
PVC基木塑复合材料性能的研究
2010-09-14 10:21刘丽娜张秀斌
沈阳化工大学学报 2010年3期
刘丽娜, 张秀斌
(沈阳化工大学材料科学与工程学院,辽宁沈阳 110142)
PVC基木塑复合材料性能的研究
刘丽娜, 张秀斌
(沈阳化工大学材料科学与工程学院,辽宁沈阳 110142)
采用聚氯乙烯和木粉、稻壳粉、果壳粉制备 PVC木塑复合材料.研究木质填料种类、含量和粒径对复合材料力学性能、流变性能和维卡软化点的影响.结果表明:木粉含量增加,材料的力学性能下降,表观黏度增加;维卡软化点显著提高:当粒径为 60目,维卡软化点由 15份时的 90.1℃升高到 75份时 110.9℃,提高了 23.85%;粒径减小,力学性能提高.添加量相同时,PVC/木粉体系的维卡软化点和表观黏度较高,稻壳粉体系的综合力学性能最佳.
聚氯乙烯; 木塑复合材料; 力学性能; 流变性能
以木质纤维填料和塑料 (包括废旧热塑性塑料)为主要原料,外加一些加工助剂,经过成型加工而制得的复合材料称为木塑复合材料(wood-plastic composites,WPC).木塑复合材料中有机填料可以锯末、碎木片、刨花、秸秆、果壳等为原料,经过简单的干燥粉碎处理得到,来源非常丰富,价格低廉.我国每年木材加工业废弃的木屑达数百万吨,大米加工业产生的稻糠数千万吨,以及每年成千上万吨被焚烧掉的秸秆,这些都是木塑复合材料中木质材料的廉价原料[1].由于国内 PVC行业发展迅速,庞大的 PVC消费量相应地产生了大量的废旧 PVC塑料,可这些废旧塑料的回收利用率还很低,至少 33%的废塑料成为垃圾[2],给环境造成了很大污染.废旧 PVC塑料的回收利用可提高其潜在的附加值,减少环境污染,还可降低新产品、新材料的生产成本,实现经济效益与环境效益的的双赢.为解决 PVC的污染,我们选用木质纤维填充 PVC树脂,研制仿木塑料装饰板材,经挤模压可替代某些木材制品.热塑性塑料/植物纤维复合材料在建材、汽车工业、装饰材料及日常生活用具等方面都有所应用[3],具有广泛的前景,对复合材料的研究、新产品的开发、新产品利用及环境保护等方面都有极大的意义.
1 实验部分
1.1 实验主要原料
聚氯乙烯 (PVC):SG-8,天津勃天化工有限责任公司;木粉:30目、60目、100目;稻壳粉、果壳粉:60目,自制;复合稳定剂、硬脂酸、石蜡、邻苯二甲酸二辛酯(DOP)均为工业品,市售.
1.2 主要仪器、设备
开放式塑炼机:SK-160B,上海橡胶机械厂;平板硫化机:XLB-DQ 400×400×2E型 25 t,青岛第三橡胶机械厂;微机控制电子万能实验机: RGL-30A,深圳市瑞格尔仪器有限公司;悬臂梁冲击实验机:XJU-22,河北承德试验机厂;毛细管流变仪:XLY-Ⅱ型,吉林大学科教仪器厂.
1.3 复合材料制备
将自制的木粉、稻壳粉、果壳粉在 120℃烘箱内干燥 6 h;将 PVC和DOP复合稳定剂、硬脂酸、石蜡在高速混合机里混合均匀,备用.
将混合好的 PVC和木粉 (稻壳粉、果壳粉)混合,在塑炼机上塑化,混炼 8 min,出片后于平板硫化机上模压成型,然后在另一台平板硫化机上、在同等压力下冷压,取出模压片材,在橡塑冲片机上裁制用于性能测试的标准试样.
1.4 性能测试
拉伸强度 (断裂伸长率):拉伸速度 5 mm/ min,参照 GB1040-1992;弯曲强度:实验速度 5 mm/min,参照 GB/9341-2000;冲击强度:无缺口冲击,参照 GB/1043-93;维卡软化点:参照 GB/ 1633-2000;在 XLY-Ⅱ型毛细管流变仪上 (长径比 20/1)测试复合材料的流变性能.
