厂焊铁路长钢轨质量探讨
2010-07-30 02:04冯牧,郑涛
铁道建筑 2010年11期
冯 牧,郑 涛
(武汉铁路局 工务大修段,武汉 430050)
1 厂焊长钢轨焊接方法及工艺缺陷
目前高速无缝线路钢轨接头的焊接方式主要有钢轨接触焊、气压焊和铝热焊三种。其中,钢轨接触焊,也称闪光焊,一般应用于工厂焊。跨区间无缝线路95%是采用此种工艺完成的,即把长度为100 m的无孔标准轨焊接成为500 m的长轨条。其原理是利用电流通过钢轨接触面产生热量熔化钢轨局部端面,再经顶锻完成焊接。由于接触焊的焊接热源是来自工件的内部热源,热量集中,加热时间短,焊接过程不需要填充金属,冶金过程比较简单,热影响区较小,易获得质量较好的焊接接头。焊轨厂所采用的焊接流程基本相同,包括配轨、整修钢轨端面、进入待焊台位、焊接、粗磨、正火、调直、精磨、探伤、进入成品台、装车运送至现场。在所有工序中,焊接是最关键的一道工序。其焊接质量好坏直接关系到线路维修工作量的多少,如果出现问题,严重时会危机到行车安全。焊轨流水线采用的焊机有瑞士产的GAaS-80系列焊机,乌克兰巴顿焊研所的 K190、K900系列焊机。以 GAaS-80系列焊机为例,其焊接过程大体分为钢轨对接调平、预热、加速烧化、有电流顶锻、保压推瘤五个阶段。与其它钢轨焊接方法相比,接触焊具有自动化程度高,受人为因素影响小,焊接设备配有计算机控制,焊接质量波动小,焊接生产率高等特点。
虽然接触焊具有许多优点,但它同时也存在一些影响生产质量的不良因素。根据各种相关文献[4]记载,在正常情况下,与气压焊、铝热焊相比,钢轨的接触焊焊缝强度较高,线路上断头率约在0.5/10 000以内。然而,与母材相比,它的强度仍低于母材,原因如下:
1)钢轨属大断面轧材,其心部材料较差,有低熔点夹杂条带,疏松,晶粒粗大。在焊接顶锻过程中,边缘较好材料被挤出,而以心部材料向外扩展代替,纤维组织中断且弯曲。顶锻量愈大,这种情况愈明显。
2)存在焊接高温热影响,高温导致在焊缝左右1~2 mm区域晶粒粗大,降至 1~2级,如图1所示。

图1 焊缝金相图
3)钢轨断面不均匀,轨顶、轨底属紧凑型断面,轨底两角是展开型断面。焊接时,轨底两角温度偏低,焊接后,全断面冷却不均匀,产生较大的残余温度应力,如图2所示。
4)焊缝上存在难以消除的缺陷——灰斑。根据相关文献[4],对焊接质量的影响大多数是以灰斑的形式显现。由图3(a)可以清晰地见到,灰斑内存在夹杂物,断口存在韧窝,夹杂物大小不等。由图3(b)可见,正常区(灰斑以外)是清晰的解理断口,正常区无夹杂。
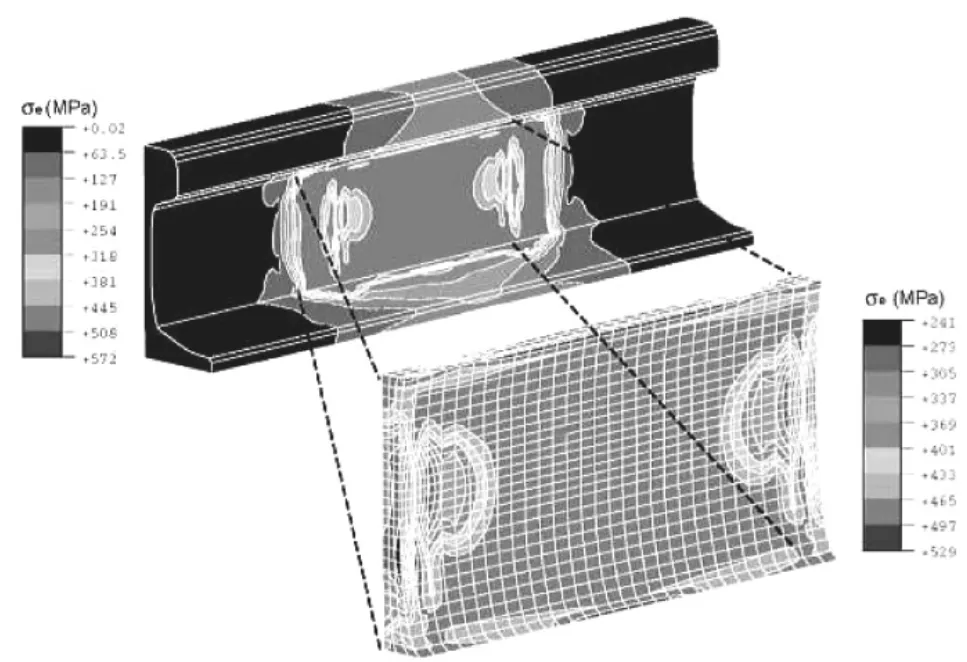
图2 残余温度应力图

图3 灰斑金相图
2 对焊接质量的分析
厂焊长钢轨焊接质量问题可以归纳为管理问题和技术问题。
2.1 管理问题
1)管理体制不健全,不能完全执行标准。许多焊轨施工组织缺乏健全有效的管理体制,焊接出现问题时,由于没有沟通、分析,没有解决问题的机制,或者主管人员不能对问题作出正确的分析,使问题不了了之。在焊轨现场,没有技术人员监督指导,焊接质量完全依靠焊工的责任心,因此,容易导致质量失控。在质量和进度的关系上,质量服从进度的事情时有发生。
