
钢轨铝热焊缝伤损分析与防止措施
2010-07-27 11:22刘贵琚韦昌革
铁道运营技术 2010年1期
刘贵琚, 韦昌革
(南宁铁路局柳州工务段,工程师,广西 柳州 545007)
钢轨铝热焊缝是铁路无缝线路主要的联合接头之一,其质量的好坏直接关系到行车安全。南宁铁路局柳州工务段管辖的焦柳、湘桂、黔桂线P60钢轨无缝线路近700 km,全段线上在役铝热焊缝6 100多头。据统计,每年因处理伤损钢轨、伤损焊缝和无缝化道岔而进行焊接的铝热焊有1 300多头。2005~2007年,共发生铝热焊断轨9起,直接影响或中断行车累计13 h,严重威胁行车安全。因此,有必要对防止铝热焊缝伤损的措施进行探讨,以提高焊接质量。
1 原因分析
通过分析,钢轨接头铝热焊内部伤损或折断,主要由气孔、缩孔、未焊透、夹渣、裂纹造成。
1.1 气孔 进行钢轨铝热焊时,由于焊剂受潮或过时、焊剂反应强烈、焊剂燃烧平静时间过短、封箱泥过湿、轨缝有水分、预热器使用的燃气含水高、操作工艺不当等,都会在铝热焊处引起气孔的产生。经使用后,气孔扩展,形成贯穿伤损,其危害性大。气孔的大小不一,有单个、多个或蜂窝状气孔群。单个的小气孔直径有的小于2 mm,大的气孔直径为8 mm,甚至更大。气孔产生于焊缝的任何部位,存在于焊缝内部或表面。见图1。
1.2 缩孔 缩孔产生的原因:一是预热时间短,预热温度不够;二是浇注后散热过快,导致铁水凝固收缩。其特征:全焊缝断面均可产生,断口表面晶粒粗大,呈暗灰色空穴,表面凹凸不平。如图2。

图1 蜂窝状气孔
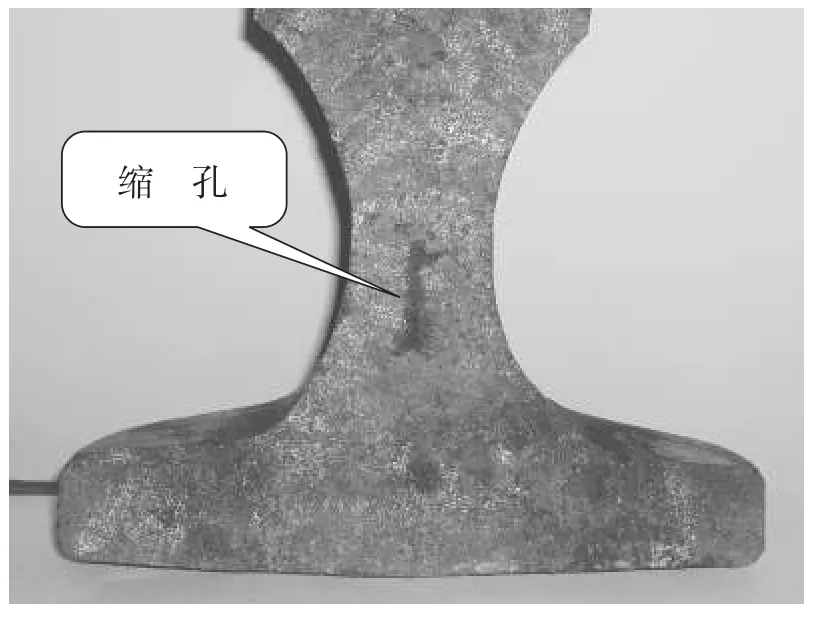
图2 缩孔断面图
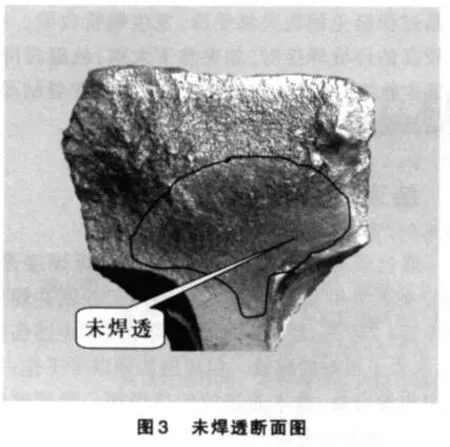
1.3 未焊透 未焊透产生的原因:一是预留轨缝过大,致使局部预热不到位,特别是轨头厚的部位和轨底脚边缘;二是预热温度不够。其特征:断口呈未熔合状态,断面平整,晶粒与晶粒之间未熔融,一般产生于轨底及轨头部位。如图3。
1.4 夹渣 产生夹渣的原因是由于焊剂反应不完全、易熔塞熔化快。在焊剂未完全反应完毕,没有一定的平静时间时,铁水就开始浇注,致使结晶过程继续反应,未上浮的溶渣、氧化物及夹杂物进入焊缝。其特征:在断面处存在不规则体积夹杂,呈锈斑暗红色或暗灰色,存在于焊缝各个部位。如图4。
