气缸体缸盖结合面立轴铣磨专用机床的设计研究
2010-09-13 02:21庞应周
科技传播 2010年15期
庞应周
1.西安职业技术学院实习工厂,陕西西安 710032
2.西安专用机床厂,陕西西安 710032
气缸体缸盖结合面立轴铣磨专用机床的设计研究
庞应周1,2
1.西安职业技术学院实习工厂,陕西西安 710032
2.西安专用机床厂,陕西西安 710032
本文论述用于发动机气缸体与缸盖结合面维修加工的立轴铣磨专用机床设计开发背景及关键技术,并针对不同材质、结构形式气缸体与缸盖结合面维修加工方式及工装刀具等方面进行了探讨和分析,提出改善及提高其维修加工精度、效率的途径。
气缸体缸盖结合面;维修加工;专用机床;设计开发;关键技术
1 设计开发背景
缸体是发动机的基础零件,缸盖是发动机的主要零件之一。为保证缸体缸盖结合面以及缸垫的可靠耐久密封,对发动机缸体缸盖结合面的粗糙度、平面度、波纹度甚至纹理都应有严格要求。
传统的维修技术和装备已虽然能满足粗糙度和平面度的基本要求,但效率低,且加工纹理和波纹度的不能满足新型发动机的缸体、缸盖结合面修复加工质量要求,因而与之紧密相关的发动机维修设备应进行提升和改进,以确保修复加工质量。
下面对用立轴矩台铣磨床和卧轴矩台平面磨床两种不同方法加工出来的缸体缸盖表面在发动机工作中的影响进行分析:
1)从宏观表面来看,二者在平面度和粗糙度方面的加工效果都很好,均能达到技术要求;
2)在微观上有很大的不同。
立轴矩台铣、磨床产生的是菱形网纹,纵向和横向均为很浅的波纹断面,密封性能可靠。而卧轴矩台磨床磨削出的是同一方向由尖锐沙粒划出的断续V形断续槽即直纹,会使缸垫在这一方向摩擦阻力较小,在发动机工作中,缸内的高频次交变的巨大的温差和压差作用下的水汽、二氧化碳进入这些底部尖锐的V形直纹槽中,易产生微观变形、腐蚀或因应力,其影响恶劣,是缸垫故障的主要原因。
采用立轴端面铣或端面磨工艺加工的表面则可以极大地克服这些弊端,减少故障率,延长发动机的使用寿命,还具有如下优点:
1)端面铣、磨削加工提高了加工效率,φ510 mm刀盘一次切出,生产效率为卧轴精磨的3~5倍,加工表面为完整网状刀纹,无接刀痕,产品美观,可实现高效加工。
2)缸体与缸盖多用灰铸铁或铝合金铸造,随着发动机技术的发展,全铝发动机已经在大量的车型上被采用。以铸铁发动机为主要对象的卧轴磨削方式应用面将逐渐减少,以端面铣削为主,铣、磨兼顾的维修方式将逐渐成为主流。
基于以上几个方面,采用新型的立轴端铣或端磨方式来实现缸盖、缸体平面的修复加工势在必行。我厂3M9750机床的开发即是应国内外市场的需求而设计的。
2 发动机缸体、缸盖平面维修加工的具体要求
发动机缸体、缸盖的平面度≤0.04mm,表面粗糙度Ra1.6μm;波纹间距≥1.9mm,波纹高度25~51 μm;纹理为网纹,材料分为铝合金及灰铸铁两种。
3 机床设计中的关键技术
3.1 机床整机
