
车载IGBT器件封装装片工艺中空洞的失效研究
2010-07-02 05:44施建根孙伟锋景伟平孙海燕高国华
电子与封装 2010年2期
施建根,孙伟锋,景伟平,孙海燕,高国华
(1. 东南大学,南京 210096;2. 南通大学,江苏 南通 226019;3. 南通富士通微电子股份有限公司,江苏 南通 226006)
1 引言
汽车电子对产品的可靠性和品质要求很高,通常要达到长于汽车本身的寿命。IGBT器件给汽车电子半导体厂家带来的首要挑战是热管理,因此首先要改善功率半导体器件IGBT的封装工艺[1]。在汽车用IGBT器件的生产工艺中,塑料封装体内的IGBT器件在工作时有工作温度高、散热条件差但功率耗散大等特点,这决定了IGBT器件的高要求封装过程[2]。
车载IGBT器件利用塑料封装技术把IGBT芯片封装在一个小尺寸的特殊TO-220封装体内。在该封装中,为了减少接触电阻和提高散热性能,IGBT器件通过焊料装片工艺来实现芯片与引线框架散热片的连接[3],装片层中空洞的存在严重影响了IGBT器件的质量,导致热阻过大和散热性能差等,而这些性能的好坏将直接影响器件的可靠性,如焊料层的老化与分层等,最终导致IGBT器件功能失效。车载IGBT器件的应用环境恶劣,其设计工作环境温度为-40℃~165℃,并且产品在应用过程中总是处于功率循环中等特点决定了需要尽可能的提高IGBT器件封装体散热性能。
本文分析了IGBT器件在TO-220封装装片时所产生的空洞的形成机制,建立空洞的热学模型,采用有限元分析方法分析空洞对其温度的影响。同时借助工程样品失效分析结果,研究TO-220封装的IGBT器件在经过功率循环后,空洞对于IGBT器件性能的影响。最后根据有限元分析和失效分析结果确立空洞尺寸的控制标准。
2 IGBT器件装片工艺
TO-220封装结构如图1所示,其焊料装片的工艺过程是在无氧环境下,液态焊料分别与金属引线框架载片台表面和IGBT芯片背面金属层相互反应经冷却后牢固结合在一起[4]。
在装片过程中,装片设备的轨道腔体内充满着氮氢保护气体,保护铜引线框架不被氧化。首先对引线框架加热,同时焊料焊丝接近引线框架,固态的焊料迅速融化在热引线框架的载片台上,然后用压膜压成合适的形状,最后芯片被放置在液态焊料上,冷却后实现IGBT芯片与引线框架载片台的连接。焊料可以是不同金属的合金,其合金成分决定了装片工艺温度和器件的封装机械性能以及可靠性。


完成装片工艺后的TO-220的横截面图如图2所示。
与封装过程中装片工艺有关的可靠性主要集中在合金层Ⅰ、合金层Ⅱ与焊料层中。在装片工艺中用到的焊料一般会掺杂有挥发性有机物,引线框架载片台金属和IGBT芯片背面金属层中金属氧化物的存在及各个物质中极少量杂质的存在,都会在焊料冷却后导致空洞的形成。掺杂的挥发性有机物的本意是改善焊料的浸润性,但是如果在受热过程中没有完全挥发而残留在焊料中,会形成空洞。同时,不完全还原的金属氧化物和杂质在液态热焊料中聚集也会形成空洞。
由于车载IGBT器件的应用环境恶劣,并且产品在应用过程中总是处于功率循环中,焊料层界面的温度膨胀系数(CTE)失配会导致界面的老化,最终导致很小的空洞有扩散和增大的趋势。由表1可以看出,引线框架载片台铜的膨胀系数比IGBT芯片的硅大得多,装片焊料层在整个TO-220封装体内可以吸收应力,具有缓冲作用。可靠性试验项目热冲击循环可以加速产品老化,在经过多个热冲击循环后,焊料装片层的空洞处就会扩大导致分层,最终导致产品功能失效。如果在IGBT器件封装时没有很好地控制好焊料层的空洞,产品在使用过程中经过若干次的功率循环后同样会导致产品功能失效。

3 IGBT器件封装热性能有限元分析
热阻是IGBT器件众多封装特性中最重要的参数,根据JESD51测试标准进行建模分析,获得单位功率条件下由芯片结面到封装体所属环境中的某一固定位置的温度差值[5]。IGBT TO-220封装模型的热阻是决定其散热性能的参数,其表达式定义如下式:

式(1)中:TJ为工作结温;TA为环境温度;P为功耗。对于IGBT TO-220封装模型,芯片、芯片背面金属层、合金层Ⅰ、焊料、合金层Ⅱ、引线框架载片台与塑封料的热阻都不同。由于芯片背面金属层、合金层Ⅰ与合金层Ⅱ的厚度与芯片、焊料、引线框架载片台、塑封料相比可以忽略不计,为了简化封装模型,主要考虑芯片、焊料、引线框架与塑封料热阻的影响。这些材料会储存热量,所以在分析瞬态热分布时热容也需要考虑:

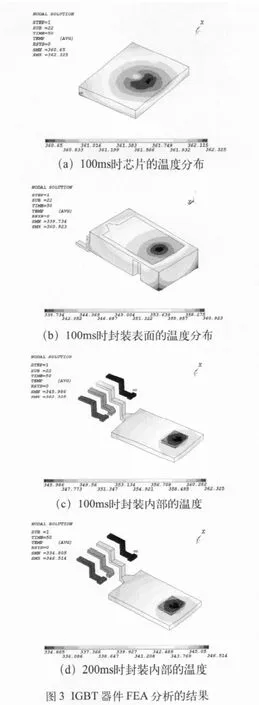
式(2)中:Cθ为热容,CT为比热,ρ为材料密度,V为体积。针对图1所示的IGBT TO-220封装模型,利用FEA方法建立了热学模型,分析了温度的变化与分布,并对比考虑了不同含量空洞时的温度变化,结果如图3与图4所示。
设IGBT器件工作时的功率为5W,环境温度为25℃,持续工作100ms,在这个工作过程中,IGBT器件温度的变化和分布通过该模型进行模拟,考虑PCB的影响,其余外界是空气。当焊料层中有2%大小的单个空洞时,在100ms时,器件的温度到达极值,其芯片的温度和这个封装的温度如图3所示。在100ms时,芯片温度达到最高点89.2℃,而引线框架载片台、引线框架引线和焊料装片层的温度要低,因热量还没有及时耗散出;在200ms时,由于没有新的热量增加,而散热足够,所以芯片温度和引线框架载片台的温度已经一致,只有73.4℃。由图3的FEA分析结果可以看出,芯片边缘散热更容易,温度比较低;由于TO220封装所用环氧树脂的散热性能很差,散热通道主要是通过IGBT芯片背部的焊料装片层和引线框架载片台,EMC热阻太大,其散热能力可忽略不计。在这种工作模式下,IGBT器件内部温度对于环境温度能上升64.2℃,在功率消耗更大时,器件随温度上升会更高,如果系统散热性能差,该功率IGBT则会超出其安全工作区,导致损坏。
如果在焊料装片层中有更大的空洞,由于空洞中气体的导热性不好,其温度上升则会高很多。如图4所示,在焊料装片层中,如果空洞的含量占了整个器件体积的10%,在上述同样的工作模式下,其芯片的最高温度比没有空洞高近28.6℃,在器件没有功耗时也需要更长的时间来耗尽热量。从图4中发现,温度的上升斜率基本相同,但是随着焊料层中空洞体积的增大,结温会按一定比例增加,也就是说当焊料层中空洞含量较高时,焊料层热阻就会增大很多,整个器件的散热性能下降,造成IGBT器件工作时很多参数温度漂移或超出其安全工作区域。
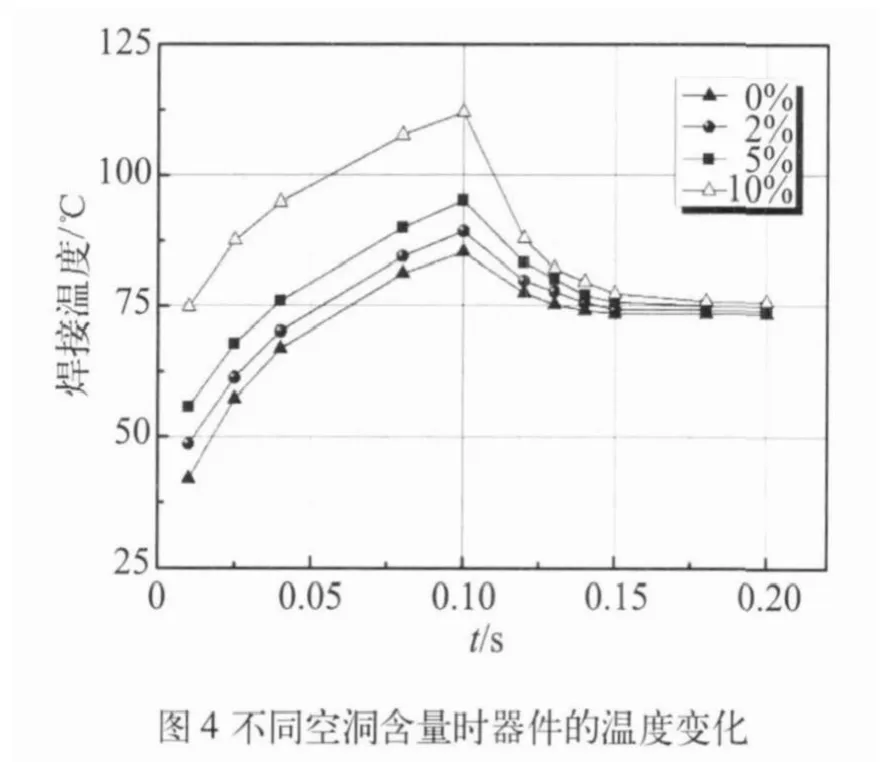
对于IGBT芯片及其封装材料一定的情况下,应该尽可能控制封装工艺中装片时在焊料层中产生的空洞大小,这样可以尽可能减小焊料层的热阻,提高整个IGBT器件的热阻,确保器件工作在安全温度区域。
4 空洞对车载IGBT器件性能的影响
IGBT器件功率消耗大,并且车载IGBT器件的工作环境温度高,而IGBT芯片在塑料封装外形TO-220中主要的散热途径是通过IGBT芯片底部的焊料层再到引线框架载片台再到器件外部环境。当焊料装片层中单个空洞很大或总的空洞很大时,IGBT器件的机械性能、热学性能、散热性能就会随之下降,并且器件的可靠性也会变差。空洞的增加导致器件的散热效果变差,在热冲击试验后会导致焊料分层,使IGBT器件功能失效。
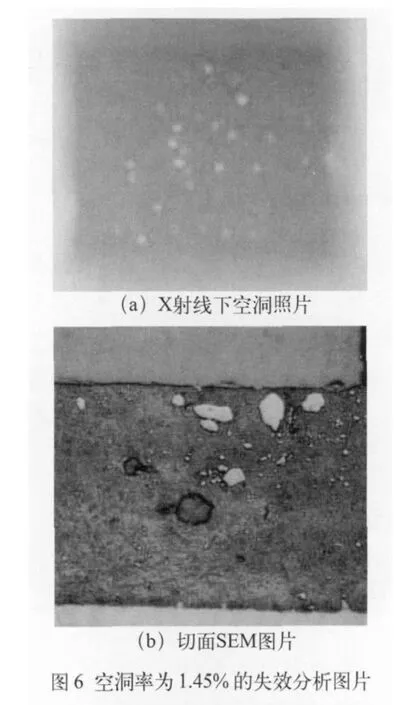
对于不同空洞大小的IGBT器件进行功率循环老化试验,我们发现空洞确实对其IGBT器件有很大的影响,表2是不同空洞率的器件可靠性实验对比结果。前面讨论到焊料界面材料的CTE不匹配,FEA热分析发现空洞大小影响散热的规律,导致了机械性能的下降,也就是说空洞大的IGBT器件可靠性比空洞小的器件差。对整体空洞率分别是如图5所示5.42%与如图6所示1.45%的IGBT产品进行一万次功率循环老化试验,最后我们发现,空洞率为5.42%的IGBT器件在试验后出现了功能失效问题,并且如图7(b)所示焊料切面产生了分层,而1.45%空洞率的产品最终通过了功率循环老化试验,焊料层状况良好,如图7(a)所示。


