
准双曲面齿轮切削仿真及齿面误差分析*
2010-09-11 09:11韩佳颖王太勇李敬财
制造技术与机床 2010年1期
韩佳颖 王太勇 李 清 李敬财
(①天津大学,天津 300072;②天津理工大学,天津 300191)
准双曲面齿轮切削仿真及齿面误差分析*
韩佳颖①②王太勇①李 清①李敬财①
(①天津大学,天津 300072;②天津理工大学,天津 300191)
为了缩短准双曲面齿轮的开发周期和降低成本,采用计算机模拟HFT刀倾法对主动轮进行切削,仿真生成齿轮真实齿面,并以Solidworks为开发平台进行VBA开发获得三维齿轮的实体模型。在此基础上,比较加工齿面与设计理论齿面的差异,对不同加工速度加工的齿轮误差进行定量计算,说明加工速度对齿面粗糙度的影响。齿面误差分析结果对生产企业选用什么样的切削速度进行切削加工提供参考,并有助于TCA、LTCA等研究工作的展开。
准双曲面齿轮 仿真 齿面误差
开发一种新车型的后桥螺旋锥齿轮副,其试切开发过程需耗时几个月,花费数千美元,成本较高,缺乏竞争力[1]。随着计算机技术的发展,以计算机仿真方法来代替传统试切过程从根本上解决了这一问题。拟采用计算机辅助制造螺旋锥齿轮,使齿轮的加工、测量过程计算机化,取代传统的“试切法”,降低开发成本,提高开发效率[2]。合理的数字化实体模型对于计算机辅助螺旋锥齿轮制造来说是必不可少的。当前,基于加工过程的实体建模主要有两种方式:一种是根据锥齿轮加工原理,选择并计算齿面上的离散点,进行表面重构[3,4];另一种是基于加工过程的仿真,再现加工过程,获得具有真实齿面的齿轮。前者需要求解非线性方程,求解复杂,并且难以反映加工工艺性参数;后者是本文研究采用的基本方法,曾受到计算机速度的限制,难以加工出真实齿面[5]。计算机技术的升级使得这一方法得以实现并能快速建立反映真实加工齿面的三维实体模型,将加工仿真结果与工程实践相结合,进一步探讨加工参数和设计参数对齿面的影响,根据实际需要调整加工参数,切削满足工程要求的齿轮,实现加工过程优化。
1 螺旋锥齿轮加工制造现状分析
近几年,国外已经生产出最新系列的凤凰II型数控切齿机、磨齿机,加工精度比传统机床可提高1~2级。虽然数控机床与传统机床相比优点很多,但是由于其价格高昂,短期内很难在国内普及。国内大多数企业的齿轮加工仍采用机械式螺旋锥齿轮加工机床[6]。
就切削速度而言,国外发展高速干切削,精加工齿面成为趋势,其切削速度达到300 m/min以上,铣齿精度达到4级、5级。国内铣齿机加工速度一般为20~50 m/min,普遍存在切削速度慢,精度低,效率差的问题。针对国内的这种情况,对机械式螺旋锥齿轮加工机床进行加工仿真,寻求改进设计方案,优化机床的加工调整参数的有效方法。
2 加工仿真实现的方法
2.1 加工过程分析
加工仿真是以具有刀倾结构的铣齿过程如NO116铣齿机(图1)为主要研究对象。铣削加工运动的实质是铣刀盘和工件的相对运动。在切削时,刀倾刀转机构使刀盘轴线与摇台轴线倾斜一个角度(刀倾角),而且刀盘随摇台摆动形成一个像共轭大轮一样的假想锥形铲形齿轮,这个铲形齿轮按共轭原理与工件按一定传动比旋转啮合。刀盘按一定间隔安装了刀片,在啮合过程中刀盘的刀片绕刀轴线旋转,就像大轮一个牙齿一样切削工件齿面。某一刀片在铣削刀盘旋转过刀片间的间隔后,下一刀片开始加工。以此反复断续加工[7],每个刀片切去一片金属,一个切齿循环加工后切出一个齿面,如图2所示。这个过程的模拟是仿真程序设计的基础。

