
注脂机结构的改进
2010-07-26 09:15:40吴美霞王海云李长升
轴承 2010年6期
吴美霞,王海云,李长升
(瓦房店轴承集团有限责任公司,辽宁 瓦房店 116300)
1 单头注脂机结构原理
单头注脂机结构如图1、图2所示。该机采用液压控制方法,利用CBJ-25X25泵将油脂吸入,由34D-25B作定量油缸起换向作用,定量油缸是利用油脂的压力使活塞左右移动,当油缸左部进油时,向右移动,将右半部油脂排出,通过注脂头注入轴承。当活塞杆右端压块压上右行程开关时,由34D-25B换向阀换向,油缸右部进油,活塞向左移动,当活塞杆左端压块压下行程开关时,注脂停止,活塞杆每往复一次,即完成两套轴承的注脂,注脂量可根据需要调节左右部压块进行控制。
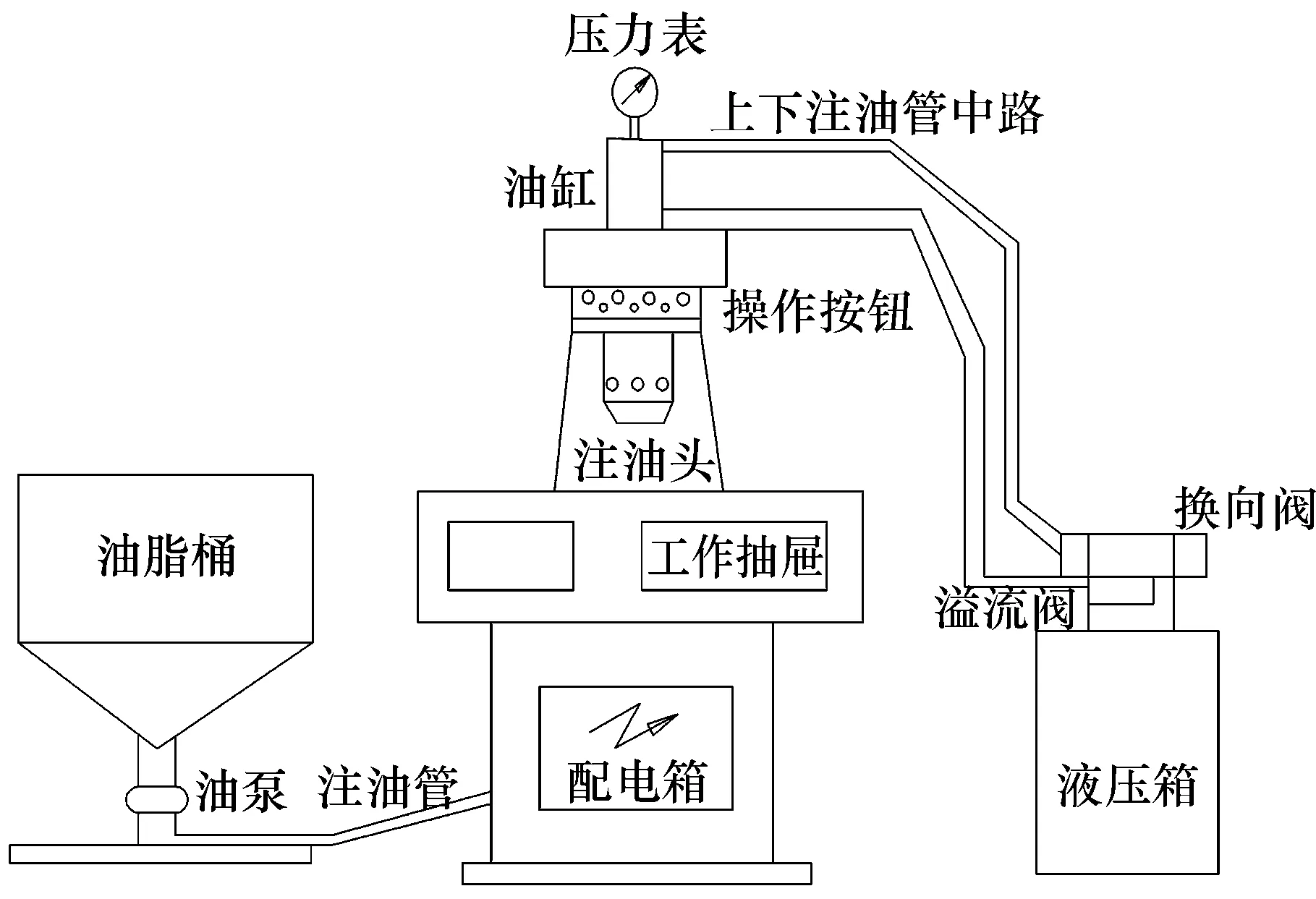
图1 注脂机示意图

图2 改进前注脂机工作原理图
单头注脂机中间行程过长,在注脂过程中不易使油脂到达轴承两侧,注脂不均匀,而且生产效率低。
2 改进后注脂机的工作原理
改进后注脂机采用全自动三位注脂方法,结构及其工作原理如图3、图4所示,整个过程是由风压和数控系统控制,风压控制压力大,出油脂效果好,数控系统控制精度高,注脂量准确。
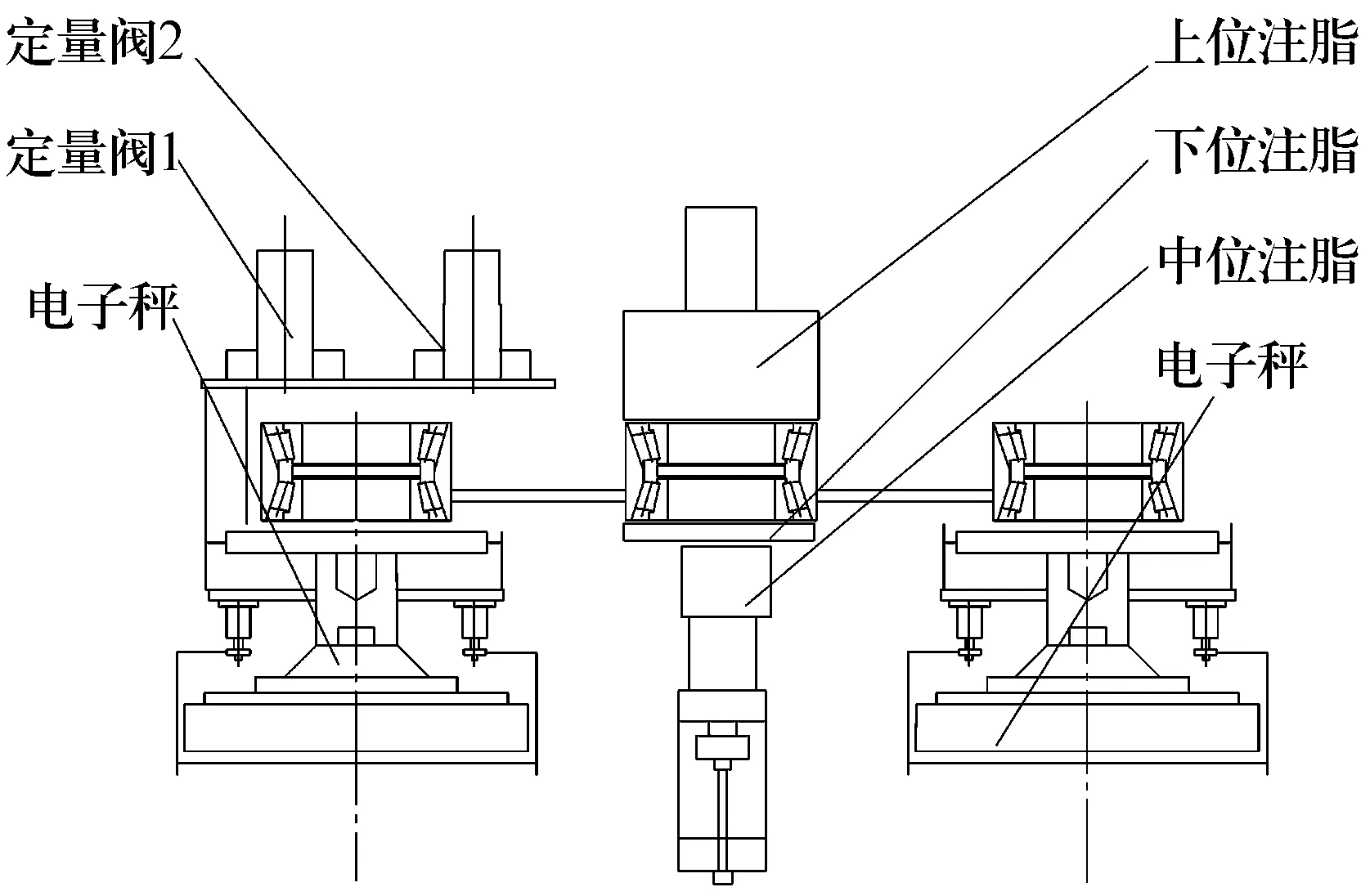
图3 改进后注脂机示意图

图4 改进后注脂机工作原理图