FEA热分析发现空洞大小影响散热,焊料层界面CTE不匹配导致了整个IGBT器件机械性能下降,也就是说IGBT器件焊料层中的空洞越大,其可靠性越差。同时,借助不同空洞率IGBT器件功率循环可靠性实验结论,我们确立了装片工艺空洞控制标准,即空洞体积单个小于2%,总数小于5%。

5 结论
FEA分析能够对功率IGBT器件的TO-220封装结构的热阻模型和温度分布进行准确的模拟,热阻会随着焊料空洞尺寸的增大而相应增大。IGBT器件的TO-220封装的装片工艺影响着功率IGBT产品的机械、热学与电性能,特别是焊料层中的空洞会严重降低器件的机械性能和散热性能,甚至引起焊料分层,造成电学参数安全工作区的缩小。由可靠性实验结果可知,空洞含量较大时,如5.42%能直接造成器件的失效,对于装片空洞的控制应该结合焊料装片的特点,科学选择焊料、引线框架等装片材料,合理确立焊料装片工艺所必须的保护气体含氧量,最大程度地控制好单个空洞和整体空洞的尺寸,确立装片工艺空洞控制标准,即空洞体积单个小于2%,总数小于5%,提高IGBT产品的可靠性。
[1]Thomas Theobald, et al. An Ignition IGBT with Smart Functions in Chip on Chip Technology [J]. Proceedings of 2001 International Symposium on Power Semiconductor Devices& ICs, Osaka.
[2]Jack Wojslawowicz, et al. 分立元件IGBT应用趋势汽车点火装置向小型化和智能化方向发展[J].电子与电脑,2005(9).
[3]Charles A. Harper. Electronic Materials and Processes Handbook [M]. McGraw-Hill Companies, Inc., 2004: 219-300.
[4]ESEC Corporation. Soft Solder Die Attach Tutorial [M].ESEC, 2001.
[5]Intergrated Circuits Thermal Test Method Environment Conditions-Natural Convection(Still Air)[S]. EIA/JEDEC standar-JESD51-2.
猜你喜欢
机电信息(2022年15期)2022-08-08
发明与创新(2018年17期)2018-08-09
中国铸造装备与技术(2017年6期)2018-01-22
幼儿教育·父母孩子版(2017年1期)2017-04-05
现代工业经济和信息化(2016年6期)2016-05-17
现代制造技术与装备(2015年4期)2015-12-23
焊接(2015年5期)2015-07-18
电子世界(2015年18期)2015-02-06
制冷学报(2014年3期)2014-03-01
组合机床与自动化加工技术(2014年10期)2014-03-01
