
矫直机辊缝调节系统
2010-06-23 09:08王善富
电气技术 2010年7期
王 忠 王善富
(1.海南大学机电学院,海南 儋州 571737;2.海南海宇锡板工业有限公司,海口 570311)
1 引言
在冶金精整生产线中,矫直机的作用一方面是在一定的弹性形变范围内,把带钢表面矫平,从而满足用户的要求;另一方面与机组其它设备同步运送带钢。它是保证产品质量最关键的部位之一。因此保障其正常运行,对于提升机组的安全生产和产品质量具有十分重要的意义。
2 工艺要求和控制原理
2.1 工艺要求
矫直机由17根工作辊组成,8根上辊、9根下辊,上辊固定,下辊由辊缝控制系统控制其升降,完成对带钢表面的矫正。工艺上要求控制系统应能设定和保存矫直机辊形,允许操作者通过点击触摸屏上的图形位置来改变入口或出口辊子的位置,可以单独调整,也能一起调节。在整个生产过程中系统保持辊子的设定值,无论辊子上施加的力如何,均能保证恒定不变的辊型。
2.2 控制原理
控制系统主要由以下部分组成:Mac苹果机、USC13″彩色触摸屏、68000控制器等。其控制原理框图如图1所示。
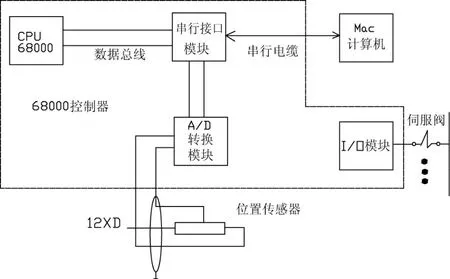
图1 系统控制原理图
由图1可知系统工作原理是从Mac苹果机的触摸屏上输入所要求的压下量及补偿值等数据,通过串行电缆传输给68000串行接口模块,数字变化的速度可按千分之几英寸/秒来调整。再通过并行数据总线送到CPU。而0~5K位置传感器的反馈信号经由A/D电缆传输到A/D转换模块中,经并行数据总线送到68000CPU中与给定的压下量值进行比较,形成闭环控制。比较信号经放大处理后,从 I/O模块输出给伺服阀控制液压缸的移动量。由68000控制器完成反馈量的计算,其公式为
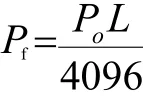
式中,Pf为电位器位置量;L为传感器长度; Po为前次反馈量。
上式中前次反馈值的范围是:0~4095。由此位置量,根据辊与入口至辊距之间的距离确定辊子的反馈位置。辊缝位置如图2所示。
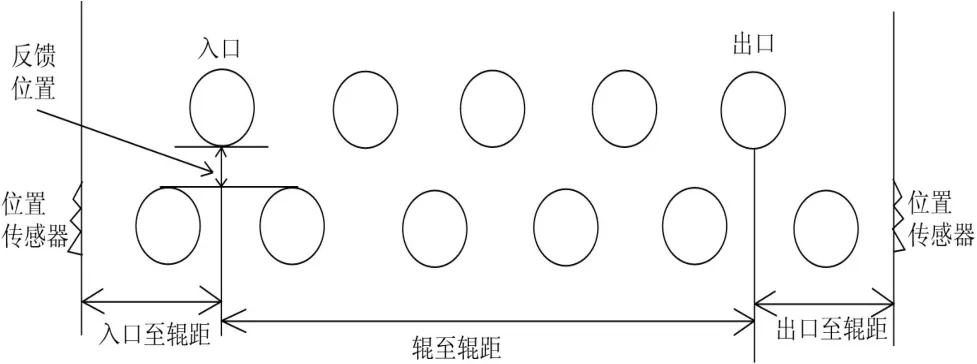
图2 辊缝位置示意图
为了让68000控制器确认反馈值,必须通过校正矫直机来给定一个初始值作为位置基准。
3 系统硬件设计
由工艺及工作原理,控制系统的硬件选配如下:UNICO公司的68000控制器,配有32位运算处理的CPU模块、256KRAM、256KEPROM;12位的A/D转换模块,转换速度小于 200μS。USC13″触摸屏,分辨率为800X600,接口采用RS485。位置传感器为美国BEI DUNCAN公司的KTR直线位移传感器,线性误差0.1%,重复精度0.013mm。MAC计算机为Mac Mini,GMA950图形芯片。
4 系统软件设计
根据矫直机要实现的具体控制功能,把整个控制程序划分成几个控制模块:由一个主程序,六个子程序和一个中断程序组成。各个程序的功能如下:
(1)主程序:程序变量的初始化,高速计数器(用于测速旋转编码器的输入)和定时器(用于中断程序)的初始化,调用子程序1,2,5。
(2)子程序1:触摸屏的初始化和触摸屏按键对应的命令字处理子程序。
(3)子程序2:送料速度控制子程序,根据“点动送料”和“自动送料”两种状态来实现上下两排辊送料速度控制.
