
钛合金激光快速成形工艺研究*
2010-09-11 09:12杨光刘伟军钦兰云于福鑫
制造技术与机床 2010年6期
杨光 刘伟军 王 维 钦兰云 于福鑫
(①中国科学院沈阳自动化研究所,辽宁沈阳 110016;
②中国科学院研究生院,北京 100039;
③沈阳航空航天大学航空制造工艺数字化国防重点学科实验室,辽宁沈阳 110136)
钛合金激光快速成形工艺研究*
杨光①②③刘伟军①王 维③钦兰云③于福鑫③
(①中国科学院沈阳自动化研究所,辽宁沈阳 110016;
②中国科学院研究生院,北京 100039;
③沈阳航空航天大学航空制造工艺数字化国防重点学科实验室,辽宁沈阳 110136)
通过大量实验总结工艺参数,特别是激光功率、扫描速度和送粉速率对激光快速成形钛合金件表面质量影响的规律。综合比能量和粉流密度之间关系,得出激光快速成形工艺参数带;通过查询此参数图表,可快速确定激光快速成形工艺参数。
激光快速成形 钛合金 比能量 粉流密度 工艺参数带
* 航空科学基金资助(2007ZE540061)
钛合金作为一种优良的结构材料,在飞机上的用量越来越大。但高昂的加工成本,越来越长的交货期,限制了其应用范围。寻求一种新的加工方法是厂商和用户的共同追求[1]。快速成形利用“离散+堆积”的增材制造思想,将“材料设计与制备”与“近净成形”有机融为一体,是一种先进、低成本、数字化快速制造技术[2-3],满足钛合金加工的要求,有望成为开拓钛合金应用深度和广度的新加工方法。
激光快速成形所涉及到参数包括:设备参数、材料参数、环境参数和工艺参数等。设备参数主要指激光器的最大输出功率,工作台行程及速度等;材料参数主要指材料的热导率、膨胀系数等;环境参数是预热温度及成形后的冷却速度等;工艺参数包括激光功率、扫描速度、送粉速率等;而在设备、成形材料一定的情况下,成形质量只与工艺参数有关。本文通过大量实验分析激光快速成形工艺参数对钛合金成形件表面质量的影响,得出用于钛合金激光快速成形的工艺参数带,以期推动这项技术的发展。
1 实验材料及方法
1.1基材及粉末成分
实验用基材为TC4合金(Ti6Al4V)。其化学成分如表1所示[4]。实验样品的尺寸为50 mm×30 mm×5 mm,实验前用砂纸打磨掉氧化层,用丙酮清洗,去除表面油污及杂质[5]。

表1 TC4合金成分(wt%)
激光快速成形用合金粉末为 TC4粉,纯度为99%,粒度为200目。将基板和混合好的粉末在真空干燥机中、150℃条件下干燥10 h。
1.2 实验设备及参数
试验采用自制的激光快速成形系统,该系统结构示意图如图1所示,由激光器及光路系统(CO2横流激光器,飞行光路,透射聚焦,焦距f=300 mm),惰性气体动态保护箱及真空获得系统(真空可达10-2Pa,充氩气,纯度99.99%),三维工作台及控制系统,送粉系统(载气式送粉器及同轴送粉嘴),预热装置等几部分组成,整个系统由计算机集成控制。

