
蒸汽煅烧炉挡轮轴堆焊修复
2010-09-08 06:03张占德卢玉澎
纯碱工业 2010年4期
张占德,卢玉澎,杨 磊
(唐山三友化工股份公司 制修分公司,河北 唐山 063305)
蒸汽煅烧炉挡轮轴堆焊修复
张占德,卢玉澎,杨 磊
(唐山三友化工股份公司 制修分公司,河北 唐山 063305)
通过45钢的焊接性能分析,制定了合理的焊接工艺,成功地堆焊修复了蒸汽煅烧炉挡轮轴。
挡轮轴;堆焊修复
1 概 况
挡轮是蒸汽煅烧炉系统中的一个重要部件,位于固定端滚圈的前后侧面。挡轮轴长期承受弯矩和转矩,轴颈及轴肩严重磨损,表面出现剥落、凹坑,局部存在条形沟槽刮痕,严重影响生产使用,决定对其进行修复。图1为挡轮结构图。
挡轮轴长693.5 mm,重231 kg,轴颈及轴心处有直径8 mm油孔(见图2)。修复方案分为两步:首先对其磨损的轴颈(φ200)、轴肩(φ220)表面进行堆焊,再通过机械加工的方式恢复其形状尺寸及表面精度,从而达到设计、使用要求。
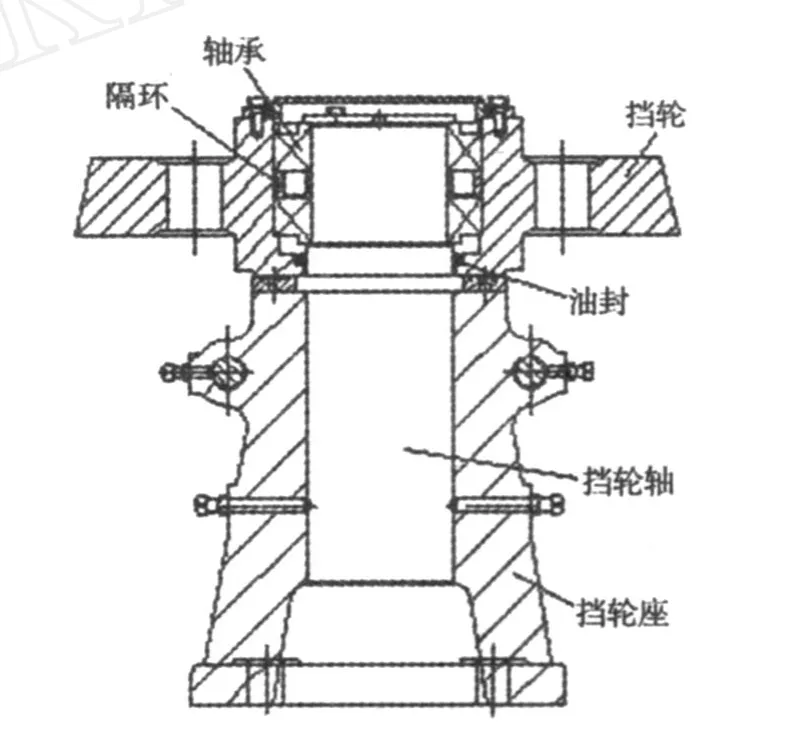
图1 挡轮结构图
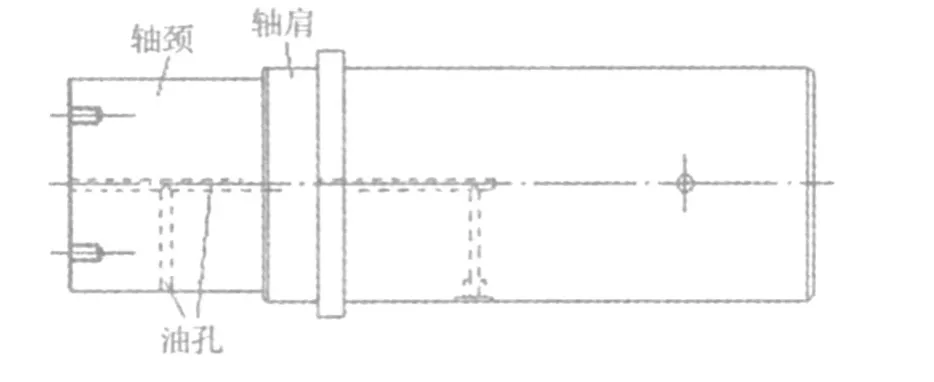
图2 挡轮轴简图
2 挡轮轴材质焊接性能分析
挡轮轴材质为45钢,属于中碳钢,经正火处理。其化学成分及机械性能如表1所示:

表1 45钢化学成分及机械性能
根据碳钢常用的碳当量计算公式:
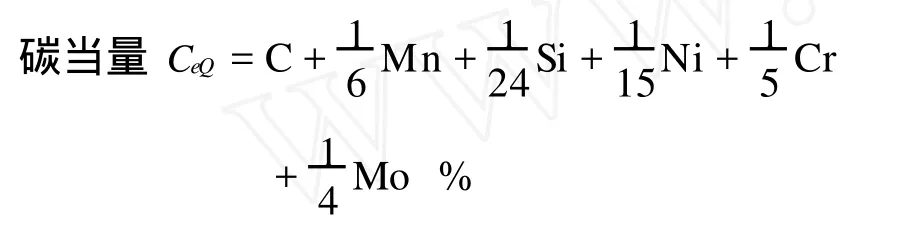
可计算出45钢的碳当量:

由计算结果可知45钢含碳量高,淬硬倾向大,焊接性能差。焊接时主要问题有:
1)容易在焊缝中产生气孔和热裂纹:焊接时,相当数量母材会熔化进入焊缝,使其含碳量增高,凝固温度区间增加,偏析现象随之增大,产生热裂纹的倾向也增大。由于焊缝金属含碳量较大,产生CO气孔的可能性也增大。
2)容易在热影响区产生冷裂纹:45钢焊接时,在热影响区产生塑性很低的淬硬组织,碳当量越高,淬硬倾向越大,当零件厚度、刚性较大时,在热影响区易产生冷裂纹,当焊缝金属含碳量较高时,也可能产生冷裂纹。
