
无卤阻燃聚丙烯复合材料的制备研究
2010-09-14 10:21刘世军
沈阳化工大学学报 2010年3期
梁 兵, 刘世军
(沈阳化工大学材料科学与工程学院,辽宁沈阳 110142)
无卤阻燃聚丙烯复合材料的制备研究
梁 兵, 刘世军
(沈阳化工大学材料科学与工程学院,辽宁沈阳 110142)
为获得较好阻燃性能的聚丙烯(PP)复合材料,实验通过加入较大量的无机复合阻燃剂以实现其阻燃性能,加入大分子的增容物以提高体系的韧性,加入大分子的接枝物以改善无机粒子和聚合物之间的相容性,从而弥补因为加入大量无机阻燃剂引起的机械性能的损失.当m(氢氧化镁)∶m(氢氧化铝)为 4∶1,硼酸锌加入 35 g,红磷加入 65 g时,材料的阻燃性能满足垂直燃烧等级UL-94,为V-0级,机械性能也较好;当增韧体系m(乙烯-辛烯共聚物)∶m(三元乙丙橡胶) (m(POE)∶m(EPDM))为 110∶30时,制得的聚丙烯复合材料的综合性能较好,拉伸强度为 19.35 MPa,断裂伸长率可达到 350.47%,冲击强度可达到 35.23 kJ/m2,阻燃性能仍然保持在垂直燃烧等级UL-94,为V-0级.所以,无机阻燃剂氢氧化镁、氢氧化铝、红磷和硼酸锌一起使用可以达到很好的阻燃效果,通过大分子增容剂对 PP无卤阻燃体系进行增韧,可以同时满足 PP复合材料的阻燃性能和机械性能.
聚丙烯; 无卤阻燃; 协同阻燃; 增韧
目前,随着社会的不断进步和发展,人们的环保意识也不断增强,因此,对于环保型阻燃制品的要求也是越来越高.环保型的无卤阻燃聚丙烯复合材料也因此得到了广泛的应用[1-2].其中无机填加型的阻燃剂氢氧化镁、氢氧化铝、硼酸锌等是使用较多的无卤阻燃剂.而且,氢氧化镁、氢氧化铝、硼酸锌、红磷之间有一定的协同阻燃作用[3-6],同时无机阻燃剂的加入也可以很大程度上降低原料成本,但是随着无机阻燃剂用量的增大,复合材料的机械性能也有很大的损失.这就需要在满足阻燃性能的前提下加入增容物对复合材料进行增韧.笔者采用氢氧化镁、氢氧化铝、硼酸锌和红磷复合阻燃剂对 PP进行阻燃改性研究,通过 POE、和 EPDM对 PP复合材料进行增韧[7-8],制备既具有较高机械性能又能够满足阻燃性能的无卤阻燃聚丙烯复合材料.
1 实验部分
1.1 实验原料
实验原料列于表 1中.

表1 原料Table 1 Materials
1.2 实验设备
实验设备列于表 2中.

表2 设备Table 2 Instruments
1.3 实验工艺方法
将称量好的增容物、PP、无机阻燃剂和助剂放入到高速混合机中,混合大约 30 min,混合均匀后用双螺杆挤出机挤出造粒,然后干燥 3~4 h,粒料采用注塑机注塑成型,制得测试试样,燃烧样条使用平板硫化机对粒料进行模压成型.
1.4 测试及测试标准
拉伸强度:参照 GB/T1040.2-2006;缺口冲击强度:参照 GB/T18438-1996;熔融指数:参照GB/T3682-2000;氧指数:参照 GB/T2406-1993;垂直燃烧等级:参照 GB/T2408-1996.
2 实验结果与讨论
2.1 聚丙烯M710的性能
聚丙烯M710的性能如表 3所示.

表 3 聚丙烯(M710)的性能Table 3 The properties of PP(M710)
2.2 阻燃体系对 PP复合材料性能的影响
2.2.1m(MH)∶m(ATH)对聚丙烯复合体系性能的影响
固定 PP和其它助剂总量为 500 g,MH与ATH的总量为500 g,分别研究了MH与ATH的质量比例为 4∶1、2∶1、1∶1、1∶2、1∶4时,对聚丙烯复合材料性能的影响,结果如图 1~图 2所示.

