
数控机床刀柄中心孔磨床的研制
2010-06-01 03:36:02王长生田东厚
制造技术与机床 2010年5期
王长生 田东厚
(哈尔滨量具刃具集团有限责任公司,黑龙江 哈尔滨 150040)
自哈量集团生产SK和HSK数控机床刀柄系列产品以来,SK刀柄在修磨中心孔这一道工序时,一直选用我国传统的中心孔研磨机,其合格率最多能达到60%~70%。而HSK刀柄中心孔的修磨也一直没有较好的工艺手段,只能使用普通中心孔磨床或安装圆锥形砂轮的普通立式钻床,其合格率始终在20%~30%之间徘徊,致使该系列产品的生产无法正常进行。可见,刀柄中心孔的修磨问题已经成为其生产的瓶颈,必须尽快解决。为此,急需研制一台数控刀柄中心孔磨床,以彻底解决影响刀柄生产的瓶颈问题。
1 设计思想及工作原理
经过对大量的废品进行数据分析后发现,产生废品的主要原因是选用的中心孔修磨机床不能满足数控刀柄系列产品对中心孔质量的要求。例如,中心孔研磨机是通过合金顶尖与刀柄中心孔对研的方法来修磨中心孔的,因为合金顶尖自身精度不高且不能修整,所以SK刀柄废品率较高;而普通中心孔磨床无法实现与HSK刀柄中心孔对磨,只能以一端中心孔定位,通过对刀柄外圆柱面或圆锥面增加辅助支承后进行另一端中心孔的磨削,特别是磨削端面带有传动键槽的刀柄时,因为磨削砂轮的进给系统是刚性的,所以中心孔的修磨精度很难保证。另一方面,采用金刚笔修整砂轮时,由于砂轮尖部线速度较低,因此尖部的修整质量往往较差,甚至经常脱落,无法保证中心孔的修磨质量;至于安装圆锥形砂轮的普通立式钻床,因为兼具上述两款机床的缺点,所以更无法满足修磨中心孔的工艺要求。
针对现有机床的缺点,为了提高刀柄中心孔的修磨合格率,我们新研制的数控刀柄中心孔磨床的设计思想必须要重点解决好以下几个问题:首先是磨削砂轮与刀柄中心孔的对磨问题,其次是磨削砂轮的修整问题,再次是磨削砂轮的刚性进给问题。

如图1所示,该机床的工作原理较简单,运动由电动机经三角皮带和卸荷带轮传至主轴,主轴带动磨削砂轮2旋转。当修磨刀柄中心孔时,手持刀柄以其中一端中心孔定位,并将该端放入下顶尖1上,转动进给手柄5使磨削砂轮2与刀柄上端中心孔进行对磨。重复以上过程进行刀柄另一端的对磨,从而实现刀柄的修磨工作。当磨削砂轮2需要修整时,启动修整砂轮3后,通过扳动修整手柄4实现磨削砂轮2的修整工作。
2 主要结构设计