图1为机床外观图。机床采用立轴结构,液压工作台,主轴箱体沿立柱导轨垂直升降、主轴套筒手动垂直进给,均设置锁紧机构,可以避免加工时产生的不利振动。采用立磨砂瓦刀盘,磨削效率高;在刀盘外侧装夹铣刀后,又可以方便进行铣削加工,扩大了机床加工能力。
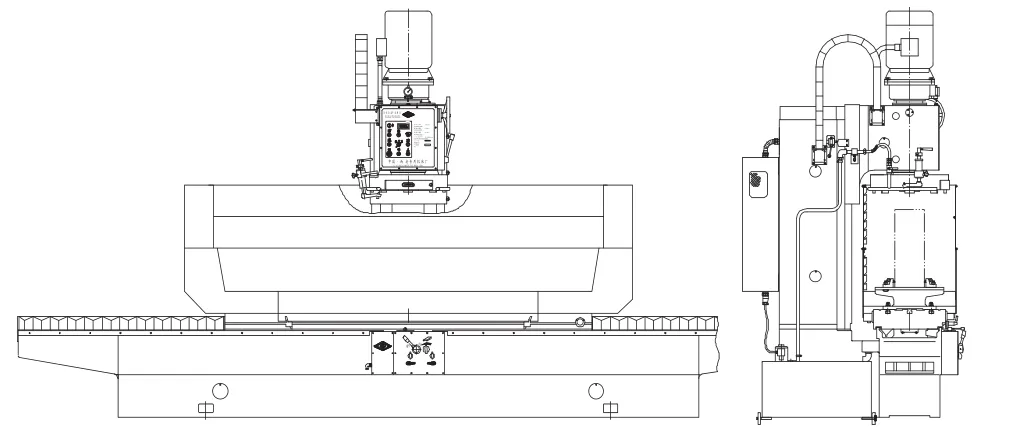
图1 机床外观图
3.2 机床关键部件的设计
3.2.1 变频调速主轴
主轴的前端支承采用“背靠背”圆锥磙子轴承组合,可以同时承受很大的轴向力和径向力;主轴的后端支承采用双排圆柱磙子轴承,增强了主轴远端支承刚度及抗振性。
在设计中,通过优化主轴结构,合理制定轴承配合部位的配合公差要求;主轴套筒与主轴箱体定位孔以小间隙配合,移动范围20mm,在上下端配合部位设置径向双夹紧机构,保证可靠锁紧,实现主轴的高刚性,提高了抵抗切削外力影响的能力。主轴前端与刀盘结合锥面(锥度1:5)的端面跳动不大于0.005mm,径向跳动不大于0.015 mm。
3.2.2 基础大件的设计
机床基础大件含床身、立柱、主轴箱、工作台等,在借鉴国内先进机床厂家(如陕西机床厂、汉川机床厂等)大结构件设计经验的基础上,利用三维设计,对重要基础件进行优化设计,合理设置基础件导轨跨距及导轨结合面的宽度、长度,在主要受力方向增加基础件宽度及合理布筋,既保证了加工时机床的整体刚性,又控制了重要基础件铸件的总重量。
3.2.3 加工高度的调整方式
为了可以适应于不同的工件高度,主轴箱体由减速电机拖动丝杠螺母实现大范围快速升降调节,每次下降结束后,箱体有一微量回升,改变螺母间隙方向,确保在磨(铣)过程中主轴箱不会产生意外下滑而出现轧刀;刀盘的垂直精细进给则由箱体侧面的转动手轮调节,手轮转动一格的进给量约为0.02mm,在高度方面可实现微量调整,操作方便。同时为保证加工时的高刚性,在粗调整后将主轴箱位置固定,在精进给调整后将主轴套筒位置固定。这样既可以调整,加工时又可以固定。
3.2.4 液压工作台
工作台运动采用液压无级调速,运动平稳,又可方便获得合理的进给速度。通过调整机械行程撞块,可方便控制运动行程的位置及大小。
3.2.5 冷却方式
磨头冷却采用环状喷淋方式,冷却充分,能有效减小磨削热变形,保证磨削精度,提高磨削效率。
3.2.6 跟随式找正装置
由于气缸体及气缸盖修理加工量比较小,一般在0.2~0.3mm,为此设计了跟随式找正装置,在刀盘外侧可安装找正表架,可方便检查工件的变形量,帮助操作工确定进刀深度,操作方便。
3.2.7 砂轮修整器
平整锋利的砂瓦可以极大提高加工质量,减少在磨削中产生的热量,提高修磨工效。为此设计了砂轮修整器,在刀盘护罩外部安装可安,可方便砂瓦端面的修正。
3.3 刀盘结构与切削工艺参数
3.3.1 刀盘结构
本机床设计了高刚性端磨砂瓦刀盘,刀盘外侧设置端面铣刀安装槽,刀盘定位安装孔锥度为1:5,与主轴前端外锥面可靠固定,刀具的轴端伸出量大大缩短,加工时受力更为合理,刚性高,便于加工精度的保证。刀盘直径φ510 mm,刀具直径可以覆盖整个缸盖的宽度,由于主轴及基础件的高刚性设计,加工时可以一刀加工,直接加工出所需加工平面,而不会产生振动。