图 1m(MH)∶m(ATH)对 PP复合材料性能的影响Fig.1 The properties of PP composite influenced bym(MH)∶m(ATH)ratio

图 2m(MH)∶m(ATH)对 PP复合材料氧指数的影响Fig.2 LO Iof PP composite influenced bym(MH)∶m(ATH)ratio
由图 1~图 2可以看出:随着m(MH)∶m(ATH)比例的变化,氧指数的大小也随着有一定的变化.在相同的填充量下,不同配比的氢氧化铝、氢氧化镁,其阻燃效果差别不明显,但两种物质复合使用比单独使用效果要好,因为虽都是脱水反应,但在分解温度和吸热量上有差别.氢氧化镁需在更高的温度下才脱水,并同时有碳化效果.而氢氧化镁的吸热量相对小些,因其抑制材料温度上升的效果不如氢氧化铝,两者复合使用则能相互补充,其阻燃性能比单独使用效果要好.由于阻燃剂的添加量不变,因此,不同比例的MH和ATH对材料的拉伸强度、冲击强度和熔融指数影响都较小,当m(MH)∶m(ATH)的比例为 4∶1时,聚丙烯复合材料的氧指数较高.综合考虑阻燃性能和力学性能,在无卤阻燃聚丙烯中优选m(MH)∶m(ATH)为 4∶1.
2.2.2 硼酸锌的加入量对 PP复合材料性能的影响
固定 PP和其它助剂总量为500 g,阻燃剂总量为 500 g,m(MH)∶m(ATH)为 4∶1,硼酸锌的加入量分别为总质量的 0%、1.5%、2.5%、3.5%、4.5%、5.5%,即加入硼酸锌的质量分别为 0、15、25、35、45、55 g,研究其对 PP复合材料性能的影响,结果如图 3~图 4所示.由图 3~图 4可以看出:材料的拉伸强度呈下降趋势,断裂伸长率和氧指数呈上升趋势,冲击强度和熔融指数因为硼酸锌的加入整体上呈下降趋势,但是不同的硼酸锌的加入量对其影响较小.由于氢氧化镁是 2 500目,氢氧化铝是1 250目,自制的硼酸锌大约在 1 250目,由于尺寸较大的硼酸锌粒子替代了一定量的氢氧化镁和氢氧化铝,体系中相对较大的粒子数目增多,导致拉伸强度、冲击强度和流动性能都有所降低,这可能是因为较大颗粒的硼酸锌粒子加入到体系中阻碍了分子链的运动,降低了分子间的作用力,从而降低了体系的力学强度,使加工性能变差.
断裂伸长率有一定的升高,这可能是因为硼酸锌粒子加入到复合阻燃体系中,分散的比较均匀,韧性有一定的提高.断裂伸长率有较小的提高,由于硼酸锌受热分解能形成玻璃态无机膨胀涂层,阻碍挥发性可燃物逸出,还可以促进聚合物成炭,而且硼酸锌分解吸收一定的热量,降低了聚合物燃烧时的表面温度,分解产生的水蒸气还可以起到稀释逸出可燃气体的作用,因此,随着硼酸锌加入量的增大,材料氧指数也随着提高.

图 3 ZB加入量对 PP复合材料性能的影响Fig.3 The properties of PP composite influenced by different loading of ZB

图 4 ZB加入量对 PP复合材料氧指数的影响Fig.4 LO Iof PP composite influenced by different loading of ZB
综合材料的阻燃性能和力学性能,优选硼酸锌的加入量为 35 g,占整体的 3.5%.
2.2.3 阻燃剂含量对 PP复合材料性能的影响固定 PP和其它助剂总量为 500 g,阻燃剂配比按照 2.2.2中第 3组配方中的比例,通过改变阻燃剂的质量分数,研究 PP复合材料的性能,结果如图 5~图 6所示.