2.2 建立简化模型

基于对加工过程的分析,将刀盘分解成刀片,刀盘和工件的相对运动就简化为刀片与工件的相对运动。根据实践工作中使用的调整卡参数确定加工坐标系、加工基本参数、刀盘几何参数和主动轮几何参数,由铣齿机刀倾法加工原理建立切削初始模型如图3所示。在仿真过程中,工件是自转,其运动连续,所以可简化为锥台。刀片的运动为一边自转,一边随摇台转动。由于刀片不是连续切削,所以需要根据切削刀片总数对摇台转角进行离散,从而将加工运动离散为切削刀片总数个切削时段。在每一切削时段,切削速度很快,所以每一个刀片的切削扫描体可简化为一个以刀盘中心轴为轴线的回转体的一部分,以此模型进行切齿仿真。这里,切削刀片总数是指加工某一牙齿需要参与切削的刀片数,假设切削一个牙的时间为T,刀盘的切削速度为S,刀片数量为N,为了达到较接近于实际加工的齿面,确定切削刀片总数的计算公式为:刀片总数=60T·S·N。如果切削速度S的单位是m/min,刀盘的周长为C,单位为m,切削刀片总数的计算公式变换为60T·(S/C)·N。

2.3 切齿仿真方法[8]
在螺旋锥齿轮的切齿加工过程中,刀片在齿槽中运动并从齿坯上切除部分金属,而被切除的金属正是刀片与齿坯之间存在的重叠区域。切齿仿真过程中,在每一个切削时段,通过工件回转体与刀片回转体相减的布尔运算模拟切齿加工过程。在所有的切削时段完成以后,齿坯上留下的就是刀具切削刃的包络面,也就是加工出的工件齿面。
2.4 软件实现
采用Solidworks为开发平台,结合VC++语言进行二次开发。在VC++工程文件中建立齿坯、刀具及机床的特征参数,通过 Solidworks命令函数完成生成齿坯、刀具模型的创建,齿坯减刀具的布尔运算等操作。最后,在Solidworks环境中显示加工过程和加工结果。如图4所示为主动轮单面法加工仿真结果。该主动轮采取凹面、凸面两次加工成型,加工后的齿轮具有三维的齿面、齿根及过渡曲面。而且仿真齿面与实际齿面的刀纹是一致的。

3 齿面误差分析
仿真结果证实,刀片的断续加工是造成刀纹的原因,也是造成实际齿面与设计理论齿面不一致的主要原因之一。这种断续加工对齿面精度影响到什么程度,如何影响,需要进行齿面定量计算、测量来分析。通过对仿真齿面的误差分析可以获得齿面的误差大小,为生产企业选用什么样的切削速度进行切削加工提供参考。
3.1 仿真齿面误差的分析方法
确定仿真齿面误差的方法如下:
首先,求解理论方程,获得理论齿面的坐标值。根据加工过程的理论公式,共轭齿面方程为[9]

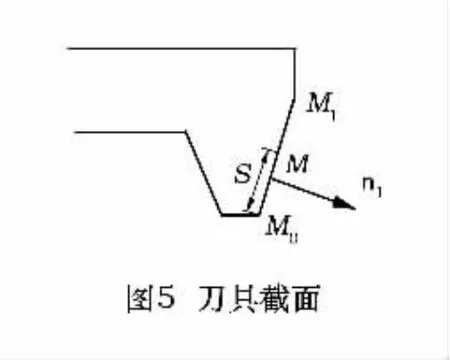
其中:角标2表示产形轮;角标1表示主动轮;s表示在刀盘截面上刀尖顶点 M0沿直线刃方向至任一点M的距离(图5);q为摇台摆角, 为刀盘由初始位置转动角度;n1为M点处法矢量,r1为位置矢量,n12为产形轮与工件的相对速度。该方程为非线性方程,在此采用matlab软件编程计算,选取恰当的s、q的取值可求出公式中的r1、n1,即可确定理论齿面的坐标值和法矢量。
其次,测量比较理论齿面与仿真齿面的偏差[10]。比较方法如图6所示,取一个理论坐标值,以点的方式记录P1,以此点为起点沿n1方向作直线终点为P2,该直线P1P2与齿面曲面相交于一点P3,比较 P1、P3的差值 Δr即为曲面坐标值偏差,记录所有差值,统计曲面偏差。
3.2 误差定量分析
外刀切削的凹面为主动轮的工作齿面,选择的螺旋锥齿轮加工主要参数如表1、表2、表3所示,重点对其进行了仿真和误差分析。


