
CS3000在电石渣制水泥生产中的应用
2010-09-13 08:19甘翠兰
四川水泥 2010年3期
甘翠兰
(新疆石河子开发区青松天业水泥有限公司,石河子市832012)
CS3000在电石渣制水泥生产中的应用
甘翠兰
(新疆石河子开发区青松天业水泥有限公司,石河子市832012)
0 前言
石河子开发区青松天业水泥有限公司2005年建成日产1000吨水泥熟料生产线,该项目作为新疆天业(集团)有限公司国家循环经济的重要项目,以天业化工20万吨聚氯乙烯项目产生的电石渣100%替代石灰石作原料生产水泥熟料。该生产线结合新型干法工艺特点及电石渣的化学特性,组合建成的带有烘干破碎及旋风预热系统的干法生产线。
该生产线配置的DCS控制系统,选用了CENTUM-CS3000大规模集散控制系统;该系统是相对于CENTUM-CS系统而开发的XP环境下的控制系统,它继承了CENTUM-CS系统的可靠性和高性能的优点,同时具有了中文版XP操作系统的开放性和友好人机界面。CS3000系统构成由人机接口单元(工作站)、现场控制站和通信网络三部分构成。
1 CENTUM CS3000系统的特征
1.1 综合性和开放的网络结构
CS3000是大规模集散控制系统,系统采用W indows XP标准操作系统,支持DDE/OPC。既可以直接使用PC机通讯的MS-Excel Visual Basic编程报表及程序开发,也可同在UNIX上运行的大型Oracal数据库进行数据交换。此外,系统接口和网络接口用于与不同厂家的系统、产品管理系统、设备管理系统和安全管理系统进行通信。
1.2 高可靠性和高效性
采用了高可靠性能的硬件控制站,I/O模件采用表面封装技术,具有1500VAC/分抗冲击性能,系统接地电阻小于100欧姆等多项高可靠性尖端技术,使系统具有极高的抗干扰、耐环境等特点,适用于条件较差的工业环境。
控制站FCS采用高速RISC处理器VR5432,内存32M,可进行64位浮点运算,具有强大的运算和处理功能。此外,还可以实现诸如多变量控制,模型预测控制,模糊逻辑控制等多种高级控制功能。
1.3 高效的工程化方法
CENTUM-CS3000采用Control Draw ing图进行软件设计及组态,使方案设计及软件组态同步进行,最大限度地简化了软件开发流程。提供动态仿真测试软件,有效地减少了现场软件调试时间。
1.4 可扩展性
具有构造大型实时过程信息网的拓扑结构,可以构成多工段,多集控单元,全厂综合管理与控制综合信息自动化系统。
1.5 与即有系统的兼容性
CENTUM-CS3000与以往的系统可以通过总线转换单元,方便地连接在一起,实现对即有相同的监视和操作。
2 DCS控制系统的硬件构成和配置
2.1 系统构架
CS3000系统配置了4台工作站,3台HIS操作站、1台WES工程师站组成。1台具备组态和操作功能,另外三台工作站具备操作功能。系统整体结构如图1所示。
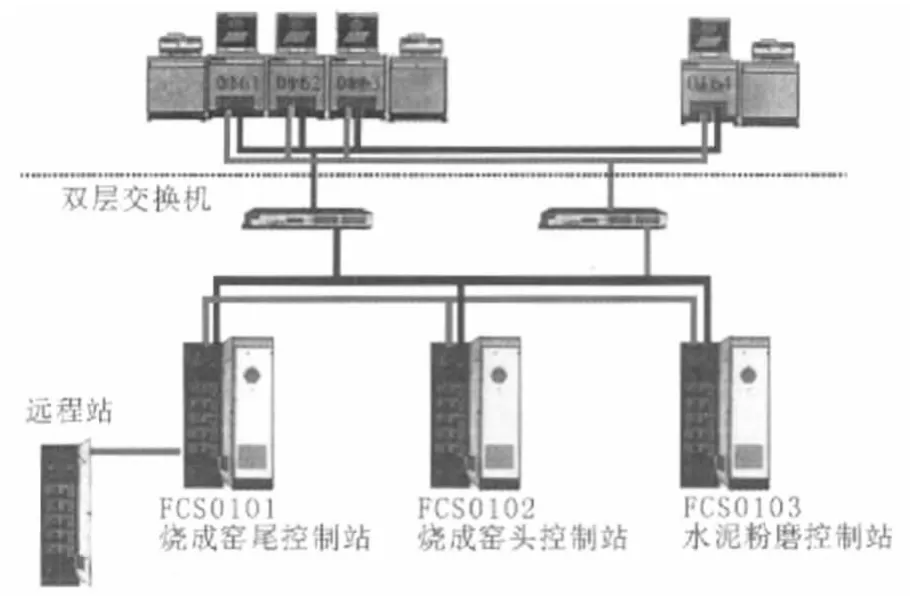
图1 控制系统结构示意图
2.2 该控制系统配置情况
2.2.1 人机接口
系统配置了四台工作站,一台工作站具备组态和操作功能,另外三台工作站具备操作功能。系统配置3台打印机。每台工作站都带有独立的主机,工作站之间具备工作冗余的特点。系统数据库容量为100000个工作号。选用横河电机指定的DELL PC作为工程师站和操作员站,操作站及工程师站的配置如下:P4 2.8CHz、256MB RAM、60GB HD、1.44MB 3.5‘FD、52X CD-ROM、19’液晶。工作站配有专用V net/IP通信卡。