(4)子程序3:计算下排辊子向上靠辊时,位置传感器的读数值。也就是位置基准面时位置传感器的数值。
(5)子程序4:辊缝控制子程序,根据“降辊”,“靠辊”和“缝控”三种状态来实现辊缝控制。
(6)子程序5:判断参数设置是否合理,这些参数包括入口辊缝值,出口辊缝值,排辊速度,前后辊缝的比例控制系数,静区容差,伺服放大器的输入阀值等。
(7)子程序6:根据位置偏差和反馈控制计算出控制器的电压输出值,这些电压输入到控制前后辊缝的伺服放大器中。
(8)中断程序:辊缝和送料速度的理想值和实际值的计算,并检查辊缝是否超差,定时器的重新初始化。主程序流程如图3所示。

图3 主程序流程图
5 运行分析
系统运行前先初始化,设定与位置量紧密相关的参数:入口至辊子的距离为10英寸、辊与辊间距13英寸、传感器长度2英寸、打开位置极限1英寸、压下位置极限-0.1英寸、穿带位置 0.4英寸、静区容差0.001英寸、偏差最大增量0.005英寸/秒、偏差最小增量 0.001英寸/秒。机组运行速度为260m/min时,矫平精度达到 0.1mm以内。生产过程中,系统主要存在两方面问题:
(1)启动 Mac计算机后,不能进入生产操作画面。这说明Mac苹果计算机的操作系统Macintosh不能找到应用程序,计算机在识别 SCSI装置时遇到问题。由此判定是系统软件故障或是硬盘损坏以及接口插头松动。首先检查接口插头,无异常;然后用工具磁盘来引导,仍不能进入系统,这说明硬盘损坏。更换硬盘,格式化重新安装系统软件和应用程序后,运行正常。
(2)带钢经过矫直机后,板形没有得到很好地改善。根据系统工作原理,造成这种现象的原因可能是:①电磁阀或位置传感器损坏;②68000控制器异常;③Mac苹果计算机故障;④位置基准不正确等。检查电磁阀,线圈得电,有磁性,这表明电磁阀正常,同时表明68000控制器机架中的I/O模块所对应的通道都是好的。接着检查传感器,测得其电压值由0~5V DC变化,范围正确,说明传感器也没有问题。然后检查68000控制器,信号指示灯都亮着,且±15V DC、±5V DC值都正常,表明68000控制器中CPU等模块没问题。再检查Mac计算机,其应用程序、系统软件运行正常,选择诊断程序监测液压缸的相对位置变化情况,动作正确。重新校正矫直机辊缝值,确定新基准,穿带钢开机运行,带钢表面矫平效果良好。
另外,为提升系统响应速度,进一步提高板形控制质量,升级了Mac苹果计算机,重新编写网络接口工具TERM程序,以便68000控制器与计算机正常通信。
根据上述运行状况,实际测量辊缝值如表1和表2。
6 结论
本套板材矫直装置采用多辊线性递减矫直法,整体结构包括机械、液压和电气控制三个部分。辊缝调节采用电气控制液压闭环伺服来实现。经过近年来在海南海宇锡板厂的实际运行情况,验证了此辊缝控制系统位置精度高、响应快,确保了产品质量。
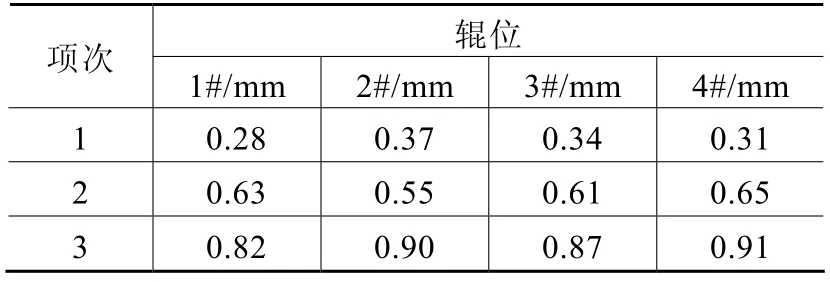
表1 入口辊缝实测值

表2 出口辊缝实测值
[1]王廷溥.金属塑性加工理论-轧制理论与工艺[M].北京∶冶金工业出版社,1988.
[2]祝夫文,宋成志,胡贤磊,等.中厚板轧制过程中消除侧弯的辊缝调节模型[J].钢铁研究学报,2008(11)∶ 25-28.
[3]陶文华,李平.PLC在钢厂矫直机控制系统中的应[J].冶金自动化,2002(3)∶65-67.
猜你喜欢
山东冶金(2022年1期)2022-04-19
精密制造与自动化(2020年2期)2020-06-30
中国重型装备(2019年2期)2019-05-13
金属世界(2019年1期)2019-03-12
机械设计与制造(2018年11期)2018-11-12
中国科技纵横(2015年2期)2015-11-05
建筑工程技术与设计(2015年22期)2015-10-21
科学中国人(2014年16期)2014-11-20
中国新技术新产品(2014年3期)2014-03-24
科技传播(2011年24期)2011-08-29