表1 外刀加工参数
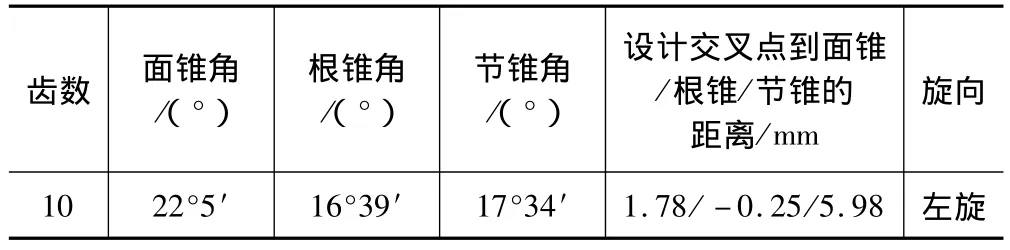
表2 小轮参数

表3 外刀盘参数
仿真后,根据以上方法测量多组对比点统计齿面偏差。统计后发现,齿面上的偏差随着离散的摇台角度的变化成呈类似于周期分布。在一个类似周期内,如图7所示,任取两个离散的相邻摇台角qa、qb间的切削齿面为一测量区间,假设刀片a与刀片b为相邻两片刀,刀片a退出切削的摇台角为qa,刀片b进入切削的摇台角为qb。在此区间内沿两个方向选取对比点与设计理论值相比较:

当s取值一定时,q取多组数值,其测量点沿齿面齿长方向分布(如图8所示)。摇台旋转到qa、qb时偏差几乎为0;越靠近qa或qb,偏差越小,摇台旋转到qa、qa中间时偏差最大,即刀纹Ca、Cb附近处偏差最大。

当q取值一定时,s取多组数值,其测量点沿刀纹方向分布。沿刀纹方向,齿根处偏差小,齿顶处偏差大。
对于整个凹面,切削仿真生成的凹面刀纹齿顶疏齿根密,小端刀纹密,大端刀纹疏。切削模型齿面刀纹稀疏处最大偏差较大,而且沿刀纹附近偏差较大。但是大端和小端偏差相差不明显。与凹面有所不同的是,凸面大端和小端偏差差别相当明显。比如,切削刀片总数为120刀时,小端偏差<2 μm,大端偏差可达30 ~40 μm。
以上对仿真齿面的统计与三坐标测量机测量的真实齿面以及经验数据是一致的,由此证明本文所采用的方法是正确的。
3.3 实例对比
刀片切削数量是齿面偏差的成因之一,也是加工效率的重要影响要素。采用同一机床,刀片数多,刀纹密,齿面偏差小,表面粗糙度值小,但是花费时间多,效率差;刀片数少,刀纹疏,齿面偏差大,到一定程度就会影响到齿面精度。由此采用仿真及误差分析的方法对切削速度的调整,使得在不影响齿面精度的前提下,选用最经济的转速成为可能。针对以上加工参数,选取不同加工刀片数,切削齿面的凹面偏差对比如表4。格里森公司根据实验确认:当两曲面之间的距离Δδ≤6.35 μm时,用红丹粉可以检查出齿面的接触印迹[9]。所以,对于本文所提供的实例,选取刀片总数为100~120这个区间的刀片总数是比较合理的,既不影响切削精度也不影响切削效率。