2 结果与讨论
2.1 木塑复合材料力学性能的研究
2.1.1 木粉含量及粒径对木塑复合材料力学性能的影响
图 1为 30目、60目、100目木粉含量对木塑复合材料力学性能的影响,同时比较粒径对复合材料力学性能影响.由图 1可以看出:随着木粉含量的增加,木塑复合材料的力学性能曾显著下降趋势.粒径为 100目,填充量从 15份到 75份,拉伸强度和弯曲强度分别由 36.88 MPa和89.93 MPa下降到 24.91 MPa和 67.53 MPa.随着木粉粒径变小,复合材料的力学性能提高,弯曲强度变化显著,填加 30份时,粒径由 30目减小到100目,弯曲强度由 72.77MPa提高到 83MPa.


图 1 木粉含量及粒径对木塑复合材料力学性能的影响Fig.1 Effects ofwood flour content and particle size on mechanical properties ofWPC
这是因为刚性的木粉与树脂基体间黏结不牢,界面强度低,在外力作用下容易造成木粉和树脂脱离,因而,木塑复合材料力学性能下降[4].复合材料的材料力学性能随着木粉粒径的减小而增大,尤其在 100目时,弯曲强度有较大提高.是因为纤维的活性主要取决于纤维素分子的羟基,这些羟基形成了分子内氢键或分子间氢键,使纤维表现出较强的极性和亲水性[5].而PVC为弱极性聚合物,具有疏水性,PVC基体与木粉间的界面润湿性、界面黏合性极差[6],在木粉界面上很容易形成空洞缺陷,填料颗粒与基体界面脱开后形成空穴,填料颗粒粒径越大,产生的空穴越大,较大的空穴会导致材料迅速断裂[7].相对于长度较长的木纤维 (30目),短的木纤维(100目)给予 PVC基体更符合要求的强度和韧性.加工过程中,短纤维的相互缠绕较少,并且具有更强的抗破坏能力,因此,短纤维基本上能保持住他们的特性.此外,复合材料中质量分数相同的短纤维的比表面积更大,使之与基体的结合力增大,分散混合更均匀,从而改善力学性能.
2.1.2 木质填料种类对木塑复合材料力学性能的影响
图 2为 60目木粉、稻壳粉和果壳粉含量对木塑复合材料拉伸强度、弯曲强度、冲击强度和断裂伸长率的影响.


图 2 木质填料种类及含量对木塑复合材料力学性能的影响Fig.2 Effects of the kind and content ofwoodiness fillers on mechanical properties ofWPC
由图 2(a)、(b)、(c)、(d)可以看出:随着木粉、稻壳粉和果壳粉含量的增加,复合材料的力学性能曾显著下降趋势.稻壳粉体系的拉伸强度和断裂伸长率高于木粉和果壳粉体系,果壳粉体系的冲击强度稍高些,而弯曲强度较低,稻壳粉的综合性能最好.
木质填料在填充塑料中填料作为分散相,实际上是被分割在基体树脂构成的连续相中.在外力作用下基体树脂从填料颗粒表面被拉开,因承受外力的总面积减小,所以填充塑料的拉伸强度较未填充体系有所下降.这是由于稻壳粉、木粉和果壳粉均为纤维素类填料,主要由纤维素和少量的木质素及其它化合物组成,但纤维素的含量不同.理论上纤维长度越长,拉伸强度越大.界面剪切强度越大[8],拉伸强度也越大.而界面剪切强度与相容性有关,相容性越好,界面剪切强度越大.因此,相容性和纤维长度是复合材料机械性能的决定因素.在相同的填充量情况下,复合材料的拉伸强度稻壳粉的要稍高于木粉和果壳粉.这和稻壳粉颗粒的几何形状有关,稻壳粉颗粒有较大的长径比,对 PVC起到一定的增强作用;而果壳粉则长径比小些,对 PVC的增强作用相对差些.
在相同填充量的情况下,填充体系的冲击强度稻壳粉的低于果壳粉,这与稻壳粉中高纤维素含量有关.纤维素类填料的加入增加了 PVC的刚性,使材料变脆,冲击强度降低.稻壳粉中纤维素含量高,因而冲击强度下降的较大.
2.2 木塑复合材料维卡软化点
图 3为 30目、60目、100目木粉和 60目木粉、稻壳粉、果壳粉含量对木塑复合材料维卡软化点的影响.

