数控铣床直线定位精度检验方法的理论分析
2010-07-10 07:01秦启书
制造业自动化 2010年6期
彭 巍,秦启书
(河南工业职业技术学院,南阳 473009)
0 引言
数控铣床的主要技术参数和技术指标很多,其中静态定位精度非常重要。静态定位精度主要包括;直线定位精度;分度定位精度(四轴);失动;重复定位精度;零点定位精度;脉冲步距精度。直线定位精度,直线定位精度是数控铣床最基本的也是最重要的参数之一,无论是数控铣床的出厂检验还是用户的验收检验都要进行。
1 数控铣床的直线定位精度检验方法和步骤
1)在行程全长上选若干测量点,一般总行程在500 mm以下的,每50 mm设一测量点。总行程在500 mm以上的铣床,每100 mm设一测量点。如果行程特别长,则测量点的间隔可以取的更大一些。总之间隔范围可在50~200 mm之间选取。
2)在检测时应以不同的进给速度移动,对各测量点进行位置测量。
3)单项移动测量法如图1所示。
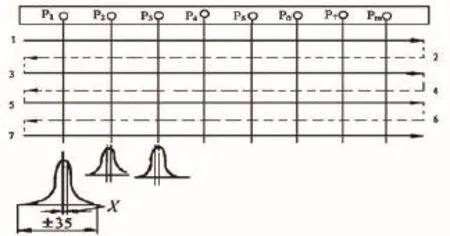
图1 单向移动图
4)双向移动测量法如图2所示。
5)测量时的注意事项。
测量中重复次数愈多,则测量精度愈高。通常最多次数不超过7次,因为次数过多,工作量太大。一般数控机床的直线定位精度在土0.015~0.02 mm范围内。
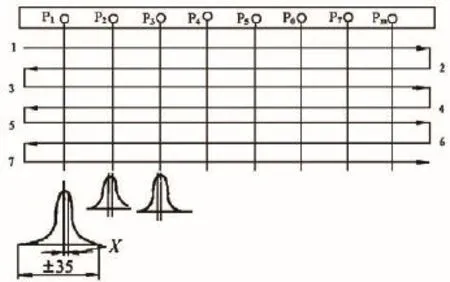
图2 双向移动图
2 测定后的数据处理和分析
1)精度曲线法
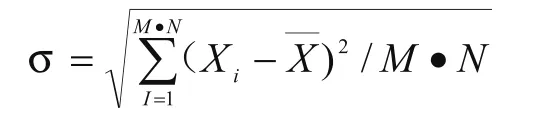
进行定位精度检验时,先按规定的测量点间距编制程序,控制机床工作台,然后实测各个测量点的位置,若实际位置与给定位置的偏差为Xi,则在pi个测量点上可得到N个检验偏差值。分布为正态曲线,可按下式求出均方差值。
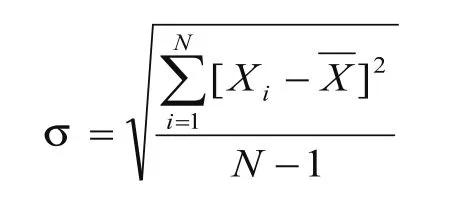
式中 :
Xi—某测量点的各次测量误差值;—实测误差值的算术平均值;
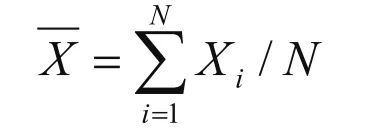
N—重复测量次数。
这里需要说明以下几点:
(1)由于检验中影响因素较多,有些并未完全考虑进去,故将σ值取大一些。
(2)σ值的物理意义表示误差的分散程度,σ值愈大,误差分散愈大,表示尺寸不准确;σ值愈小,误差比较集中,因此尺寸比较准确。
(4)按照行程次序,画出各测量点的正态分布曲线,即可得到机床的精度分布曲线图,如图3所示。
(5)从精度分布图上找出上、下极限值,即所有正态分布曲线的最大值与最小值,它们之间的距离就是定位精度。通常以上、下极限值的中心点为理论给定值,用对称公差表示,如图3所示。
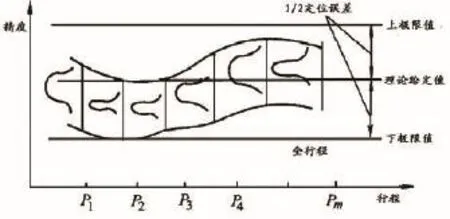
图3 精度分布曲线图
(6)通过精度分布曲线图可以分析各测量点的误差,因此易于找出影响定位精度的原因,采取措施,提高机床定位精度。
2)折线极限法
(1)重复测量各点的实际值,并算出误差的平均值 χ1,χ2,χ3……χn,则误差就是实际值与给定值之差。
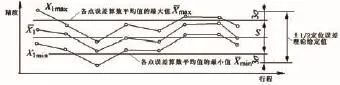
图4 平均值分布曲线图
(2)将差值按行程长度画在图上(如图4所示)即可得到误差平均值的最大值 χmax和最小值χmin。它们之间的范围S就表示了各测量点误差平均值的分布状态,也就是系统误差的偏差值大小。