2.2.2 现场控制站
系统配备了三台现场控制器(AFV10S),其中FCS0101对原料压缩、空压机房、烧成窑尾及窑中进行控制;FCS0103用于水泥调配、水泥粉磨、水泥储存的控制,FCS0101号控制站带有两个远程控制节点,主要用于控制和检测的范围是原料压滤和空压机房。ESB-BUS的通讯数率为128MB/s。AFV10S控制器的处理器为VR5432,主频为133MHz,内存为32MB,控制回路最快的执行周期为50ms。带9个I/O控制节点。模拟量I/O卡为16点卡,数字量I/O卡为32点卡,卡件配有独立的集成型端子板,I/O卡通过专用的信号电缆与端子板连接。
2.2.3 通信网络
系统配有实时数据网Vnet/IP。V net/IP网采用IEEE802.3以太网传输协议,速率为100Mbps,中央控制室和三个控制站之间采用光纤连接。内部ESB总线通讯速率128Mbps。Ethernet网上可进行OPC通讯。Vnet/IP网传输介质采用光纤,通讯距离最远可达20km。
3 系统控制所包含的主要工艺过程
(1)料浆库的监视和测量。
(2)压缩空气、循环水的辅助设施控制。
(3)配库系统:对库位高低控制进库和出库的流量。
(4)物料的压滤和输送控制:采用联锁和顺序控制的方式控制压滤机和输送设备。
(5)窑尾烟气处理:通过控制窑尾风机阀门开度,稳定系统热工制度平衡。
(6)回转窑的控制:通过窑速控制进一步控制喂料量的大小,确保熟料煅烧质量。
(7)窑头篦冷机控制:控制篦冷机的风量、料层温度和推料速度。
(8)煤粉制备系统:进行煤粉制备和存储。
(9)水泥制备系统:水泥配料、粉磨和存储。
4 系统控制方案的应用实例
4.1 窑尾烘干破碎机系统的控制
烘干破碎机在窑尾系统中起着重要的作用,为确保烘干破碎机的安全正常运行,在工艺中采用了联锁控制:旋风筒锁风阀联锁烘干破碎机,烘干破碎机联锁进料皮带。工艺系统图如图2所示。
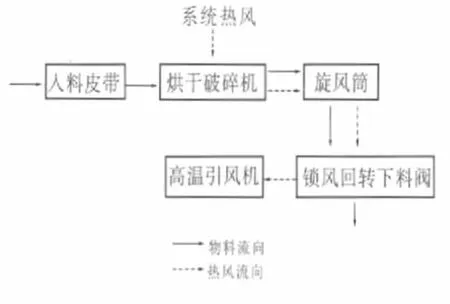
图2 烘干破碎机工艺图
软件组态控制回路图如图3所示。烘干破碎机的启动联锁有锁风下料器0604M 1-4的运行信号,和液体启动柜启动完毕信号共同作为必备条件,顺控模块ST16确定开机顺序,LC64逻辑模块确定各连锁设备之间的逻辑关系,确保系统的安全启动。

图3 烘干破碎机启动控制回路图
4.2 回转窑与喂料装置速度的联动控制
在熟料的煅烧过程中,窑速和喂料量的调整对系统的平稳运行和熟料的煅烧质量起到非常关键的作用。回转窑的电力拖动是直流电动机,采用的是590控制器进行调速控制。喂料装置采用螺旋双管输送,调速采用ABBASC800变频调速。在工艺控制不稳定的情况下,两台设备的控制在中控独立操作互不影响,当工艺条件满足时喂料双管螺旋的转速将随着窑速的变换而变化。
如图4所示,当需要联动时,比值控制选择06PP/SW-91的输出端S10受S12输入端控制。
当SW=1时,S10=S11,螺旋双管转速由0608AF1/MLD-PVI的MV控制。
当SW=2时,S10=S12,螺旋双管转速由06P/CALCU的CPV控制。
06P/CALCU编程为:
alias A 06SC.MV
aliasB 0701AF.PV(注:0701AF.PV是窑速的反馈值)
CPV=K*A*B(K值为常数)
CPV的值的大小决定了螺旋双管转速随窑速的变化而变化。
