
单板机程控转塔车床的改造
2010-07-16 09:54姜海涛
设备管理与维修 2010年9期
姜海涛
1.概述
Z80单板机在一些较老且控制复杂的设备上应用广泛,但随着电气控制的快速发展,Z80单板机已被淘汰,因此,备件不好买,成本也较高,遇到电路板损毁比较严重时,较长的订货周期会影响生产。
一拖(洛阳)的程控转塔车是20世纪80年代豫西机床厂的产品,控制系统是西安交大研制的Z80单片机,可通过编程实现主轴四个转速的变换;后刀架两个工位六种循环的变换;转塔四个工位的快进、工进、快退和到位延时功能。由于控制板粉尘侵入严重烧毁,无法修复,而该板不再生产,考虑到定做的周期和成本,决定对其进行改造。
2.改造方案及实施
用台达DOP-A系列的真色彩触摸屏+欧姆龙CMP2A的PLC进行改造,在不改变原操作方法和操作模式的基础上,完全满足了原机床所有功能。为了方便检修,增加了I/O点诊断功能,手动实现全部动作,并增加了一个工位两次循环的变速功能(图1)。
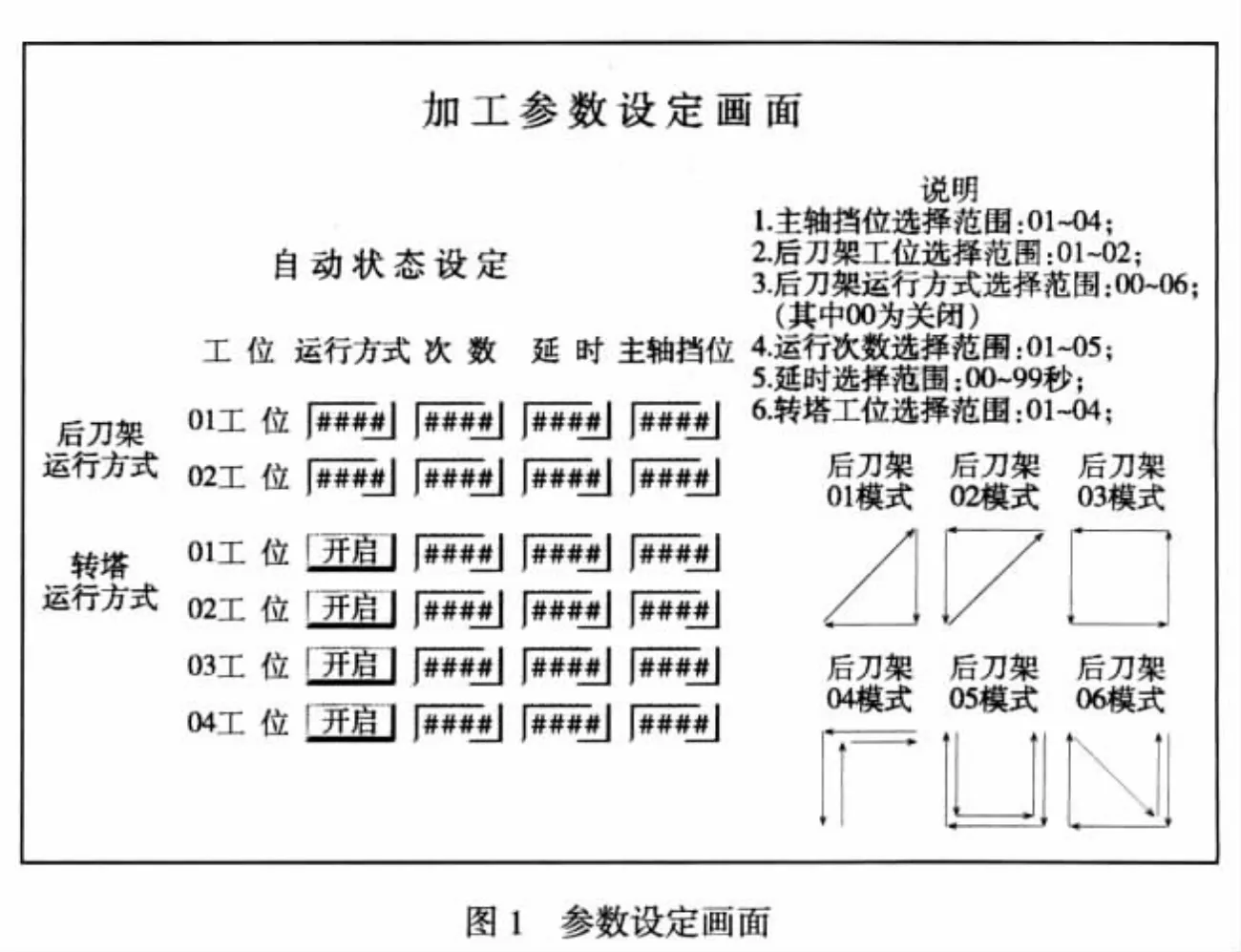
在触摸屏的设计上,使用了加工、I/O诊断和手动三个独立的画面,红棕色、灰色和白色三种颜色让画面看上去更加柔和,配合PLC的设计,加工画面中所有设定的参数和开关都具有断电保持功能,并加上了密码保护,防止误操作和重复设定的麻烦。