2 工艺参数对成形质量影响分析
2.1 激光功率对熔覆层质量的影响
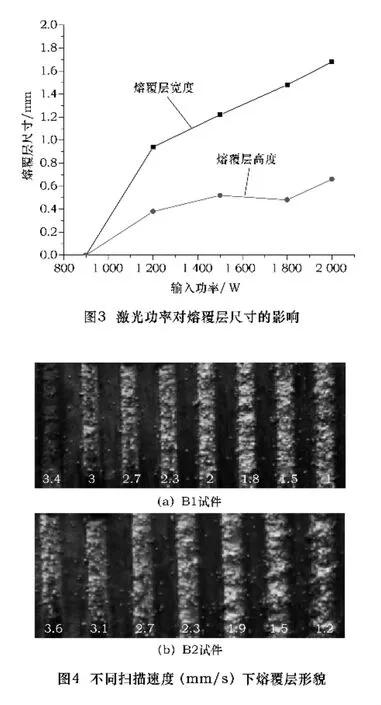
在钛合金激光快速成形的过程中,激光为熔化基材和金属粉末提供能量。激光功率的改变,直接影响到单位面积上激光辐照能量的大小,从而影响成形质量。图2所示为不同激光功率下单道成形实验,工艺参数如表2所示。从熔覆层形貌来看,在激光功率为900 W时,没有形成熔覆层,表面只有少量粉末熔化,球化现象严重。而当激光功率在1 200 W以上时形成了连续的熔覆层,熔覆层表面均有少量粉末粘附。如图3所示为激光功率对熔覆尺寸影响情况,在光斑大小、扫描速度、送粉率一定时,熔覆层的宽度和高度随激光功率的增大而增加,相对熔覆层宽度而言,熔覆层高度随激光功率的变化程度较小。

表2 不同激光功率下单道熔覆实验参数

2.2 扫描速度对熔覆层质量的影响
在金属粉末激光快速成形的过程中,当其他工艺参数不变而改变扫描速度时会影响激光与材料相互作用时间,同时会影响单位距离内进入熔池的粉末量。实验参数如表3所示。图4为不同扫描速度下熔覆层形貌,从图中可以看出较高的扫描速度不能形成稳定的熔池,如图4a中扫描速度为3.4 mm/s时熔覆层不连续。当速度过低时,单位时间内输入的粉末量增大,表现出成形的不均匀性。
表3 不同扫描速度下单道熔覆实验参数
如图5所示为送粉率不变时,熔覆层宽度和高度在不同激光功率下随扫描速度变化的曲线。从图中可以看出,当送粉率不变,在一定的激光功率下,熔覆层的宽度和高度随扫描速度的提高而减小;在一定的扫描速度下,熔覆层的宽度和高度随激光功率的增大而增加。从熔覆宽度来看,在扫描速度较低时,激光与材料相互作用时间较长,相对高速扫描基材会吸收更多的热量,热量通过热传导方式,沿宽度方向传递,相当于使激光光斑的有效直径增大,所以熔覆层宽度会随扫描速度的降低而增大,而当扫描速度提高时,激光与基体相互作用时间减少,导致热量沿宽度方向传递减少,使熔覆层宽度减小。

2.3 送粉速率对熔覆层质量的影响
送粉率一方面影响粉末的注入量,另一方面会影响激光与基材的相互作用。在激光功率密度和扫描速度一定的情况下,送粉率的增加,一者使单位时间内进入熔池的粉末量增多,因此会增加熔覆层的整体尺寸;二者,送粉率的增加会降低作用到基体上的激光能量,这对熔池的形成和熔化更多的金属粉末是不利的,两者是相互影响的。如图6为不同送粉速率下熔覆层形貌,实验参数如表4所示。
表4 不同送粉率下单道熔覆实验参数
如图7所示,为单层熔覆宽度和高度在不同工艺条件下随送粉率变化的曲线。从图中可以看出,熔覆层高度随送粉率的增加而增大,而熔覆层宽度随送粉率的变化不明显。但在实际加工过程中,由于条件的不同,两者影响的大小不同,当激光功率密度较大送粉率较小的情况下,送粉率的变化对激光的反射和吸收较小,其对粉末注入量的影响占主要地位;当激光功率密度较小而送粉率较大的情况下,此时粉末对激光的反射和吸收就不能忽略,因为激光功率本身就处在形成熔池的最低条件附近,粉末的增加会进一步降低注入到基材的激光能量而影响其熔化更多金属粉末的能力。

