镀锌黑色钝化
2010-09-08 12:42奚兵
电镀与环保 2010年5期
奚 兵
(常州市荆川里小区12丙201,江苏常州213015)
镀锌黑色钝化
奚 兵
(常州市荆川里小区12丙201,江苏常州213015)
0 前言
镀锌层的黑色铬酸盐钝化处理是在铬酸盐钝化液中加入铜离子或银离子,从而获得耐蚀性优良,且较厚的黑色钝化膜。它主要依赖铬酸与锌层、铜或银的氧化还原反应形成胶状的锌酸盐膜,吸附金属铜、银等胶状微粒。因此,其钝化膜耐蚀性强,具有均匀乌黑的装饰外观和良好的结合力。
1 工艺流程

2 钝化液组成
2.1 配方1
铬酐 15~30 g/L硫酸铜 30~50 g/L甲酸钠 20~30 g/L醋酸 70~120 mL/L表面活性剂 微量p H值 2~3 θ 10~35℃
2.2 配方2
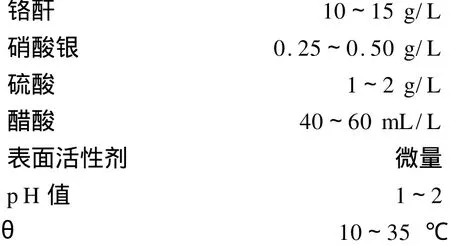
3 工艺说明
3.1 溶液组成
(1)铬酐
钝化液中铬酐是主要成膜物质。新配的钝化液中需加入质量浓度为1~2 g/L的锌粉或硫酸亚铁(也可加些旧钝化液)作为还原剂,使部分六件铬还原成三价铬。这样才能使部分铜离子或银离子生成黑色氧化铜或氧化银,从而使钝化膜呈黑色的光亮外观。因此,钝化液中铬酐的质量浓度对钝化膜的黑度、耐蚀性和结合力都有很大影响。如果铬酐的质量浓度过高,钝化膜呈草绿色;过低,则为灰色。
(2)硫酸铜、硝酸银
钝化液中硫酸铜和硝酸银是镀锌层黑色钝化的发黑剂。钝化过程中随着铜离子、银离子的质量浓度的变化而影响钝化膜质量。其质量浓度过高,钝化膜疏松、结合力差;过低,则产生黄、绿色膜层。
(3)甲酸钠
钝化液中甲酸钠是活性剂,在黑色钝化液中起着加速成膜和增厚作用。其质量浓度影响钝化膜的黑度和结合力。其质量浓度过高,钝化膜疏松、结合力差;过低,则易出现草绿色膜层。
(4)硫酸
钝化液中硫酸既是催化剂,又是p H值调节剂,其作用与甲酸钠的相似,有加速成膜的作用;但其质量浓度应与铬酐的质量浓度相匹配。硫酸的质量浓度过高,会加快钝化膜的溶解,降低成膜速率;过低,则使钝化膜黑度变浅。
(5)醋酸
钝化液中醋酸为缓冲剂,主要起稳定钝化液p H值的作用,对钝化膜色泽也有影响。其质量浓度过高,会使钝化膜呈黄、绿色;过低,则使膜层发花。
(6)表面活性剂
经过智能路灯现场调测经验,无线侧的参数配置建议如下表所示。主要包括三大类:第一类保证3GPP协议兼容开关根据对应终端关系匹配打开,保证智能路灯可正常接入;第二类backoff开关,使得路灯接入随机化,避免空口资源拥塞;第三类主要为定时器类优化参数,保证接入性能最优。
钝化液中加入少许表面活性剂,可以改善钝化液的性能,有助于提高膜层的黑度和光亮度。
3.2 工艺参数
(1)p H值
钝化液的p H值必须严格控制在工艺范围内。由于钝化时溶液中的 H+的消耗,使p H值不断上升。当p H值过高时,溶液就不稳定,一般膜发暗不亮,成膜速率慢;p H值过低,则锌层溶解过快,钝化膜不牢。因此,在钝化过程中需经常对p H值进行测试并加以调整。
(2)温度
钝化液温度应控制在10~35℃之间。一般溶液温度越高成膜速率越快,但温度过高,钝化膜则疏松、易脱落;过低时,成膜慢,膜层薄。冬季在开缸前可适当加些热水,使钝化液温度上升至10℃以上开始钝化为宜。
3.3 操作方法
(1)时间
(2)动作
工件下槽钝化的动作不要重力碰撞,只许轻轻抖动,以保证成膜的均匀度。同时,在工件表面膜层未干之前也要特别小心,应该轻拿轻放,避免造成掉膜现象。
(3)出槽
经钝化出槽的工件不要立即水洗,应该在槽上停留5~10 s,使其表面残液流回槽中,以减少溶液的带出量,并有利于膜的进一步形成和增厚。而含银钝化液需在空气中停留10~15 s。
(4)脱水
钝化件经水洗后迅速用热风吹干,不能用热水洗,否则,钝化膜表面易产生干燥污点。解决方法是:钝化、水洗后,可以先在质量分数为2 g/L的铬酐水溶液中浸泡,然后干燥,这样就不会出现污点。尽量不让水迹在膜层上停留时间太长,也可使用脱水防锈剂处理,以保证黑色钝化膜色泽均匀、一致。
(5)烘干
刚钝化好的膜层柔软,易擦掉。所以,必须加热使之变硬,成为憎水性、耐蚀的膜层。但必须将温度控制在50~60℃之间,烘干5~10 m in,不得超过70℃,否则,钝化膜会发黄、发花甚至开裂,造成不必要的返工。如果温度过低或仅在太阳下晾干,不但膜层软,而且易变色。
(6)罩漆
为了进一步提高镀锌产品黑色钝化膜的耐蚀性、耐磨性和光泽性,最后应该在其表面涂覆一层透明的有机膜(如丙烯酸清漆),从而起到固化和保护作用。
4 结语
上述两种钝化液成本相当,钝化膜质量也差不多,操作维护较简单,用水条件宽。只要镀锌层自身质量尚好(表面平整、光滑、细致、结合力好,且镀层厚度在8μm以上),就能得到均匀、光亮且耐蚀性、耐磨性和结合力好的黑色钝化膜。但由于本工艺仍采用含铬钝化液,不环保,所以需要妥善处理含铬废水。
book=43,ebook=25
TG 174
B
1000-4742(2010)05-0043-02
2010-03-12
猜你喜欢
大电机技术(2022年4期)2022-08-30
水利技术监督(2022年6期)2022-06-01
农业装备与车辆工程(2021年9期)2021-10-04
设备管理与维修(2021年7期)2021-06-18
科技视界(2021年3期)2021-02-02
实用药物与临床(2021年3期)2021-01-08
山东化工(2018年19期)2018-10-29
山东工业技术(2017年14期)2017-07-18
现代检验医学杂志(2014年1期)2014-02-06
中国实用医药(2012年36期)2012-10-26