表4 凹面偏差对比
选用不同加工机床,以上述加工参数来加工齿轮,切削刀数量对比如下:
(1)以国内机床进行加工,选用12英寸刀盘,刀片数量20,切削速度50~60 m/min,单面切削每个齿每面切削时间40~60 s。经计算,单面切削一个齿切削的刀片数量约为70~125片,参照表4,齿面偏差可以接受。
(2)凤凰高速干切削机床,根据调整卡,刀盘转速113 r/min,刀片数量10,单面切削每个齿每面切削时间9.5 s。切削的刀片数量约为187片。
数据对比证实,如果选取较长的切削时间,国内所采用的切削速度不会影响齿面精度,可以获得与设计一致的接触区。只是相比于凤凰机床,国内机床切削速度慢,效率低,刀片间隔大会产生明显的刀纹,使得表面粗糙度值增大,增加了研齿的难度。根据以上分析,结合工程实践提出以下改进建议:
(1)根据刀片总数来判断切削精度,选取合理的切削时间和切削速度。国产机床精度差,可提高刀盘转速,降低摇台转速,以增加切削刀片的数量。该方法的弊端为增加了切削时间,降低了工作效率。凤凰机床可适当缩短切削时间,进一步提高工作效率。
(2)对于刀片总数过少的加工,达不到切削精度,可通过后一道工序如研齿、磨齿进行改进。
(3)推陈出新,发展高速干切削。加工相同精度的齿轮,高速干切削可以将加工效率提高2~5倍,而切削刀片总数多使高速干切削可以达到很光滑的切削表面,齿面粗糙度和精度可达到很高水平。相对于湿切削,高速干切削不但能够提高生产效率,而且大大减少了研齿的难度,值得推广。
4 结语
基于加工过程的螺旋锥齿轮仿真的实现以及齿面偏差的定量分析为以下工作的开展打下了良好的基础:
(1)得到能反映真实加工过程的齿面,通过参数调节可方便对螺旋锥齿轮的变性法、刀倾法的加工过程进行仿真,也可实现各种加工修正模型的构建。以此为基础可进一步开发TCA程序,实现齿面接触区修正,用于指导生产。
(2)定量分析了仿真齿面与设计齿面的偏差,通过增加切削刀片数,在计算机允许范围内,可以使仿真齿面最大限度地接近于设计齿面,有助于设计结果的检验,实现设计参数的优化。
(3)快速获得螺旋锥齿轮三维模型,并能使齿面、过渡曲面及齿根曲面通过一次建模同时得到,有助于有限元分析的开展,为真实齿面的LTCA研究创造条件[11,12]。
1 谢华锟译.螺旋锥齿轮的开发:用计算机技术淘汰试切法[J].工具展望,2006(4):14 ~16
2 王沉培,周云飞等.计算机辅助设计在准双曲面齿轮数控化加工中的应用[J].计算机辅助设计与图形学学报,2002,14(4):320 ~323,328
3 王延忠,阮德林,赵兴福等.螺旋锥齿轮离散齿面数字仿真加工方法研究[J].机床与液压,2007,35(2):24 ~26
4 李敬财,王太勇,何改云等.基于加工方法和啮合理论的螺旋锥齿轮精确实体造型[J].吉林工大学报,2008,38(6):1315 ~1319
5 于水琴,曾韬.数控螺旋锥齿轮磨齿机加工仿真系统的研究[J].机械制造,2008,46(3):5 ~7
6 李兆文,王勇,陈正洪.螺旋锥齿轮技术的研究现状[J].工具技术,2007,41(4)
7 北京齿轮厂.螺旋锥齿轮[M].北京:科学出版社,1974.
8 熊越东,王太勇,张威.螺旋锥齿轮数控铣齿加工过程几何仿真研究[J].机床与液压,2005(6):1 ~3,88
9 曾涛.螺旋锥齿轮设计与加工[M].哈尔滨:哈尔滨工业大学出版社,1989.
10 陈书涵,严宏志,明兴祖等.螺旋锥齿轮误差齿面及差曲面的建立与分析[J].中国机械工程,2008,19(18):2156 ~2161
11 Faydor L.Litvin,Alfonso Fuentes,Kenichi Hayasaka.Design,manufacture,stress analysis,and experimental tests of low - noise high endurance spiral bevel gears[J].Mechanism and Machine Theory.2006,4(1):83-l18
12 Qi Fan.Computerized Modeling and Simulation of Spiral Bevel and Hypoid Gears Manufactured by Gleason Face Hobbing Proces[sJ].Journal of Mechanical Design,2006,128(6):1315 -1327
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Computer Cutting Simulation and Deviation Analysis of Tooth Surface for Hgpoid Gears
HAN Jiaying①②,WANG Taiyong①,LI Qing①,LI Jingcai①
( Tianjin University,Tianjin 300072,CHN;②Tianjin University of Technology,Tianjin 300191,CHN)
Computer cutting process simulation of hgpoid gears( HFT )is applied for reducing the developing cycle and cost of hgpoid gears.Based on Solidworks development platform and the VBA programming language embedded in Solidworks,the three -dimensional driven gear model is created with true tooth surface.By comparing theoretical tooth surface with the cutted one,compute the deviation of tooth surface to achieve the surface roughness of gears in different cutting speeds.The result provides the reference for factories in choosing the cutting speed and supports the research on TCA,LTCA,etc.
Hypoid Gears;Computer Simulation;Deviation of Tooth Surface
*国家863项目(2006AA04Z146),(2007AA042005)和高等学校博士点专项科研基金(20060056016),天津市科技支撑计划重点项目(08ZCKFGX00900),天津市科技计划项目(08ZCKGX02300),禹州市钧瓷研究所项目(G208591)
韩佳颖,女,1979年生,博士研究生,从事齿轮数字化制造及机械自动化研究。
(编辑 谭弘颖) (
2009―06―09)
10136
猜你喜欢
装备制造技术(2020年4期)2020-12-25
重型机械(2020年3期)2020-08-24
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
北京汽车(2018年4期)2018-09-08
制造技术与机床(2017年3期)2017-06-23
数字技术与应用(2016年12期)2017-04-15
中国教育技术装备(2017年4期)2017-04-14
制造技术与机床(2017年12期)2017-02-02
