
三工位钻床的PLC控制系统设计
2010-10-17 11:04:28张翠萍
科技传播 2010年12期
张翠萍
广东省工商高级技工学校,广东韶关 512100
三工位钻床的PLC控制系统设计
张翠萍
广东省工商高级技工学校,广东韶关 512100
本文通过对普通立式钻床送料,钻孔加工以及卸料的手工常规操作方法的比较和生产实践总结,自行设计了一套三工位深孔加工钻床PLC自动控制系统。本系统钻床的钻头旋转运动是主运动,它沿本身轴线方向的移动是进给运动,在此基础上,增设了自动送料,自动加工、自动卸料控制,并且工作台旋转,使送料、加工、卸料并行运行。这种并行自动控制系统大大提高了工作效率,既经济又安全可靠。
三工位;自动;高效;PLC
0 引言
对于少量工件的简单钻孔加工一般的方法是前一个工件钻孔结束并卸料后方可进行下一个工件送料,在一个时间段只能进行一个工位的运行,并且钻深由人手工设定,这样就大大降低了工作效率,增加了许多安全的隐患,在校实习工厂就有学生曾经发生过不安全的事故。经过实践和分析,以上常规的加工方法存在着很多问题,尤其是对于大批量流水线型作业难以达到要求。
1 控制系统的设计
1.1 控制过程
本系统钻床对工件的装卸、夹紧、放松、钻头的进给及退回均采用液压驱动。可编程控制器选用的是FX1N-30MR系列,本系统的编程采用了步进顺序控制编程方法。在编程过程中,3个工位的同时运转,采用了并行分支,3个工位分别是:送料、工件加工和检测卸料。在检测工件时工件是否合格又采用了选择性分支控制。
如图1所示是三工位钻床的工作台示意图:初始状态元件S0用初始脉冲M8002置位,再按下启动按钮X0使三工位同时进入运转状态:工位1由液压控制将工件送到位,然后送料装置退回;工位2采用钻孔加工自动循环,工件夹紧后钻头旋转同时工进到钻深1(X1)处,钻头再上升退回到原位X2处,再工进到钻深2(X3)处,钻头再次返回到原位X2处,钻削结束,工件放松,为了保证钻头在两次工进上升后工件才可放松,程序中采用了计数器C0;工位三用深度计测量加工孔是否合格,若合格则自动卸料,,若不合格则人工卸料,然后按重启按钮X7,使加工循环继续。在三个工位的运动均结束时,工作台旋转120度,进行循环加工。
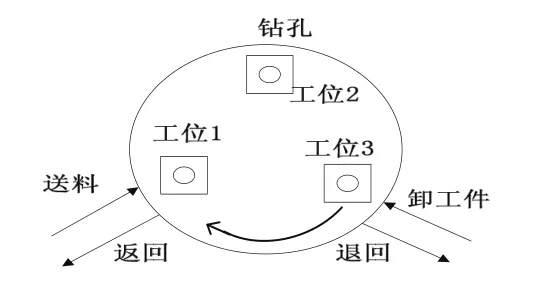
图1 钻床工作台