在PLC的设计上,主轴变速和后刀架六个循环程序的调用,是利用欧姆龙PLC中的表格比较功能(TCMP)来实现的,图2是后刀架循环方式的调用。先用MOVE指令把DM10~DM16内先存入0~6,录入的后刀架1和2工位运行方式数据分别存入寄存器HR2和HR4中,两者的值进行比较,如相同时220.00~220.06置 1,当 220.00置 1时,即录入了“0”,该工位不使用,运行时就会跳过该工位。220.01~220.06置1时,程序就自动调用6个循环方式的子程序。
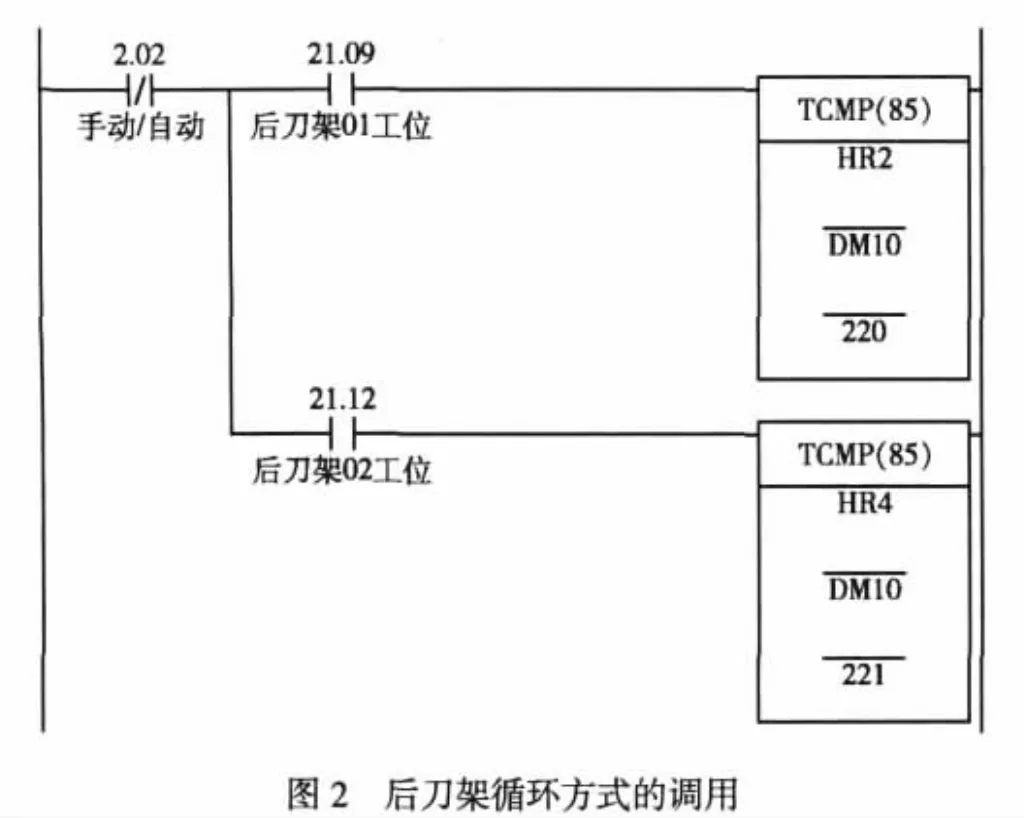
图3是循环进刀到位时的程序举例。当自动进刀到位时为了把根部清理干净,需要进入一个延时程序,如转塔的01工位延时设定为5,在触摸屏的延时输入寄存器设为HR13,则到位延时的时间就是0.5s了。
经改造的车床操作简便易学,使用直观方便,控制程序可以修改,在遇到问题时可根据需要改变动作。

猜你喜欢
激光与红外(2021年3期)2021-04-07
设备管理与维修(2020年23期)2021-01-04
造船技术(2020年2期)2020-05-18
商品与质量(2019年34期)2019-11-29
中小企业管理与科技(2019年22期)2019-09-09
测控技术(2018年5期)2018-12-09
制造技术与机床(2017年3期)2017-06-23
信息安全研究(2016年4期)2016-12-01
工业设计(2016年7期)2016-05-04
制造技术与机床(2014年11期)2014-04-23
