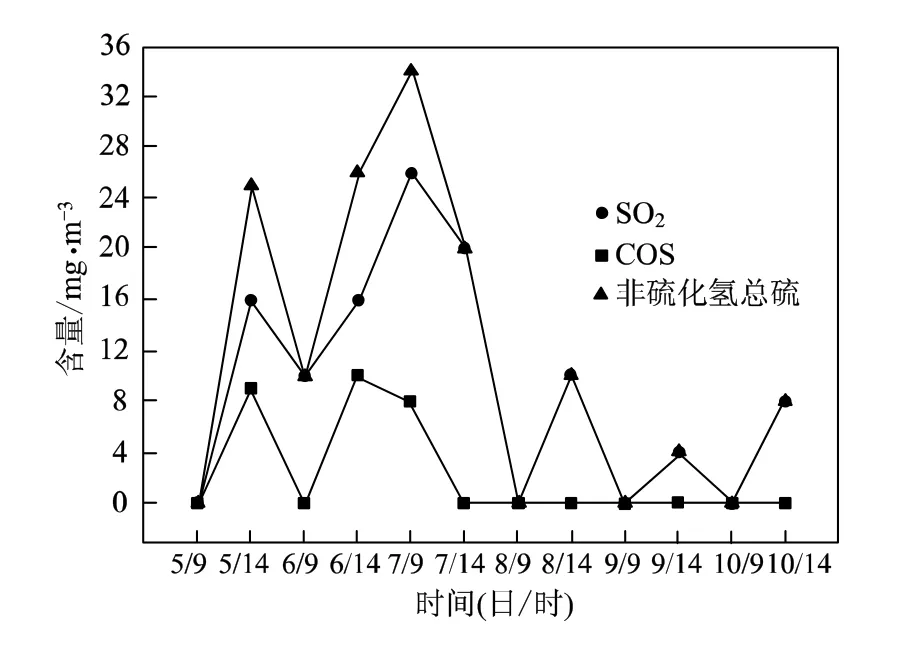
图12 2009年3月5~10日加氢反应器出口微量非硫化氢的含硫化合物测定结果
由图12结果可见,使用微量硫分析仪分析加氢反应器出口非硫化氢的含硫化合物较低,特别是在加氢反应器入口温度220 ℃的工况下,加氢反应器出口非硫化氢的含硫化合物小于10 mg/m3。加氢反应器入口温度230~250 ℃加氢反应器出口时有微量二氧化硫出现,可能与装置波动有关,但已经小到可以忽略不计的程度,完全满足工业装置使用要求。
4 结 论
(1)实验室活性评价结果表明:在反应温度220℃以上、反应空速800~1750 h-1,LSH-02催化剂具有良好的加氢活性及有机硫水解活性,特别是表现出良好的低温加氢和水解活性。
(2)工业应用结果表明:使用LSH-02低温加氢催化剂Claus尾气加氢反应器入口温度可降至220 ℃,较常规催化剂降低60 ℃以上,节能降耗效果显著。
(3)LSH-02低温加氢催化剂开发成功后,新建装置可优化工艺流程,加氢反应器前不需设置在线加热炉或气气换热器,可直接采用装置自产的中压蒸汽加热或采用电加热;加氢反应器之后也不需设置废热锅炉,加氢尾气可直接进入急冷塔,节约装置投资。
[1] 褚秀玲,仇汝臣,闫蓉,等. 硫磺回收过程工艺研究进展[J]. 山东化工,2009,38(6):16-19.
[2] 张有军,王军,魏庆革,等.克劳斯及斯科特装置的操作经验[J]. 石油与天然气化工,2006,35(5):382-384.
[3] 李法璋,胡鸿,李洋. 节能降耗的低温SCOT工艺[J]. 天然气工业,2009,29(3):98-100.
[4] 刘爱华,张孔远,燕京. LS-951T新型Claus尾气加氢催化剂的工业应用[J].中外能源,2007,12(4):91-94.
[5] Setphen N,Massie C E W. Catalysts for lower temperature tail gas unit operation[C]//Brimstone Sulfur Recovery Symposium. Vail,Colorado,2005.
[6] Paik S C,Chung J S. Selective hydrogenation of SO2toelemental sulfur over transition metal sulfides supported on Al2O3[J]. Appl. Catal. B,1996,8(3):267-279.
[7] 雷家珩,方伟,郭丽萍,等. 过渡金属硫化物对Claus尾气催化加氢制备硫化氢的影响[J]. 现代化工,2007,27(6):39-42.
[8] Chung J B,Ziang Z D,Chung J S. Removal of sulfur fumes by metal sulfide sorbents[J]. Environ. Sci. Technol.,2002,36(13):3025-3029.
Industrial application of LSH-02 catalyst for lower temperature hydrogenation of sulfide tail gas
ZHANG Shaoguang
(SINOPEC Qilu Company,Zibo 255400,Shandong,China)
The industrial application of LSH-02,a catalyst for lower temperature hydrogenation of sulfide tail gas,was described in an 80 kt/a sulfur device in Shengli Refinery of Qilu Petrochemical Company. The hydrogenation result was satisfactory when the reactor inlet temperature was as low as 220 ℃. Compared with other tail gas hydrogenation catalysts for sulfur recovery,the process operation temperature of LSH-02 catalyst could be reduced more than 60 ℃,thus the effect was obvious in saving energy and reducing consumption.
low temperature;sulfide tail gas;hydrogenation;catalyst
TE 624.9+3
A
1000–6613(2010)04–0782–06
2009-10-31;修改稿日期:2009-12-23。
张绍光(1962—),男,高级工程师。电话 0533-7512755;E-mail Zhsg3609@163.com。
猜你喜欢
航空维修与工程(2022年11期)2022-02-06
储能科学与技术(2019年2期)2019-03-08
天然产物研究与开发(2018年7期)2018-08-21
消费导刊(2018年10期)2018-08-20
中国新技术新产品(2017年3期)2017-03-07
中学化学(2016年2期)2016-05-31
山西化工(2016年6期)2016-04-09
课程教育研究·下(2016年2期)2016-03-25
浙江大学学报(工学版)(2015年1期)2015-03-01
压缩机技术(2014年3期)2014-02-28