图 5 阻燃剂加入量对 PP复合材料性能的影响Fig.5 The properties of PP composite influenced by different loading of flame retardants

图 6 阻燃剂加入量对 PP复合材料氧指数的影响Fig.6 LO Iof PP composite influenced by different content of flame retardant
由图 5~图 6可以看出,随着阻燃剂加入量的增大,材料的力学性能和流动性都有所下降,但是,氧指数逐渐升高,阻燃性能得到改善.由于随着无机阻燃剂加入量的增大,阻碍了分子的运动,分子链间的相互作用力降低,材料的结晶行为受到破坏,结晶度下降,从而使得体系的强度下降;随着阻燃剂加入量的增大,阻燃剂的阻燃作用得到提高,氧指数也就有较大的提高.当阻燃剂加入 60%时,虽然氧指数提高较大,但是因为无机阻燃剂的加入量过高,使得 PP复合材料的力学性能损失较大,当阻燃剂质量分数低于55%时,力学性能下降的还比较小,在 55%时氧指数为 32.12%.综合考虑各项性能,阻燃剂质量分数选择 55%比较适宜.
2.2.4 红磷加入量对 PP复合体系的影响
在 2.2.3基础上,加入一定量的红磷,保持阻燃剂加入量为55%,研究红磷对 PP阻燃体系的影响.红磷的加入量分别为 45、55、65、75 g,结果如图 7~图 9所示.