3 工艺参数对成形件宏观质量的影响规律
激光快速成形过程中,工艺参数的变化会不同程度地影响成形件的宏观质量。通过在不同工艺参数条件下的金属粉末激光快速成形实验,在考察激光功率、扫描速度、送粉率几个工艺参数表明,激光功率决定了是否产生熔覆层,即是否有冶金结合和是否有连续熔覆层;而扫描速度、送粉率有效熔覆的基础上,对熔覆层的尺寸产生影响。
研究加工工艺参数对成形件宏观质量影响的目的,是通过宏观质量评价,来选取工艺参数的组合范围。从前面的分析知道,金属粉末激光快速成形的过程中,所有的工艺参数都会对成形质量产生影响,单独一个参数并不能决定成形件的质量,仅靠一个参数的研究不能有效地得到钛合金激光快速成形的工艺范围。所以这里引入两个参数,一个是比能量(Especific)Es,另一个是粉流密度(Gpowder)Gp,它们的定义如式(1)和(2)所示。

其中:P为激光功率,D为光斑直径,U为扫描速度,m为送粉率。这两个组合参数将激光功率、光斑直径、扫描速度和送粉率综合起来,它们共同作用,对熔覆有效率和熔覆质量产生影响[6-7]。

如图8所示,以粉流密度为横坐标,以比能量为纵坐标,于实验结果中,将表面质量较好的试件所对的比能量和粉流密度值的交点绘于图中,得到比能量、粉流密度和激光快速成形表面质量的关系图。可以看出较高成形质量工艺参数呈带状分布,而且比能量与粉流密度有线性趋势关系。
4 结语
在焦距及焦斑一定的情况下,激光功率是决定快速成形连续稳定进行的主要参数,它与其他参数特别是扫描速度和送粉率综合影响快速成形表面质量。用比能量、粉流密度表征激光快速成形表面质量得到工艺参数呈带状分布且比能量与粉流密度有线性分布关系。
[1]薛蕾,陈静,张凤英.飞机用钛合金零件的激光快速修复[J].稀有金属材料与工程,2006,35(11):1817 -1821.
[2]王华明,张凌云,李安.先进材料与高性能零件快速凝固激光加工研究进展[J].世界科技研究与发展,2004,26(3):27 -31.
[3]昝林,陈静,林鑫.激光快速成形TC21钛合金沉积态组织研究[J].稀有金属材料与工程,2007,36(4):612 -616.
[4]武万良,黄文荣,杨德庄,等.Ti6Al4V激光熔覆材料合金体系与熔覆工艺研究[J].材料与表面处理,2003,(9):41 -43.
[5]张多,杨玉玲,尚野.激光熔覆Ti/C混合粉末的工艺研究[J].激光与红外,2008,38(8)762 -765.
[6]姜淑娟,刘伟军.金属粉末激光成形过程中的闭环控制研究[C].2007中国仪器仪表与测控技术交流大会论文集(二),2007.
[7]Xinwei Wu,Beidi Zhu,Xiaoyan Zeng,et.al.Critical state of laser cladding with powder auto-feeding[J].Surface and Coatings Technology,1996(79):200 -204.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Research on Process of Titanium Alloy Laser Rapid Prototyping
YANG Guang①②③,LIU Weijun①,WANG Wei③,QIN Lanyun③,YU Fuxin③
(①Shenyang Institute of Automation,Chinese Academy of Sciences,Shenyang 110016,CHN;
②Graduate School of Chinese Academy of Sciences,Beijing 100039,CHN;
③Shenyang University of Aeronautics&Astronautics,Shenyang 110136,CHN)
This paper summarizes the rule on laser figuration Titanium alloy surface quality by technics parameters through a large of experiments,especially the laser power,scanning veloctiy and powder feed rate.The process parameters band was promoted by synthesizing the relation of specific energy and powder density.And the laser rapid prototyping process parameters of titanium alloy can be got easily from this parameters chart.
Laser Rapid Prototyping;Titanium Alloy;Specific Energy;Powder Density;Process Parameter Band
杨光,男,1978年生,博士生,讲师,主要研究方向:激光快速成形,CAD/CAM。
p
2010-03-08)
10621
猜你喜欢
山东陶瓷(2021年5期)2022-01-17
矿冶工程(2021年6期)2022-01-06
陶瓷学报(2021年1期)2021-04-13
石材(2020年11期)2021-01-08
航空发动机(2020年3期)2020-07-24
热喷涂技术(2019年3期)2019-11-14
中国自行车(2018年8期)2018-09-26
中成药(2018年1期)2018-02-02
制造技术与机床(2017年3期)2017-06-23
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
