
从批次追溯到单件追溯:产品可追溯系统升级方案探讨
2010-08-02 08:13朱铁
上海电气技术 2010年2期
朱 铁
(上海交通大学,上海200030)
由“踏板门”事件引起的丰田汽车召回浪潮使人们对于汽车安全的关注空前强烈,也使得“召回”成了当下流行语之一。本文将要讨论的是有关“召回”制度的基础——产品可追溯性的话题。当一个汽车生产企业发现已经销售到市场上的汽车出现质量问题而需要召回时,正是凭借生产过程中建立起来的可以追溯的信息将问题汽车一一召回进行维修或零配件更换的。这种追溯不仅仅限于汽车总装厂,而是贯穿汽车行业的整个供应链的[1]。因此,拥有适当的产品可追溯性系统,是处于汽车产业供应链上的零配件制造商的必备条件之一。2007年,T公司在为欧洲某著名汽车制造商B集团开发车载显示器产品时,就遇到了这方面的挑战。
1 T公司概况和面临的挑战
T公司是一家以液晶显示器为主营业务的生产企业,其生产能力覆盖了从面板制造到零配件组装的全部显示器模组生产工艺。在2007年之前,手机显示器占T公司出货总量的90%以上,少部分的车载显示器也是出货给汽车总装厂的 1级供应商(Tier 1 Supp lier),显示器被安装在某个汽车部件(如车载音响或仪表盘)上,然后再出货给总装厂,所以从整个供应链上讲,T公司是2级甚至是3级供应商。因此,T公司的产品可追溯系统是基于生产手机显示器的大批量生产、批次(lot)追溯的需求而设计建立的。在这样的系统中生产过程中的信息都是针对整个批次进行记录的,一个批次所包括的产品数量在400~2 000。
在流水生产线上,产品依次通过各个工站,当一个批次的所有产品都完成了某个工站的加工工作时,该批次产品在该工站的加工信息就应被采集。如图1所示,lot A中最后一件产品A 1经过了工站1,此时工站1的操作员通过无线扫描枪采集lot A的在工站1的加工信息,包括操作员工号、加工设备编号和所使用的原材料的批号(lot ID)等。显然,如果在一个批次产品生产的过程中,所有相关信息都保持一致,信息的记录对该批次中的每件产品都有效;而如果在生产过程中某个信息发生了变化,如当同一个批次产品的生产还未结束时,所使用的原材料批号发生了变更,则系统只能记录这个批次产品使用了2个不同批次的原材料和相应批号,但无法精确记录某件产品具体使用的是哪个批号的原材料。虽然这个系统不尽完善,但它能够满足手机显示器生产的要求,同样能够满足T公司作为汽车零配件2级、3级供应商的要求。

图1 批次追溯信息采集模型
2007年,B集团与T公司洽谈合作事宜,要求T公司为其将在2009年正式投产的新车开发车载信息显示中心。B集团明确提出要求,要使用一条专门的生产线为其生产,同时要满足在此生产线能混合生产2个不同尺寸4种型号共8个系列的产品。同时,此产品将在T公司直接装配好与仪表盘的接口部分,如果开发成功,T公司将首次作为1级供应商直接出货给B集团的汽车总装厂。
B集团在世界汽车行业的地位举足轻重,在欧洲更是处于领导地位。如果此项目能够洽谈成功并最终顺利投产,其他欧洲汽车公司将会不请自来,T公司也将一跃成为1级汽车零部件供应商。前景虽然美好,但面临的困难也是巨大的,其中之一就是要对产品可追溯系统进行升级——从目前的批次追溯升级到单件追溯,也就是操作员每次完成一件产品的加工后都需要把该工站上的加工信息采集到系统中,如图2所示。实现单件追溯后,对于出货的每一件产品,T公司均能通过该产品的唯一身份标志追溯到该产品生产过程中所涉及的有关材料、设备、工艺和生产员工等全部信息。
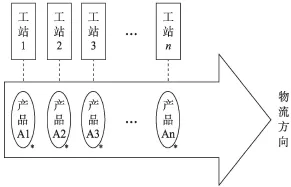
图2 单件追溯信息采集模型
2 可追溯系统升级方案
在可追溯系统的升级过程中,可能涉及T公司信息系统主要有2个,一个是基于SUN Unix(美国SUN公司持有版权的操作系统)平台开发的生产相关物料信息管理系统MFG(Manufacturing),是T公司物料需求计划(M aterial Requirement Planning,MRP)系统的核心;另一个是基于W indow s(美国微软公司持有版权的操作系统)平台开发的生产线信息管理系统SFC(Shop Floor Control),主要用于即时收集生产相关信息(包括物料耗用信息)。二者中直接面向生产线的是SFC系统,生产线通过无线扫描枪即时扫描生产相关信息并发送给SFC,SFC系统整合并存储数据的同时,定期将有关物料耗用的信息打包传送给M FG系统。由此可见,SFC系统是T公司实现产品可追溯性的关键,产品生产相关信息的采集都是通过这个系统实现的。但在升级该系统的同时,必须兼顾SFC和M FG两个系统的信息交换问题,为此先后考虑过3种解决方案。