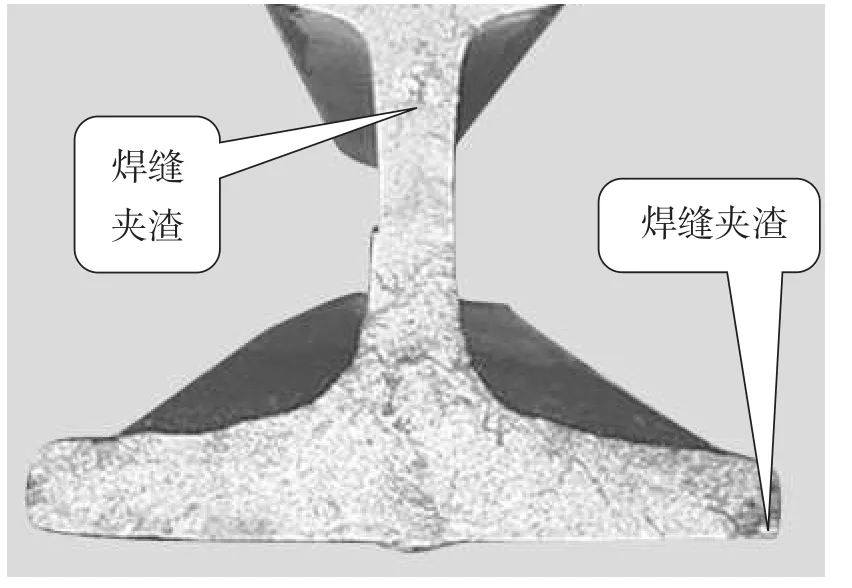
图4 焊缝夹渣
1.5 裂纹 焊缝产生裂纹的原因:一是焊接时冷热分布不均匀,或预热时金属体积改变,特别是轨头局部预热不够,结晶溶合不良;二是熔融结晶过程受到外力影响,组织受到破坏,致使产生应力裂纹,运营后,裂纹逐步扩大形成疲劳裂纹。其特征:裂纹产生于钢轨母材与焊缝间,即一般所说的熔合线,先是呈铮白色,裂纹经空气氧化后呈黑褐色。如图5。
2 防止措施
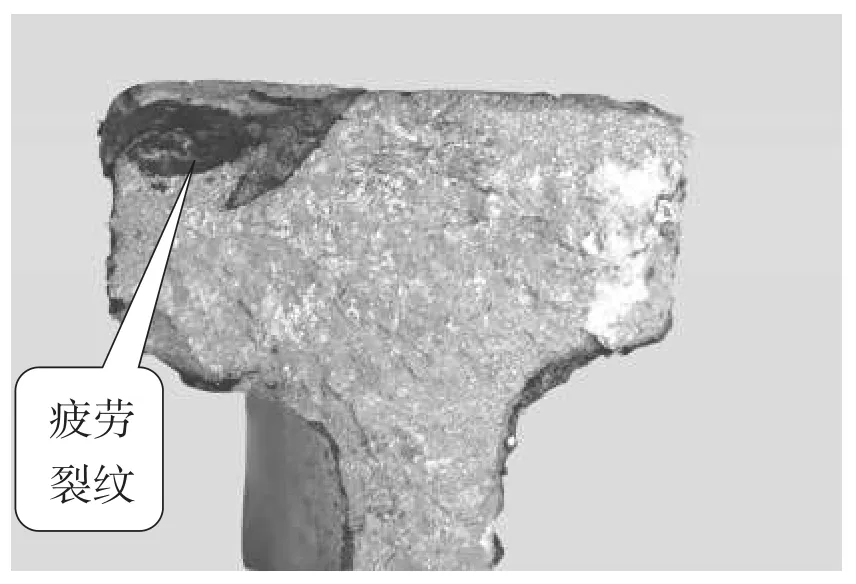
图5 焊缝疲劳裂纹
2.1 消除气孔 消除气孔措施:一是加强焊剂的管理,不用过时、受潮的焊剂;二是将焊剂存放在通风干燥库房的木架上部,避免焊剂受潮、受损,并有防火措施;三是对封箱泥、密封膏的使用要严格把关,过干或过潮都不要使用;四是在夜间、雨后焊接时,由于钢轨潮湿,预热前,应用预热枪焰火烘烤轨缝两侧钢轨,范围各500 mm,以消除钢轨水分,气温低于15℃时,在装模前用预热枪将钢轨加热到37℃,加热长度在钢轨轨端两侧各1 m范围;五是预热使用的燃气(丙烷)、助燃气(氧气)纯度要高,防止在燃烧过程中产生水蒸气,滞留在焊缝中,形成焊缝气孔;六是严格各项操作工艺规程,在寒冷气候条件下,焊接将会冷却过快,如果气温低于15℃,遇大风或雨天,则要在推瘤后立即用保温箱或保温罩将焊头覆盖,保温时间不少于10 min,之后才能进行打磨。
2.2 消除缩孔 消除缩孔措施:一是严格按工艺操作,每次预热前,检查压力表,如压力被调乱,必须进行压力调节,通过氧气和丙烷的调压阀将压力调节至焊接操作工艺要求;二是严格按照操作工艺预热程序,预热时间达到焊接工艺要求;三是预热时,轨温低于15℃时要对钢轨进行加热,预热温度要达到900~950℃,肉眼观察钢轨断面呈现暗红色;四是天气寒冷时,要对焊头保温,减缓散热速度,防止铁水结晶凝固收缩。
2.3 消除未焊透 未焊透缺陷是焊缝与母材未完全结晶熔合,局部预热不均匀所造成。消除未焊透措施:一是预留轨缝要符合规定标准,预留轨缝不宜偏小或偏大;二是有条件时使用远红外线测温仪测量预热温度,确保预热达到所需的温度;三是严格预热时间,如遇气候寒冷、轨温低、风速大等因素可适当延长预热时间,确保预热达到规定温度。