2)作业过程缺乏监督。对于生产过程中的情况,没有接收方或第三方的监督。没有过程监督,在型式检验、周期性生产检验、作业人员的资格、作业过程是否标准化等方面,就容易产生疏漏。而这些容易疏漏的方面,正是影响焊轨质量的关键。
3)进口设备使用保养不良,配件投入少。进口设备使用不良,配件投入少的情况尤为突出。武汉焊轨基地配备了国际上较为先进的进口设备,诸如除锈机、焊机、矫直机、精磨机等,保修期过后,对设备的保养、检修都由焊轨厂自行解决。焊轨厂在设备保养、检修方面做得不到位,比如使用的润滑油牌号不对,降低了设备的精度或造成设备严重损伤;电气连接件没有定期检查;设备长期使用后不进行必要的检查和标定等等。其次,焊轨厂对进口设备的养护费用投入太少,没有足够的配件储备。虽然开发了一些国产化配件,但是缺乏全面的跟踪考核评价,配件国产化没有实现规范化,这种现象在全路范围内普遍存在。设备状态不良,甚至带病作业,影响接头质量。
2.2 质量问题
1)对新钢种焊接性评价不够充分。钢轨成分不同,焊接时的组织转变机理不同,形成焊接缺陷的敏感性也不同。目前,对钢轨焊接性的评价偏重于使用焊接性,对工艺焊接性和热焊接性研究不够。
2)铁标中缺少过程控制的内容。现行铁标“钢轨焊接接头技术条件”侧重接头性能的检验,缺少过程控制的内容。国外的标准都强调过程控制。过程控制不仅应包括焊接过程中关键的技术要求,也应包括施工资质、检验及批准的程序等广义的控制要求。
3)生产过程中影响工艺不稳定的因素过多。在焊轨的整个生产工序中,存在许多影响工艺不稳定的因素,比如:轨端除锈打磨作业不充分;轨腰存在油垢,顶锻前未能及时清除;焊后调直时,垫铁容易造成轨腰裂纹;手工电砂轮打磨整修焊缝时,易造成局部磨亏;由于钢轨外形公差,易造成错牙;未能及时清理电极铜块上的熔渣和及时整修或更换电极铜块等。
3 提高钢轨焊接质量的建议
1)完善钢轨焊接接头技术条件,强调过程控制。应对现行的铁标“钢轨焊接接头技术条件”额外增加过程控制的内容,包括焊工资质、设备条件、检验及批准的程序、以及各种钢种焊接方法实施过程的基本要求等,提出统一的要求,为促进标准化作业奠定基础。
2)监理施工过程。钢轨焊接生产实行监理制,确保过程控制达到预期目的。焊轨监理人员应该经过钢轨焊接专业培训后,持证上岗。
3)开展技术培训和交流。对焊工和管理人员进行系统的培训、考试,提高技术素质和管理水平,使施工组织能够主动地发现问题,控制作业过程,扭转被动解决问题的局面。
4)对焊接设备和新钢种进行充分研究和评价。对焊机的能力和状态进行专业评估,对焊接质量不稳定的设备进行升级,减少人为因素对质量的影响;新钢种的技术鉴定,应特别重视对其焊接性的评价。评价焊接性,应考虑钢轨成分含量的变化范围,尤其应重视工艺焊接性评价,如缺陷的敏感性等,对于未经充分评价焊接性的钢种,慎重推广应用。