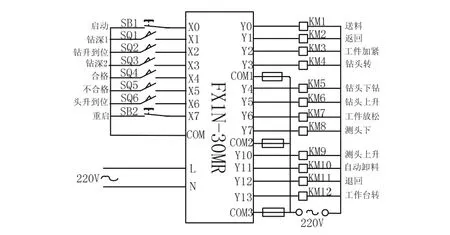
图2 PLC接线图

表1 I/O分配表
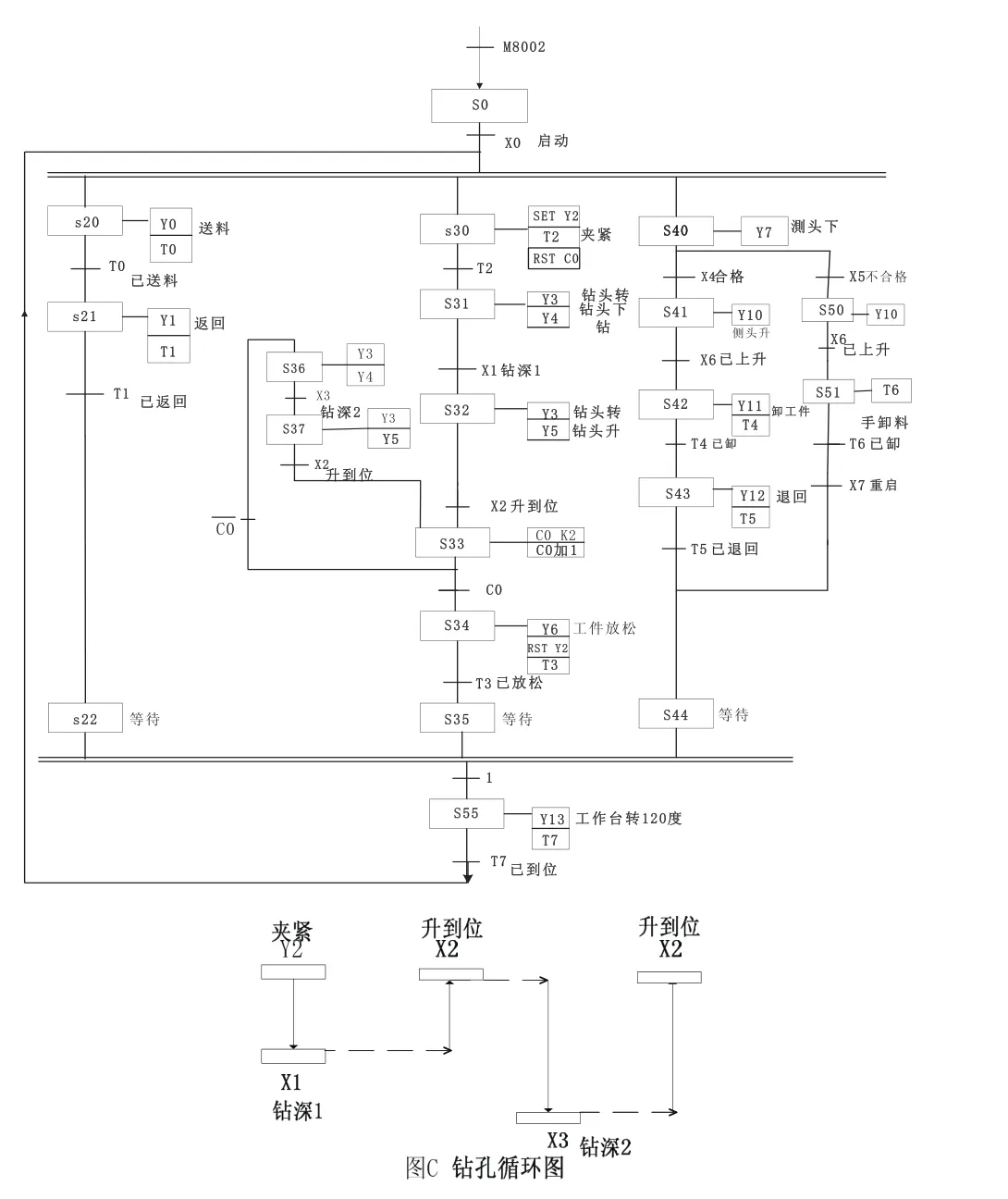
图3 钻孔加工自动循环
对功能流程图的几点说明:
1)采用了并行序列:PLC机送电并按下启动按钮X0使三个工位同时变为活动步同时运行,这是省时高效的体现,同时三工位的作业互不影响;
2)在系统不出故障的前提下,三个工位同时变为活动步只需要一次系统启动,若有不合格产品出现,第三工位要成为等待步,需按重启按钮X3。若合格则自动卸料变为等待步。
3)3个工位全部变为等待步时进入下一轮的循环。
4)对于第二工位工进两次基于下述原因:对于较深的孔,要经常退出钻头,排出切屑并进行冷却润滑,防止切屑堵塞在孔内使钻头过热加快磨损以致扭断。
2 结论
采用PLC进行三工位钻床的自动控制系统设计,通过模拟运行,结果表明该系统有较好的自动循环作业控制功能,运行可靠、操作方便、安全经济,大大提高了生产效率。在安全生产、节能方面都有一定的实际应用价值。
[1]劳动人事就业局编.机械制造工艺基础.劳动人事出版社.
[2]王兆义主编.可编程控制器教程.机械工业出版社.
[3]岳庆来.变频器可编程序控制器及触摸屏综合应用技术.机 械工业出版社.
[4]三菱FX1N系列微型可编程控制器使用手册.
[5]阮友德主编.PLC、变频器、触摸屏综合应用实训.中国电 力出版社.
TP27
A
1674-6708(2010)21-0059-02
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
启蒙(2020年11期)2020-12-21 03:53:50
启蒙(3-7岁)(2020年11期)2020-11-28 10:08:22
物流技术与应用(2020年5期)2020-06-25 02:48:12
意林(2020年10期)2020-06-01 07:26:37
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
制造技术与机床(2017年9期)2017-11-27 02:13:53
制造技术与机床(2017年8期)2017-11-27 02:10:01
邢台学院学报(2016年4期)2016-02-28 19:54:41