图 3 木粉、稻壳粉和果壳粉含量对木塑复合材料维卡软化点的影响Fig.3 Effects ofwood flour,rice hull powder,shell flour content on VST ofWPC
由图 3(a)可以看出:随着木粉填充量的增加,木塑复合材料的维卡软化点显著提高,木粉粒径对维卡软化点的影响不显著,粒径为 60目,复合材料的热变形能力较好,由 15份时的 90.1℃升高到 75份时的 110.9℃.这是因为木粉颗粒属于天然高分子纤维,它是一种刚性材料,在高温下变形较小.当木粉含量增加时,木粉在体系中的体积比升高,复合材料的刚性增大,模量升高.同时,PVC大分子链的各运动单元由于受到木粉颗粒的限制,热运动能力变差,减少了PVC大分子链因温度升高而蜷曲的倾向,材料的黏度升高,材料的耐热变形能力提高.
由图 3(b)可以看出:随着木粉、稻壳粉和果壳粉填充量的增加,复合材料的维卡软化点呈显著上升趋势.这是因为木粉的刚性较稻壳粉高,稻壳粉较果壳粉高,因此,填充 PVC基体时,木粉体系的模量最高,因此维卡软化点高.
2.3 木塑复合材料流变性能的研究
2.3.1 填料含量对木塑复合材料表观黏度的影响
图 4为 200℃时 30目、60目、100目木粉和60目木粉、稻壳粉、果壳粉含量对木塑复合材料表观黏度的影响.
由图 4(a)可以看出:随着木粉填充量的增加,复合材料的表观黏度逐渐增大;随着粒径的减小,体系的表观黏度增大.Einsteints曾研究了填料含量对填充体系黏度的影响,并给出了下列方程式:η=η1(l+Kgv2).式中:η1为无填料时的黏度,v2为加入填料后的黏度,Kg为填料常数.对于球形填料Kg的值可取 2.5,因此,随填料含量的增加[9],流动性变差,体系黏度升高;由于木粉粒径变小,比表面积变大,接触面积也增大,摩擦力升高,阻碍了 PVC分子链逐运动,因此,流变性能变差,体系的黏度升高.
图 4(b)为 200℃时,60目木粉、稻壳粉、果壳粉填充量对复合材料表观黏度的影响.由图4(b)可以看出:随着木粉、稻壳粉、果壳粉含量的增大,体系的表观黏度增大;填加木粉体系的黏度最高,果壳体系的表观黏度较低,流动性较木粉和稻壳粉体系好.这是因为果壳体系填充料使用的果壳粉由核桃和栗子果壳经机械粉碎而得,由于含木质素较多[10],故流动性较木粉和稻壳粉体系好.

图 4 木粉、稻壳粉、果壳粉填充量对木塑复合材料表观黏度的影响Fig.4 Effects ofwood flour,rice hull powder,shell flour content on apparent viscosity ofWPC
2.3.2 木塑复合材料表观黏度与切应力的关系
图 5为 200℃时木质填料为 45份和 75份时,PVC和 PVC木塑复合材料表观黏度与切应力的关系曲线.
由图 5(a)、(b)可以看出:随着剪切力的增大,木塑复合材料体系的黏度降低.与 PVC体系相比,加入木粉、稻壳粉、果壳粉体系的切应力对复合材料的表观黏度影响较大.
这是因为 PVC和 PVC木塑复合材料为非牛顿流体,在剪切应力的作用下,链段运动破坏原有的缠结,自身相互缠绕的 PVC分子链逐渐解缠结及 PVC稻壳粉机械互锁后的解缠,并沿一定方向逐渐取向,降低了流动阻力,使熔体的表观黏度下降;PVC为刚性高分子链,所以,复合材料的表观黏度随切应力增加,下降幅度小.由于实验使用的木粉、稻壳粉、果壳粉颗粒粒径较大,自身密度小,木质填料在体系中所占体积比增大,随切应力的变化,对高分子链段运动影响较大,因此,表观黏度的变化范围较大.