2.1 每件产品单独作为一个批次
前面提到过,T公司是以批次为单位记录产品信息的。为了准确记录每件产品的相关信息,一个容易想到的方案就是维持所有操作方式不变,只需将每个批次所包括的产品数量由介于400~2 000直接减少为1就可。此种做法看上去对原有系统冲击最小,而且可以达到系统升级的目的。在与B集团合作项目研发的最初几个月采用的就是这种做法。
但随着项目的不断进行,样品生产的数量逐渐增加,这一做法的弊端也慢慢显现了出来。首先是批号资源的问题。每个批次的产品都有一个特定的编号,即批号。T公司的批号是M FG系统根据工单自动分配的,是SFC和M FG两个系统交换信息的桥梁。现有的批号是一个包括1个字母和7个数字的字符串,受批号命名规则的限制,每个生产周最多可以有10 000个不同的批号。如果为B集团生产的每件产品都占有1个批号的话,根据B集团给出的该产品的市场预测,仅此产品的生产每周就将占用5 000个批号,这将造成其他产品无批号可用的局面。同时,这种做法也将导致系统需要处理的数据量是原来的400倍以上,虽然SFC系统可以应对,通过硬件升级MFG也可以满足要求,但整个系统运行的速度和稳定性将会受到影响。
2.2 采用虚拟批号
针对批号资源不足的问题有2种应对策略,一种是改变批号命名规则使其扩容,一种是采用虚拟批号。
要使批号扩容,增加批号的位数或者在不增加位数的前提下允许使用更多的字母都是可以考虑的。不过这个做法的实质与2.1中所述的方法相同,仍然是每件产品单独占用1个批号,所以也会使系统需要处理的信息量大幅增加。另外更加重要的是,批号在一个企业的MRP系统中的地位是举足轻重的,它的命名规则的改变涉及到其他若干相关系统的改变,所需投入的人力、物力和产生的影响都难以估量;在本案例中,还涉及到的一个问题是T公司的M FG系统是10年前开发的,已经无法找到原来负责开发该系统的供应商来进行系统升级,而任何企业都不愿意承受重新找一个供应商来做这一工作所带来的风险,所以增加批号容量这条路并不可行。
而所谓采用虚拟批号,是指在生产过程中维持现有的批次数量(400~2 000)不变,同时为每件产品配置一个虚拟的号码作为生产信息采集的媒介,也就是在采集信息的时候让虚拟号码充当批次号码的作用,让一件产品的所有生产信息与此号码挂钩,再将此号码与该产品所属的批次号码挂钩,这样,一个完整的追溯链就建立起来了。因为所有的生产信息采集均在SFC系统中完成,所以这个虚拟的号码只在SFC中使用,SFC在向M FG打包传送物料消耗信息之前,需要将整个批次中每件产品的信息汇总在一起,最后以批号的名义一次性发送出去。这样的处理过程能够满足可追溯性系统的升级需求,同时避免了目前MFG系统的限制,对系统软、硬件升级的要求大大降低了。
2.3 建立独立的信息记录系统
当然,另外一个可以考虑的解决方案就是针对客户单件追溯的特殊需求,建立一个独立的信息记录系统。这样做最大的好处在于没有原有系统的种种限制,可以完全根据客户的要求重新设计,同时可以利用这个机会总结原有系统使用过程中发现的问题,使得新的系统更加完善。如果企业当前的信息系统与新的要求相距甚远,无法通过升级来满足要求,这种做法可能是唯一的选择。
重新建立一个系统的投入显然是巨大的,无论是资金成本还是人力资源。另外,需要注意的是即使只准备将新的系统应用于部分有此需求的产品,不考虑用新的系统完全替代原系统,新系统与相关系统的衔接仍然是需要考虑的重点,例如前文中提到的向M FG系统传送数据的问题。
3 系统升级的实施
经过对客户需求和现有系统的仔细分析和研究,T公司最终决定采用虚拟批号的处理方式。图3为升级后的生产信息采集系统工作原理示意图。

图3 升级后生产信息采集系统工作原理示意图
由图3中可见,每个工站上都设有一个数据采集终端(Data Collection Terminal,DCT),每个终端的串行通信协议(Universal Serial Bus,USB)端口上连接了一把扫描枪,产品按照工艺流程依次经过每一个工站时,该工站的操作人员扫描贴附在该产品上面的条形码得到该产品的虚拟批号,之后再利用扫描或键盘输入的方式采集物料和工艺参数等信息,完成一件产品的信息收集工作,如图4所示。一件产品的信息采集完成后,DCT便将该组信息传送到信息接收终端,编译后汇总到DCT服务器,此时便可以通过实时追踪客户端程序监控生产的进行了。当然,服务器同时会将信息存入数据库、也会定期将已经完成整个批次生产的产品信息打包发送给MFG系统。