针对以上分析结果,在制定焊接工艺时,必须考虑合理的焊前预热温度、方法,尽量防止金属元素的渗透稀释,保证堆焊质量。
3 焊接工艺的制定、实施
3.1 焊接方法及焊接材料的选择
选择焊接方法的原则是减小输入热量,减少母材金属熔入量,根据车间实际情况,选用手工电弧焊,其特点是操作方便、灵活,不受工件形状及焊接位置的限制,容易控制较小的熔合比。
焊接材料选用J507碳钢焊条,主要考虑到提高抗裂性以及与母材金属的等强性两点。J507属于低氢钠型碱性焊条,抗冷冽和抗热裂性能较好,焊缝金属的力学性能符合等强度要求,可以达到理想的焊接效果,其化学成分及焊缝金属机械性能如表2所示。
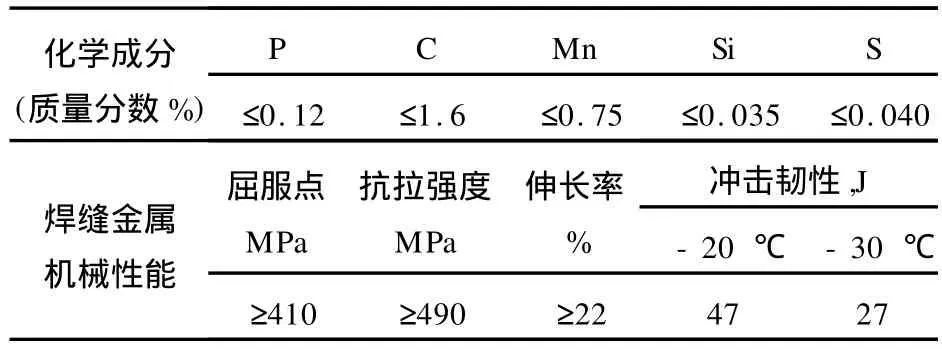
表2 J507焊条主要化学成分及焊缝金属机械性能
3.2 焊接工艺参数
焊接方法为对称平行式焊接,分两层堆焊;第一层输入较小线能量,尽量防止金属元素的渗透稀释,具体工艺参数如表3所示。
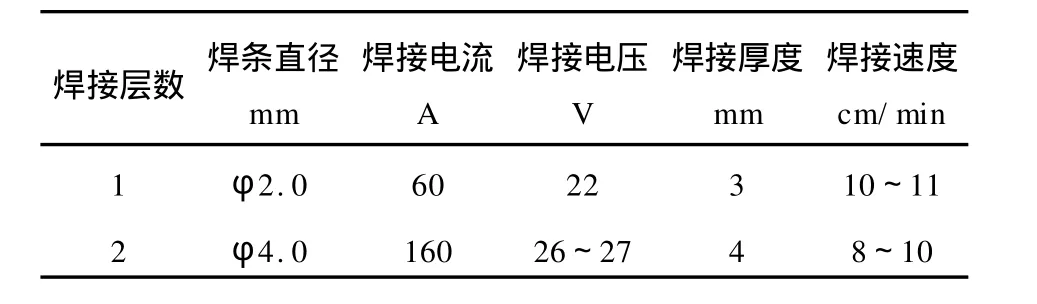
表3 挡轮轴堆焊焊接工艺参数
3.3 实施方法
1)焊前准备
首先用汽油、丙酮等溶剂清除挡轮轴表面的油污、锈迹,检查处理剥落、刮痕等缺陷(可以使用碳弧气刨将磨损处碎铁屑清除干净)。用炭棒填塞油孔,用湿布将堆焊邻近部位表面包好防止飞溅,将工件用V型铁支撑,水平放置。
2)预热
用氧—乙炔焰对施焊部位进行预热,预热温度200℃,时间1~1.5 h。
3)焊接
将挡轮轴沿周向均分为8等分,按顺序对称焊接,采用直流反接电源,小电流、快焊速。直线焊不超过40 mm,前后焊道以重叠1/3~1/2为宜,施焊方式及顺序如图3所示,施焊过程中,不允许在轴面上引弧,每次熄弧后,必须彻底清除焊渣,并用小锤敲击焊缝,消除焊接应力,待工件冷却到<30℃时再施焊;在保留2~3 mm加工余量的基础上焊接层厚度应达到6~8 mm。