3.3.2 切削工艺参数的合理设置
在切削时,通过切削工艺参数的合理选用,可达到所要求的平面度和粗糙度。
1)铣削铝合金缸体缸盖结合面
粗铣进给量0.2~0.5mm;精铣0.02~0.05mm;主轴转速(400~500r/min为宜),粗铣工作台进给速度100~150mm/min;精铣50~100 mm/min。
2)铣削铸铁缸体缸盖结合面
采用硬质合金铣刀铣削时,粗铣进给量0.2~0.3mm;精铣0.02~0.05mm;主轴转速150~180 r/min,工作台进给速度40~60mm/ min。
采用立方氮化硼铣刀铣削缸盖时,粗铣进给量0.2~0.3mm;精铣进给0.02~0.05mm;主轴转速300~400 r/min,工作台进给速度80~100 mm/min。
3)磨削铸铁缸体缸盖结合面
磨削操作前,需先拆除砂瓦盘上的铣刀,并应借助百分表精确控制垂直进给量。
进给量(粗磨0.03~0.05mm;精磨0.01~0.02mm),主轴转速900~1000r/min,工作台移动速度200~300mm/min。
4 加工效果
加工长度1 500mm、宽度500mm、牌号HT250的铸铁试件,菱形刀纹清晰可辨,其平面度可达0.02 mm,表面粗糙度和波纹度符合维修加工要求。
5 适合加工的工件范围
本机床适合加工的工件范围为:长度≤1500 mm,宽度≤500 mm,高度≤800 mm。
6 结论
本发动机缸盖缸体立轴铣磨床于2008年3月样机研制成功,8月小批生产并销往巴基斯坦用户,用于修理的军用运输车辆及坦克发动机缸体、缸盖平面的精铣、精磨加工,精度稳定,性能可靠,效率高,受到客户好评。
该机型能替代传统汽车工业发动机维修企业所用的磨床和铣床,一机多能,适应范围广,可实现高效加工,操作维护简便,并满足新型高等级发动机缸体缸盖平面修理要求,填补市场空白,满足用户需求。
[1]王英军,庞应周,等.中华人民共和国交通行业标准JT/ T636-2005.立轴缸体缸盖平面磨床[S].
[2]于秀文,傅文范.中外汽车维修数据手册[M].机械工业出版社,1998.
[3]孟少农.机械加工工艺手册[M].机械工业出版社,1991.
TG58
A
1674-6708(2010)24-0055-02
庞应周,工程师,工作单位:西安职业技术学院实习工厂(西安专用机床厂),研究方向:专用机床总体及关键功能部件的设计及研制
猜你喜欢
——辽宁省博物馆藏中国古代立轴山水画展
中华书画家(2022年4期)2022-04-21
艺术生活-福州大学厦门工艺美术学院学报(2021年1期)2021-07-21
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年3期)2020-12-25
天津诗人(2018年4期)2018-12-12
柴油机设计与制造(2018年1期)2018-04-20
优雅(2018年2期)2018-01-30
中国铸造装备与技术(2017年3期)2017-06-21
中国铸造装备与技术(2017年3期)2017-06-21