所谓三位注脂机即轴承上、下两端面和中间部位,分别采用各自的定量阀机构来保证注脂量的准确性。定量阀由数控系统控制。注脂时通过空气压缩泵将油脂输入到定量阀1和定量阀2当中,轴承上、下两端面注脂时,油脂通过定量阀1由上、下两注脂头注入轴承中,中间注脂处于准备状态,上、下两端面注脂完毕后,中间部位开始注脂,油脂通过定量阀2由中间注脂头注入轴承中部,整个注脂完毕后,定量阀1和定量阀2同时返回原位,上、下活塞杆换向充脂进行下一套轴承注脂,循环往复。
3 结束语
由单头注脂机改为三位注脂后,注脂均匀准确,实现了注脂过程自动化,从而达到工艺要求,在提高注脂效率的同时还解决了原注脂量不准、不均匀等问题。
猜你喜欢
山西冶金(2023年11期)2024-01-07 13:45:14
汽车工程师(2023年11期)2023-11-15 02:17:30
机械工业标准化与质量(2023年7期)2023-09-25 05:58:48
沈阳理工大学学报(2022年3期)2022-08-11 01:59:46
科学与财富(2018年27期)2018-10-19 16:09:08
流体机械(2017年9期)2017-02-06 05:13:58
组合机床与自动化加工技术(2016年2期)2016-04-14 01:07:41
中国新技术新产品(2014年21期)2014-03-28 02:28:37
中国设备工程(2014年2期)2014-02-28 13:43:41
机电信息(2014年29期)2014-02-27 15:54:16