该机床主要参考传统中心孔研磨机和中心孔磨床的成熟立式结构,整体仍采用立式结构,如图1所示。
2.1 主轴
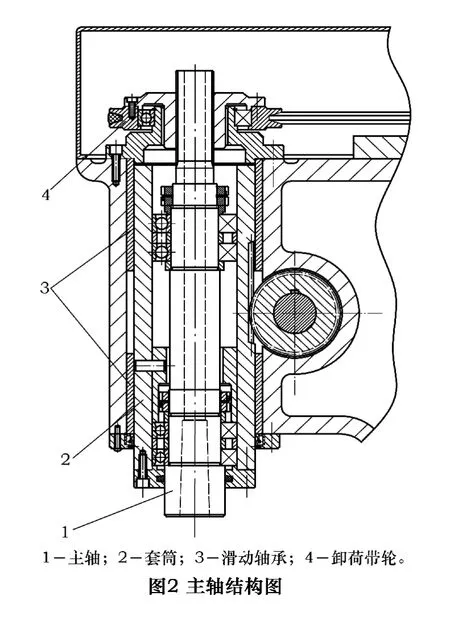
主轴是机床的核心部件,其精度直接影响刀柄中心孔的修磨质量,因此,其主要结构和精度指标尤为重要。如图2所示,本文所设计的主轴部件采用典型的套筒式磨头结构,其中主轴1的前后支承均采用双排高精度滚动轴承支承,这样既能满足精度要求,同时又能提高磨头主轴的整体刚度。考虑到套筒2内孔加工的工艺性,我们将其设计为等径的直孔,这样更易于保证内孔的高精度。整个磨头通过齿轮齿条在2个滑动轴承3的内孔中上下运动实现进给。而磨头主轴的转动则是由电动机通过三角皮带经卸荷带轮4实现的,其转速通过变频器可在0~3000 r/min范围内实现无级调速,从而更好地满足了中心孔修磨对转速的要求。
2.2 进给系统
传统中心孔研磨机和中心孔磨床的进给系统均为刚性进给系统,无法实现柔性进给,这就给修磨端面带传动键槽的HSK刀柄中心孔带来一定的困难,直接影响中心孔修磨质量。为了彻底解决这一制约生产的瓶颈问题,本文对砂轮主轴的进给系统进行了创新设计,在传统齿轮齿条刚性进给系统的基础上引进柔性进给系统,很好地解决了这一问题。
如图3所示,该柔性进给系统中的平面涡卷弹簧4通过弹性元件弯曲变形而产生扭力。其中弹簧的外端固定在蜗轮3上,而内端固定在与齿轮轴一起转动的内套2上,其扭力大小通过转动蜗杆5来调整。另外,调整B-B剖面图中的调整螺钉7可以改变弹簧6压力的大小,从而使手柄1进给时的进给力发生变化,最终实现进给系统的柔性进给。

2.3 修整器
修整器是砂轮修整不可缺少的部件,传统的磨床砂轮修整器均为金刚笔,通过金刚笔的直线运动或曲线运动实现砂轮的修整,以满足工件对砂轮修整的要求。普通中心孔磨床亦采用金刚笔来完成锥形砂轮的修整工作,但由于锥形砂轮越接近尖部其线速度越低,直至为零,且金刚笔不能旋转而没有线速度,因此砂轮尖部总是因金刚笔与砂轮之间的线速度差太小而脱落,进而影响中心孔的修磨质量甚至无法修磨。
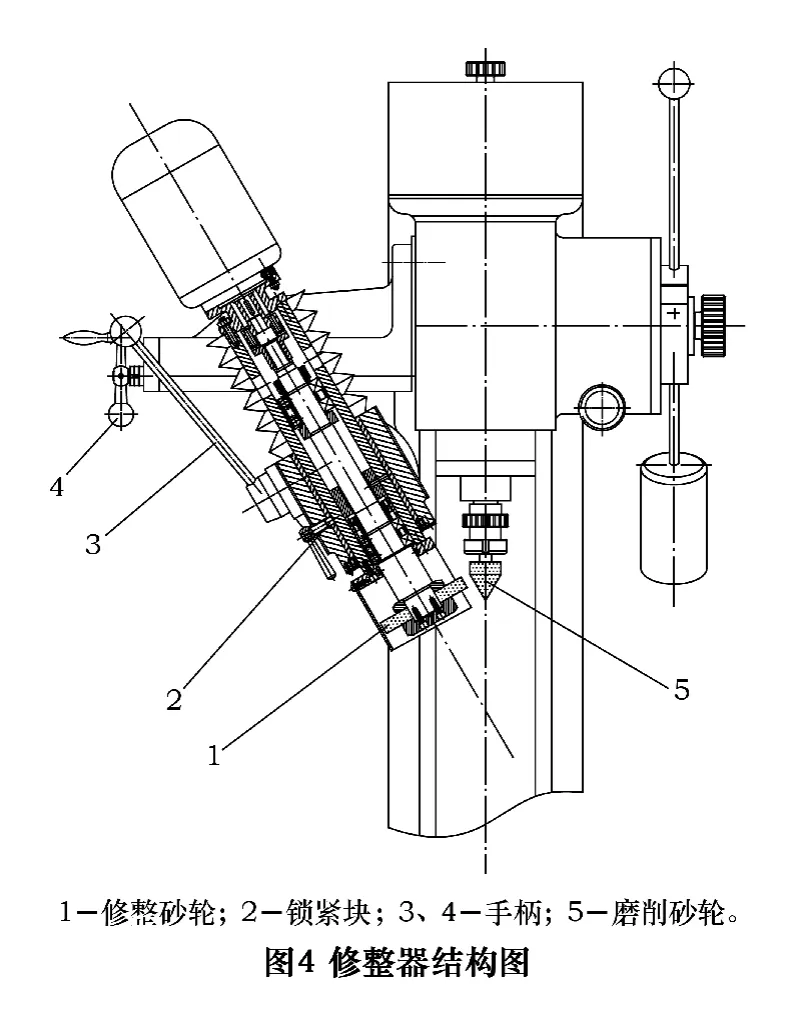