2.4 消除夹渣 消除夹渣措施:一是每次在焊剂装埚前,应检查包装箱内组件是否齐全,焊药包是否有破裂或受潮现象,一次性坩埚是否有破损及碎片,坩埚中的自熔塞是否正确无损;二是焊剂装埚前要充分搞拌均匀焊剂,再行装埚,避免焊剂成分不均匀;三是装模和封箱时,要小心谨慎,避免砂模的砂粒以及封箱泥、封箱膏掉进预留轨缝,在铁水注入时融入焊缝中。装好模后,必须用一片干净纸板盖在砂模上,防止杂质落入砂模。
2.5 消除裂纹 消除裂纹措施:一是要严格预热时间、温度和均匀度。对火焰不集中的预热枪,使用前要及时疏通出气孔。预热枪变形要修整,必要时送厂维修,测试压力。二是避免焊缝结晶过程提前受力。在焊接过程中,焊缝附近使用的对正架、起道器、拉伸器,必须在焊缝推瘤完毕10 min后才能去除对正架,25 min后才能去除起道器、拉伸器。要完全避免在焊缝结晶过程在焊缝前后200 m范围内进行其他作业(拨道、起道、紧固螺栓、改道、敲击钢轨等),应使焊缝具有稳定、平静结晶环境。三是焊缝结晶过程避免钢轨突然受冷,发生钢轨收缩。在轨温较高的环境焊接时,如突然下大雨,轨温骤降,钢轨发生收缩,钢轨温度应力会严重破坏焊缝结晶,产生结晶裂纹。发生这种情况时,必须重焊。
3 结束语
通过采取针对性措施,加强铝热焊焊接管理,2007年下半年至2008年4月,柳州工务段共焊接铝热焊缝1 267头,经全断面探伤均未发现上述伤损存在,取得了很好的成效。但还应加强以下工作:一是选用质量合格、技术先进的铝热焊剂。焊接的铝热焊强度、硬度要高,外观好,质量稳定,型式试验各项指标达到部标规定要求。二是加强钢轨铝热焊焊接技术管理,定期对铝热焊缝进行静弯、落锤试验。三是焊接人员要相对稳定,每年对焊接人员进行技术培训和考核,考核不合格者不准施焊。四是钢轨焊接的各种机具材料、仪表,应配备齐全,保持良好,严格执行铝热焊工艺操作要求、方法。五是建立健全完善的焊轨台帐。
猜你喜欢
天津冶金(2021年3期)2021-06-28
铁道建筑(2020年7期)2020-08-03
机械工程与自动化(2020年3期)2020-06-22
中国铁路(2019年6期)2019-06-27
现代制造技术与装备(2018年8期)2018-09-25
电焊机(2016年8期)2016-12-06
现代工业经济和信息化(2016年1期)2016-05-17
铁道运营技术(2015年3期)2015-12-23
职业·下旬(2014年4期)2014-08-25