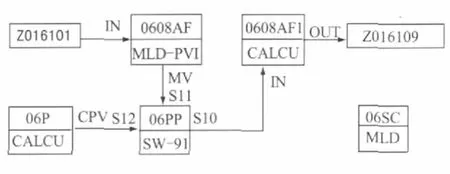
图4 喂料螺旋双管与窑速控制图
4.3 水泥配料控制
在传统的水泥生产过程中生料制备和水泥生产所采用的原料组分相对稳定,控制方案简单。而该条生产线由于所用的原料全部是工业废渣,参与生产的原料组分多、复杂,调配频繁。因此要求各组分进行调整时,中控的操作控制要及时灵活,同时对下料情况进行监控。为满足工艺控制要求,系统在组态编程时采用调用配料表的方式,在配料表中可同时监控到参与控制的所有喂料秤的运行情况。
如表1所示,在总给定量确定后,选择不同的喂料秤,给出配比就可方便的对给料量进行控制。当化验室对组分调整时,中控可选择不同的喂料秤进行配料。当配料结果偏离指标时,中控可调节秤比例来满足指标要求。同时可对总累积量进行清零,可方便各班组之间的核算。
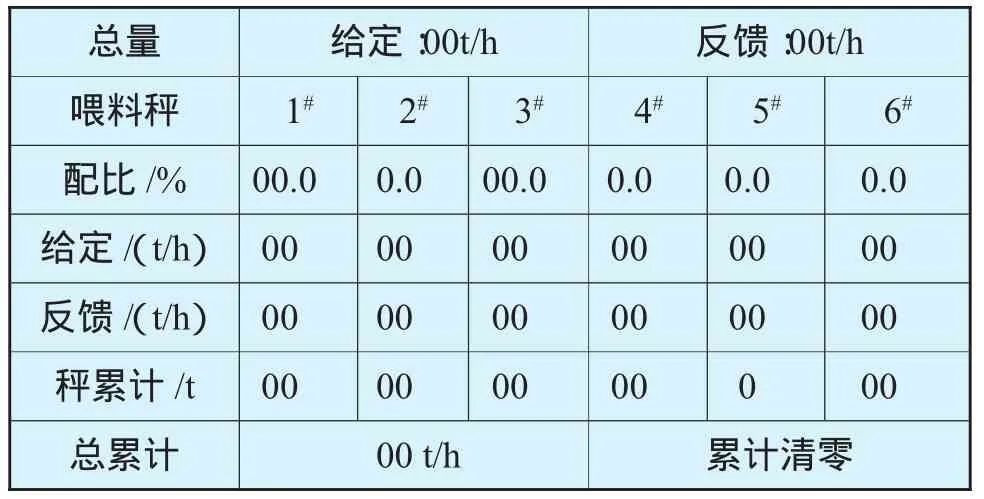
表1 配料表
5 控制系统的功能特点
通过对该系统的使用,系统的功能满足了生产过程的要求,其主要功能优点如下:
(1)结合工艺流程确保了系统的安全运行:在安全设计方面对大型设备设定了各种温度、振动等信息的联锁信号,重要设备参数的异常不仅有信息提示而且采用声光报警;根据生产需要合理组合设备之间的联锁关系,使系统的运行平稳安全可靠。
(2)每个操作员站都带有独立的主机,冗余数据通讯总线,所有操作站组态相同,并列运行互为备用,既可分工完成不同的显示与控制功能,也可完成相同的显示与控制功能。但对操作人员的操作、监视权限进行限制,提高操作的安全性。
(3)在工程软件编制中,工程技术人员可根据实际需要,通过组合用户名称、指定密码、分配所属的组来对操作人员指定相应操作权限或对每一操作对象赋予一定的可操作范围、重要度、报警优先级等。
6 系统的抗干扰措施
由于水泥厂工艺线较长,外界环境相对较差,大容量的电气设备较多,现场的干扰源较多,为确保系统的正常运行,在系统的设计和安装过程中,都注重了外界干扰对系统的影响并采取相应的抗干扰措施,具体措施有:
(1)所有的I/O进线采用屏蔽电缆,并且在现场站控制柜侧接地处理。
(2)来自现场的信号采用信号隔离器和中间继电器隔离的方式。
(3)DCS系统的接地采用单独接地系统与电气接地系统分开。
(4)采用UPS单独供电系统。
(5)I/O模件采用表面封装技术,具有1500VAC/分抗冲击性能,系统接地电阻小于100欧姆等高可靠性尖端技术,系统抗干扰能力强。
(6)系统在设计时,还采用了光电隔离、高共模抑制比等抗干扰措施。
7 结束语
该系统自2005年投入运行以来,系统稳定可靠,保证了水泥生产的安全平稳运行,使企业获得了很好的经济效益。
(编辑:向仕强)
TM 76 文献标识码:B 文章编号:1007-6344(2010)03-0049-04
2010-03-22】
猜你喜欢
今日农业(2022年16期)2022-11-09
河北农机(2020年10期)2020-12-14
电脑报(2020年32期)2020-09-06
重庆与世界(2019年10期)2019-11-25
中国电气工程学报(2019年3期)2019-09-10
凿岩机械气动工具(2017年2期)2017-07-19
无人机(2017年10期)2017-07-06
——《行政科学论坛》杂志工作站挂牌运行
行政科学论坛(2016年7期)2016-10-25
水利科技与经济(2016年6期)2016-04-22
工业设计(2016年11期)2016-04-16