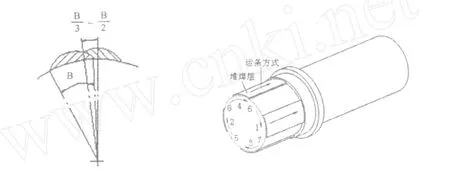
图3 对称平行式堆焊方法
4 检 验
挡轮轴焊接完毕,整体冷却至常温,对轴颈、轴肩等焊接部位进行宏观检验。检验中发现母材与堆焊层金属结合良好,焊层表面无裂纹、剥离。去除填充碳棒,按设计要对挡轮轴进行机械加工,车削过程中未发现堆焊层存在夹渣、气孔、裂纹等缺陷,完全满足使用要求。
5 结 论
1)挡轮轴的堆焊修复部位在轴端,削弱了焊接过程中的焊接应力与焊接变形;通过减小输入热量(小电流焊接),在轴的完好部位包裹湿布降温的方法,进一步防止了轴的整体性退火,投入使用后效果良好。
2)堆焊后的挡轮轴至少能使用一个大修期,有的寿命更长,修复成本也远低于新品的购置费用,达到了修旧利废、节约成本的目的,值得在以后的工作中进一步推广。
[1] 刘家发.焊工手册—手工焊接与切割[M].北京:机械工业出版社,308~310
[2] 陈祝年.焊接工程师手册[M].北京:机械工业出版社, 1199~1202
[3] 国家机械工业委员会.焊接材料产品样本[M].北京:机械工业出版社,122~123
TQ 114.15
B
1005-8370(2010)04—35—03
2010-04-16
张占德(1983—),2007年毕业于河北科技大学过程装备与控制工程专业,现任唐山三友化工股份公司制修分公司技术员,助理工程师。
猜你喜欢
中小企业管理与科技(2019年34期)2019-12-23
中学科技(2018年9期)2018-12-19
制造技术与机床(2018年10期)2018-10-13
柴油机设计与制造(2018年3期)2018-10-13
浙江工业大学学报(2017年5期)2018-01-22
核技术(2016年4期)2016-08-22
柴油机设计与制造(2015年3期)2015-12-05
装备制造技术(2015年11期)2015-11-30
科技与创新(2015年15期)2015-08-04
锻压装备与制造技术(2015年2期)2015-06-26