(3)同时,记录下各测量点实际值与给定值相差的最大值 χimax和最小值χimin,即各测量点误差的最大值和最小值,从而得到各测量点的误差分布范围Ri:
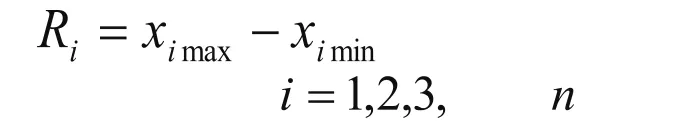
(4)可由Ri用统计数学理论算出均方差值σi:
式中d为系数,表示一组数据中χimax,χimin,Ri及σ的关系。可由专用表格中查出(见表1)。
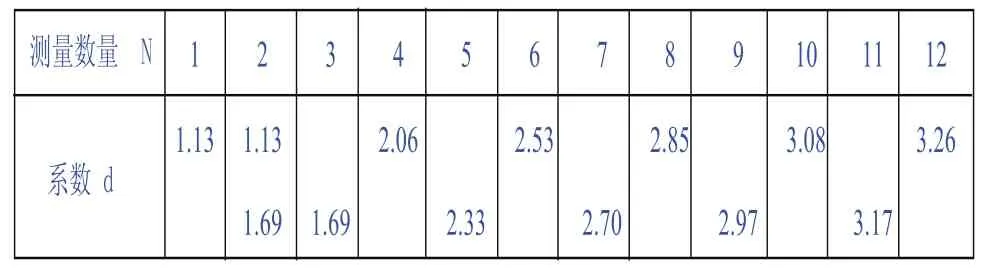
表1 系数d与测量次数的关系
(5)d愈大则σ愈小,说明此组数据多因此就愈精确,N即表示此组数据的测量次数。一般测量次数不超过12次。故表1中只将N列到12次。
(6)为简化计算,先算出各测量点的误差分布范围Ri的平均值R:
式中M为测量点数,再由σ=R/d得到均方差值σ。
(7)±3σ为偶然误差的分布范围,将 χmax和χmin之间的范围S与±σ合在一起,便是整个的定位误差,以S的中点为理论给定值,则定位误差为。±1/2(S+6σ)
(8)这种方法由于比前一办法计算简单故易于推广,但精度较前者为低。
3)统计曲线法
(1)记录下所有测量点多次测量的数据,分别与其给定值比较,得出差值,总共可得到M.N个数据,将它们按误差值的大小分组,便可得到直方图(如图5所示),它表示了这个误差值的分布情况。
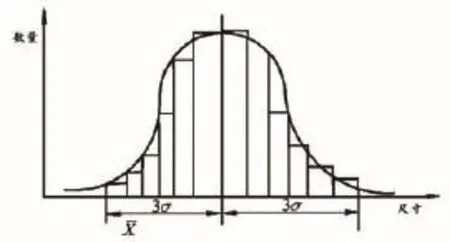
图5 分配曲线法误差分布图
它表示了系统误差的偏差,即误差值分布中心与给定值的距离。
(2)算出均方根值σ:
±3σ表示偶然误差的分布范围X=±3σ表示了整个的定位误差,可画其误差分配曲线(如图5所示)。这种方法比较简单,而且比较准确,但它不能看出其各测量点的误差的分布情况,所以不便于分析误差发生的部位和影响因素。作为数控机床的出厂检验,是一种可行的方法。
在画直方图和分配曲线时,按误差值大小分组的组数与数据个数有关,一般推荐如表2所示。
上述的几种测量直线定位精度的方法,可以用标准的表格和绘图来记录,这样在处理数据时比较方便、迅速。
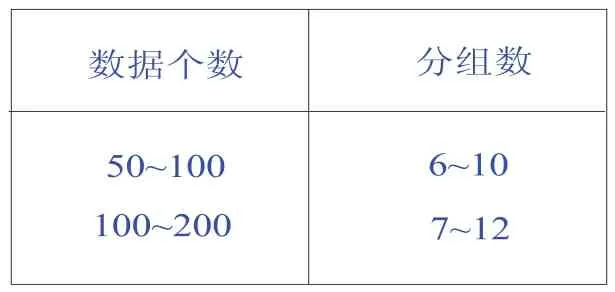
表2 推荐数据表
3 结论
1)测量点越多,检测精度越高,但是需要的时间很长,同时需要同类仪表数量太多。
2)利用精度曲线法进行数据处理,所得测量结果直观,便于查出引起误差的原因,所得的误差取值范围较大,结果可靠程度高。适合机床厂商生产过程精度检验。
3)利用折线极限法进行数据处理,数据计算简单,无需绘制正态分布曲线,看不到个点和整体的误差分布情况。可以作为数控机床的用户检验。
4)统计曲线法比较简单,而且比较准确,但它不能看出其各测量点的误差的分布情况,所以不便于分析误差发生的部位和影响因素。作为数控机床的出厂检验,是一种可行的方法。
猜你喜欢
农机使用与维修(2022年11期)2022-11-17
航空学报(2022年5期)2022-07-04
设备管理与维修(2021年20期)2021-11-26
模具制造(2019年10期)2020-01-06
科学导报·科学工程与电力(2019年5期)2019-10-20
制造技术与机床(2019年7期)2019-07-22
智富时代(2019年4期)2019-06-01
智富时代(2019年4期)2019-06-01
自动化与仪表(2019年2期)2019-03-06
制造技术与机床(2018年10期)2018-10-13