图 7 红磷加入量对 PP复合材料性能的影响Fig.7 The properties of PP composite influenced by different loading of P
由图 7~图 8可以看出:随着红磷用量的增大,PP复合材料的拉伸强度、断裂伸长率、冲击强度总体上都逐渐降低,而且下降幅度较大.这可能是因为红磷的粒子尺寸较大.加入到材料中,对材料的力学性能损失很大;红磷是具有高活性的阻燃剂,在 400~500℃下分解,红磷在火焰下主要被氧化成氧化磷、磷酸及磷酸衍生物.生成的氧化磷可以促进聚合物脱水炭化,形成的碳层可以将外部的氧、挥发可燃物和热同内部的聚合物隔开,从而起到阻燃作用.因此,氧指数随着红磷的加入大幅度地提高,在加入 65 g的红磷时氧指数较高,但是,红磷本身就是可燃性物质,所以,加的太多也不利于阻燃;从阻燃等级的图 9中可以得出:加入 65 g的红磷可以使无卤阻燃聚丙烯复合体系达到UL-94 V-0级.
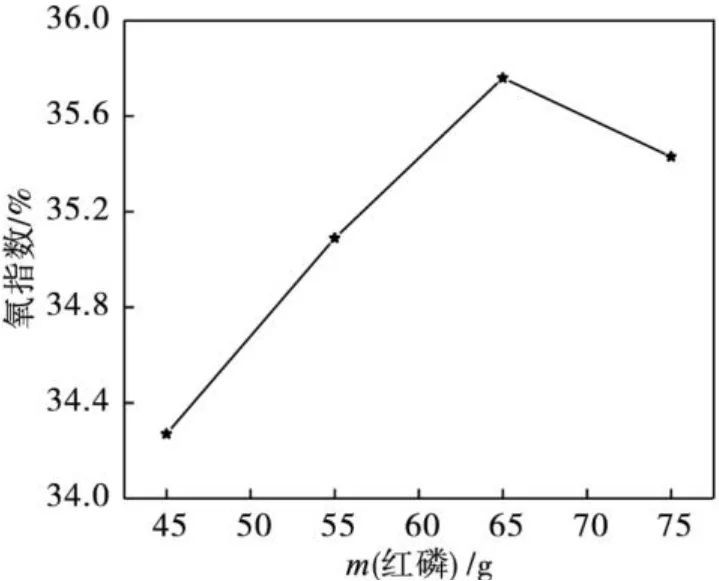
图 8 红磷加入量对 PP复合材料氧指数的影响Fig.8 The LO Iof PP composite influenced by different loading of P
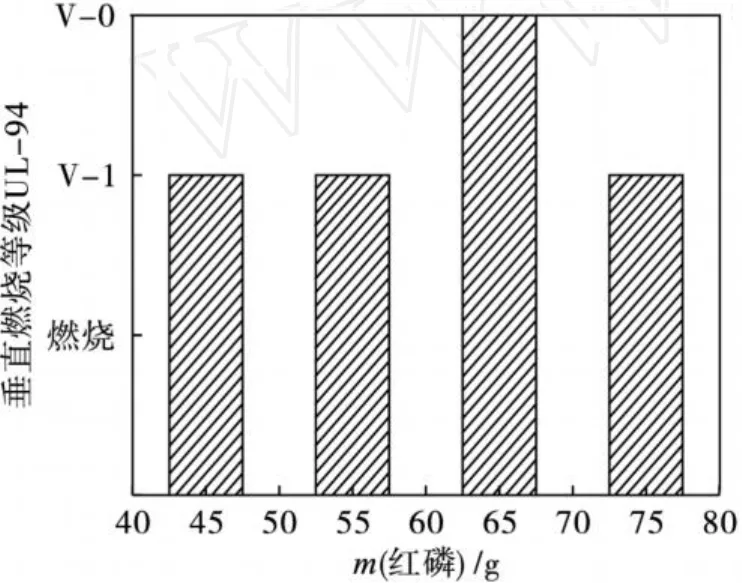
图 9 红磷加入量对 PP复合材料垂直燃烧等级的影响Fig.9 The vertical burning properties of PP composite influenced by differentmass of P
2.3m(POE)∶m(EPDM)对聚丙烯复合阻燃体系的影响
由于大量的无机阻燃剂的加入,导致 PP阻燃体系的力学性能下降较大,因此,需要对 PP复合材料进行增韧处理.固定 PP和增韧体系的用量为 500 g,阻燃剂质量分数为 55%,其中,m(MH)∶m(ATH)为 4∶1,硼酸锌35 g,红磷为65 g.选用m(POE)∶m(EPDM)分别为 120∶20、110∶30、100∶40、90∶50、80∶60,研究对 PP复合体系的性能影响,结果如图 10~图 11所示.
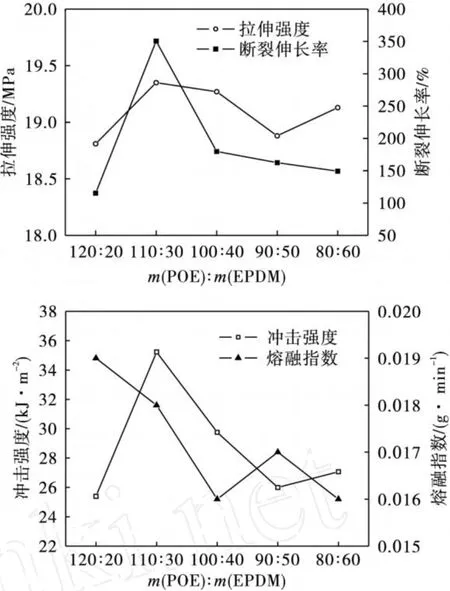
图 10m(POE)∶m(EPDM)对 PP复合材料性能的影响Fig.10 The properties of PP composite influenced by POE∶EPDM ratio
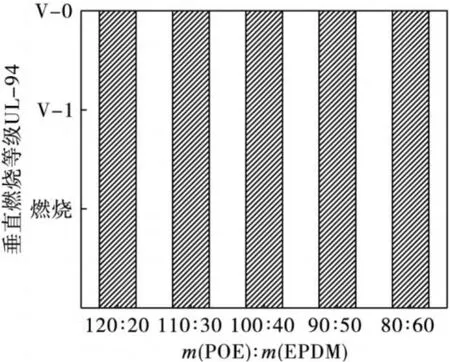
图 11m(POE)∶m(EPDM)对 PP复合材料阻燃性能的影响Fig.11 The vertical burning properties of PP composite influenced by POE∶EPDM
由图 10~图 11可以看出:填加 POE和 EPDM后,材料的拉伸强度有所下降,冲击强度和断裂伸长率提高较明显,增韧效果显著.这可能是由于加入的弹性粒子作为应力集中点引发大量的银纹或者剪切带,吸收大量的能量.在m(POE)∶m(EPDM)为 110∶30时,增效效果比较显著,由于 PP与增韧剂的总量仍然是 500 g,因此,加入增韧物对阻燃效果没有影响.
3 结 论
(1)MH和 ATH的不同配比对 PP阻燃性能有一定的影响,当m(MH)∶m(ATH)为 4∶1时阻燃效果比较好,氧指数较高.
(2)硼酸锌的加入可以提高 PP复合材料阻燃性能,当加入 35 g硼酸锌时氧指数提高较大.
(3)阻燃剂的含量对阻燃效果影响很大,当阻燃剂质量分数为 55%时阻燃性能和力学性能都比较好.
(4)红磷的加入可以很大程度地提高体系的阻燃性能.当红磷加入 65 g时,可以使体系达到UL-94 V-0级.
(5)阻燃体系中加入 POE和 EPDM,可以在保证垂直燃烧UL-94为V-0级的前提下,显著地提高复合材料的韧性,m(POE)∶m(EPDM)为 110∶30时,拉伸强度可以达到19.35MPa,断裂伸长率可达到 350.47%,冲击强度可达到 35.23 kJ/m2.
[1] 马娟,刘一臣,曹晓光.无卤阻燃剂研究进展[J].化学工程师,2005,119(8):15-17.
[2] 刘海燕,刘海波,郭平.无机阻燃剂进展[J].化学与黏合,2005,27(3):172-174.
[3] 罗居杰,张青花,雷自强.无卤阻燃聚丙烯的研究进展[J].甘肃科学学报,2005,17(2):41-44.
[4] 牟莉,张龙.环保型阻燃剂的研究进展[J].长春大学学报,2004,14(4):79-81.
[5] D vir H,Gottlieb M.Optim ization of a Flam e-retarded Polypropylene Composite[J].Composites Science and Technology,2003(63):1865– 1875.