5)重点加强部分技术要求,从工序中消除影响工艺不稳定的因素。作好轨端除锈打磨作业,采用机械除锈方式,保证除锈打磨质量;清除轨腰油垢,防止顶锻时打滑;焊后调直,防止垫铁造成轨腰裂纹;采用多头机械铣床,取代手工电砂轮打磨整修焊缝。现行手砂轮打磨作业中,应防止局部磨亏;对于由于钢轨外形公差造成的错牙,均应磨顺,防止应力集中影响焊缝强度;及时清理电极铜块上的熔渣和及时整修或更换电极铜块;采用焊缝中频正火方法,通过自控中频正火,确保细化焊缝晶粒,提高焊缝冲击韧性;在保证稳定闪光和不出现深、大火口的前提下,提高焊接烧化速度。据相关文献记载,这有助于焊接端面在任一瞬时形成较多的触点,提高单位时间内触点的爆破数目,在焊接端面周围形成良好的气体保护环,减少焊接端面的氧化倾向。而且,大量触点爆破,有益于焊接面加热均匀和保持顶锻前均匀的液态金属层,从而提高焊缝质量。
4 结论
随着新建铁路自身技术要求的不断提高和完善,新建铁路轨道特性也会向高强耐磨、安全稳定、平顺舒适等方向发展,这就必然导致对厂焊长钢轨焊接质量要求越来越高,对焊接装备水平的要求也就越来越高。接触焊接技术装备与其它焊接设备相比,其所具有的自动化、数字化、智能化、信息化、高效化特征将更加突出,因此,要求加快钢轨接触焊接工艺各方面的探讨研究,从整体上提高钢轨的焊接质量,以确保铁路轨道施工质量。
[1] 张曙光.京沪高速铁路系统优化研究[M].北京:中国铁道出版社,2009:6-9.
[2] 董志洪.高技术铁路与钢轨[M].北京:冶金工业出版社,2003:110-117.
[3] 戴红,吕其兵.高速轨道焊接技术与装备的发展[J].电焊机,2003,33(6):4-11.
[4] 唐廷辉.常用铁路无缝线路钢轨焊接方法探讨[J].科技信息,2008(16):36.
[5] MANSOURI H,MONSHI A.Microstructure and residual stress variations in weld zone of flash-butt welded railroads[J].Science and Technology of Welding and Joining,2004,9(3):237-245.
[6] MANSOURI H,MONSHI A,HADAVINIA H.Effect of local induction heat treatment on the induced residual stresses in the web region of a welded rail[J].J Strain Analysis,2004,11(3):271-283.
[7] 郭俊文,董平禹.100 m定尺轨焊接生产线的布局问题[J].铁道建筑,2005(8):34-35.
[8] 张建新,郭俊文.钢轨接触焊灰斑的生成及减少方法[J].铁道建筑,2005(8):39-41.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
机电安全(2022年4期)2022-08-27
建材发展导向(2021年6期)2021-06-09
金属加工(热加工)(2020年12期)2020-02-06
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年8期)2017-11-27
制造业自动化(2017年2期)2017-03-20
电子制作(2016年1期)2016-11-07
焊接(2016年1期)2016-02-27
中国铁道科学(2015年5期)2015-06-21