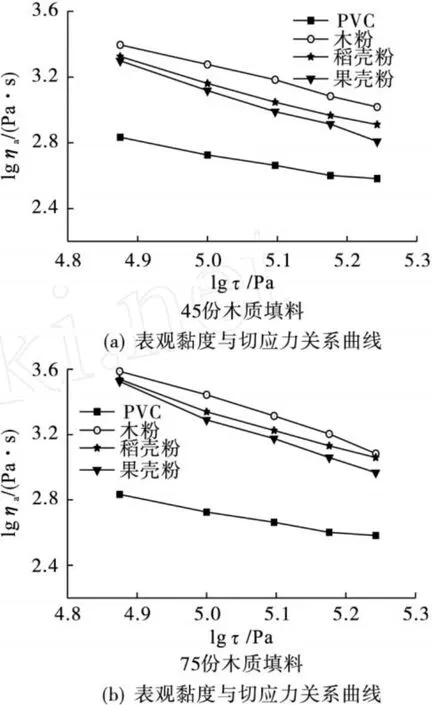
图5 200℃木塑复合材料表观黏度与切应力的关系曲线Fig.5 200℃curve of apparent viscosity with shear stress ofWPC
3 结 论
(1)随着木粉含量的增加,复合材料的力学性能下降,维卡软化点和表观黏度曾显著上升趋势,加工性变差;在相同木粉填充量情况下,木粉粒径减小,复合材料的力学性能提高,维卡软化点无明显变化,表观黏度增大.
(2)填加木粉、稻壳粉、果壳粉制备 PVC复合材料,稻壳粉体系的综合力学性能最佳,拉伸强度尤为显著,木粉体系的维卡软化点和黏度最高,加工性差;填加木质填料,复合材料表观黏度较 PVC表观黏度对切应力敏感.
[1] 方明锋,黄华.木塑复合材料的研究及应用[J].现代农业科技,2009(3):8-14.
[2] 陈智修.PVC木塑复合材料的性能及应用[J].聚氯乙烯,2007(8):45-46.
[3] 李兴艳,吴章康.木塑复合材料生产工艺与发展前景[J].林业建设,2008(5):32-34.
[4] 孔展,张卫勤,方吕,等.PVC/木粉复合材料的性能研究[J].塑料工业,2005,33(10):17-20.
[5] Charles EW,Jam esW S,Charles A D.聚氯乙烯手册[M].乔辉,丁筠,盛平厚,译.北京:化学工业出版社,2008:204-206.
[6] 谷亚新,刘运学,范兆荣,等.木粉/聚氯乙烯复合材料的研制[J].沈阳建筑大学学报,2007,23(2): 263-266.
[7] 刘晓明.聚氯乙烯改性与加工[M].北京:中国轻工业出版社,1998:46.
[8] 吴培熙,张留城.聚合物共混改性[M].北京:中国轻工业出版社,1998:218.
[9] 曾汉民.树脂基复合材料界面工程[M].北京:清华大学出版社,1990:271.
[10]山西省化工研究所.塑料橡胶加工助剂 [M].北京:化学工业出版社,2002:614.
Studies on Properties of PVC Based Wood/Plastic Composite Material
L IU L i-na, ZHANG Xiu-bin
(Shenyang U niversity of Chem ical Technology,Shenyang110142,China)
PVC/W ood Plastic Composite(W PC)was prepared by PVC and w ood flour,rice hull pow der and shell flour.The effects of the kind,content and particle size of w oodiness fillers on the m echanical properties,rheological property and V icat temperature softening point w ere discussed.The results show ed that with increasing the w ood flour content,the m echanical properties w ere decreased,and the apparent viscosity and V icat softening temperature point of W PC w ere increased significantly.The V icat softening temperature point(VST)of W PC was increased from90.1℃ to110.9℃w hen content increased from 15phr to75phr,and particle size was60m esh.VST was increased by23.85%.The m echanical properties w ere increased with the decrease of the particle size of w ood flour.The V icat softening temperature point and apparent viscosity of PVC/W ood-flour Composite w ere higher and the comprehensive m echanical properties of PVC/R ice Hull Composite w ere best with the sam e addition am ount.
PVC; w ood plastic composite; m echanical properties; rheological behavior
TQ325.4
A
1004-4639(2010)03-0228-06
2009-10-19
刘丽娜(1985-),女,辽宁新民人,硕士研究生在读,主要从事高分子材料的填充改性研究.
张秀斌(1959-),男,辽宁沈阳人,教授,主要从事高分子材料的填充、共混改性研究.
猜你喜欢
装备制造技术(2020年1期)2020-12-25
天然产物研究与开发(2018年5期)2018-06-13
意林(2018年2期)2018-02-01
中国塑料(2017年2期)2017-05-17
材料科学与工程学报(2016年1期)2017-01-15
中国塑料(2016年3期)2016-06-15
山东青年(2016年2期)2016-02-28
中国塑料(2015年10期)2015-10-14
中国塑料(2015年10期)2015-10-14
中国塑料(2015年1期)2015-10-14