[6] 罗居杰,雷自强.无机阻燃添加剂在无卤阻燃中的应用 [J].甘肃联合大学学报 (自然科学版), 2005,15(2):59-62.
[7] 谢圣鸣,陈君辉.EPDM与 PP相容性研究的新发展[J].广东塑料,2005,133(8):27-29.
[8] 周琦,王勇,邱桂学.PP/POE及 PP/EPDM共混改性研究[J].塑料科技,2007,35(7):46-49.
Research on Production ofNon-halogen Fire Retardant Polypropylene Composite
L IANG B ing, L IU Shi-jun
(Shenyang U niversity of Chem ical Technology,Shenyang110142,China)
In order to prepare better fire-retardant polypropylene composites without reducing its m echanical properties,a large num ber of inorganic compounds w ere added to improve its flam e retardant properties,the m acrom olecular flexibilizer was added to improve the toughness of the system,and m acrom olecular grafting agents w ere added to improve the interaction betw een the polym er and inorganic particles;therefore,the loss of m echanical properties caused by adding a large num ber of inorganic flam e retardants was compensated.W hen the ratio of M H∶A TH is4∶1,ZB is35gram,P is65gram,the flam eretardant properties of m aterials m eet UL94V-0requirem ents,and the m echanical properties are also w ell.W hen the toughness reinforcing agent system of PO E∶EPDM is110∶30,the properties of composites have been greatly improved.The tensile-strength can be up to19.35M Pa,the breaking-strength can be up to350.47%,the impact strength can be up to35.23kJ/m2,and flam e-retardant properties m aintain at V-0rate of vertical com bustion rate UL-94.So,the inorganic flam e retardantM H,A TH,P and ZB can be used together to achieve better flam e retardancy.By adding the m acrom olecular compatibilizer to the PP system of halogen-free flam e retardant for toughening.PP composites can achieve better fire-retardant properties and m echanical properties.
PP; non-halogen flam e retardant; synergistic flam e; toughness reinforcing agent
TQ325.1+4
A
1004-4639(2010)03-0234-06
2009-09-22
梁兵(1968-),男,辽宁绥中人,教授,主要从事高分子材料加工及改性研究.
猜你喜欢
西南科技大学学报(2021年3期)2021-12-20
建材发展导向(2021年1期)2021-02-24
中国新技术新产品(2020年4期)2020-05-05
建材发展导向(2020年4期)2020-03-25
绿色环保建材(2017年12期)2017-11-21
中国塑料(2016年7期)2016-04-16
无机盐工业(2016年7期)2016-03-15
华东理工大学学报(自然科学版)(2015年1期)2015-11-07
中国塑料(2014年2期)2014-10-17
无机化学学报(2014年4期)2014-02-28