为了彻底解决这一难题,我们从确保修整器与砂轮之间的线速度差入手,经过反复研究和认真思考,大胆借鉴国外的先进做法,突破传统的惯性思维,提出用旋转砂轮代替金刚笔的修整器设计方案。其结构图如图4所示,修整磨削砂轮5时,首先启动修整电动机,这时电动机直接驱动修整砂轮1旋转,修整进给运动由手柄4完成,修整走刀运动由手柄3完成。锁紧块2的材料为紫铜,防止锁紧时损伤修整磨头的套筒外表面,当调整好修整磨头的位置后,将其锁紧,此时方可进行修整工作。修整工作完成后需通过手柄4将修整磨头退出修磨区,然后即可进行刀柄中心孔的修磨工作。
3 实际应用
该机床于2007年8月份在哈量集团研制成功,从试生产到正式投入使用至今,SK刀柄的合格率达到了100%,而 HSK刀柄的合格率也一直稳定在98.5%以上,至此彻底解决了刀柄中心孔修磨的瓶颈问题。图5为生产现场机床图片。
4 结语
在传统中心孔研磨机和中心孔磨床的基础上,我们研制了数控机床刀柄中心孔磨床,解决了数控机床刀柄中心孔修磨合格率低的问题,其中完成的主要工作如下:
(1)采用卸荷带轮,消除了皮带张力对砂轮主轴精度的影响;
(2)引入柔性进给系统,有效解决了修磨端面带传动键槽刀柄中心孔的质量问题;
(3)采用旋转砂轮修整器,从此磨削砂轮修整后其尖部不再脱落,修磨质量大大提高;
(4)利用变频器使主轴转速实现一定范围内的无级调速。
尽管该机床彻底解决了刀柄生产的瓶颈问题,使刀柄修磨合格率得到了很大提高。但是在实际使用过程中还是发现有一些亟待解决的问题需要进一步完善。例如:修整砂轮的国产化问题,刀柄较重或较长手持较困难时需考虑辅助支撑的问题等等。
[1]徐灏.机械设计手册[M].北京:机械工业出版社,2001.
猜你喜欢
中国介入心脏病学杂志(2022年7期)2022-09-16 07:53:24
科学家(2022年2期)2022-04-12 09:13:17
装备制造技术(2021年1期)2021-05-21 07:54:50
五金科技(2020年5期)2020-10-31 14:41:32
金属加工(冷加工)(2018年3期)2018-03-26 09:37:07
计算机测量与控制(2017年6期)2017-07-01 16:24:03
化工设计通讯(2017年10期)2017-03-02 03:24:02
小学生作文(低年级适用)(2016年9期)2016-11-11 06:31:53
组合机床与自动化加工技术(2014年10期)2014-03-01 02:22:17
中国设备工程(2014年2期)2014-02-28 13:43:44