图4 操作员正在手持产品进行信息采集
这个过程中有2个问题需要说明。
(1)虚拟批号的引入。在改进后的SFC系统中,虚拟批号扮演了原来批次号码的重要角色,那么虚拟批号应该如何编制呢?理论上说,这个号码可以简单地采用流水号的方式编制,只要在这些流水号与批号之间建立起对应关系、满足可追溯的要求就可以了。在此项目的实际操作过程中,T公司的供应商在制造显示器基板过程中会利用激光刻蚀的手段在每一块基板上刻蚀出一个10位的二维码,二维码与产品是一一对应关系,且永远不会重复,故可以直接利用这个10位编码作为虚拟批号,同一个号码可以直接追溯到前道工艺产品的可追溯性大大加强了。最终出货时,此编码一般以条形码或二维码的形式打印成品标签上,作为追溯的依据。至于虚拟批号与批号之间关系的建立是在引入虚拟编号的工站直接利用该工站的DCT完成的,这项工作称为批次拆解(Lot Sp lit)。
(2)DCT终端的引入。T公司原有的信息采集终端是无线扫描枪,而DCT是有线终端,为什么要做这样的转换呢?原来,无线扫描枪要求操作员手持扫描枪进行人机互动操作,在可追溯系统升级之前,所有信息是按批次扫描的,工作量并不大,可以安排专门的操作员来完成这项工作;但在新系统中,工作量大大增加,不可能在每个工站都设专人负责数据输入,所以数据的采集只能由工位上的操作员用最简单的操作来完成,并由系统来保证数据的实时和准确,这就不可避免地导致单件产品生产时间的增加、效率下降。为了尽量减少这种损失,动作合并势在必行[2],于是考虑将扫描枪悬挂起来,从而释放员工的双手,让员工在搬运产品至下一个工位的过程中完成信息采集的工作,因此最终选择了DCT终端配合有线悬挂扫描枪的组合。当然,做了这样的转换之后,编译服务器也需要进行升级。
完成上述升级后,T公司的产品可追溯系统满足了B客户的要求,所开发的产品也于2009年4月正式量产。目前,新系统已经成功推广到T公司其他有单件追溯要求的生产线上。
4 结 语
在汽车市场竞争日益激烈的今天,质量是生产制造企业获得长期利润的法宝,丰田事件再次说明了这一点。而为了保证产品质量,越来越多的企业都认识到,提高产品的可追溯性是关键要素之一,也是提高客户信任度的有效手段[3]。T公司对产品可追溯系统升级的案例提供了这方面的宝贵经验,相信许多中小企业都会面临类似的挑战,在进行旧系统改造过程中也会遇到相同的问题,希望T公司“虚拟批号”的解决方案能带给大家有益的启示。
当然,这方面的探索还在不断进行,各种新的解决方案也不断涌现,其中,无线射频识别(Radio Frequency Identification,RFID)技术在汽车流水线上的应用为产品可追溯性的实现提供了极大便利[4]。T公司也准备在最新为B客户开发的生产线上尝试采用RFID技术,目前新系统正在筹建过程中。
[1] 武汉海川科技发展有限公司.海川汽车零部件行业追溯系统解决方案[EB/OL].(2010-03-16)[2010-04-23].http://blog.sina.com.cn/s/blog_660e769f0100h3w l.htm l.
[2] Suzaki Kiyoshi.The new manu facturing challenge[M].New York:The Free Press,1987:20.
[3] 北京高立开元数据有限公司.零部件的标识和可追溯性[EB/OL].(2009-03-02)[2010-04-23].http://www.mm.vogel.com.cn/ShowA rticle.asp?A rticleID=13054.
[4] 北京精诚智博科技有限公司.汽车整车流水线RFID条码组装与质量追溯系统解决方案[EB/OL].(2007-11-19)[2010-04-23].http://solution.rfid360.cn/200711/5011.html.
猜你喜欢
航天电子对抗(2022年4期)2022-10-24
World Journal of Stem Cells(2020年7期)2020-08-10
小学生学习指导(低年级)(2020年6期)2020-07-25
故事会(蓝版)(2020年1期)2020-01-19
奥秘(创新大赛)(2019年10期)2019-10-24
中国科技纵横(2018年2期)2018-11-29
中成药(2018年7期)2018-08-04
小说月刊(2014年1期)2014-04-23
