CCM T2010制齿装备创新成果精粹
2010-05-26 03:24马云
世界制造技术与装备市场 2010年5期
马 云
(陕西秦川机床工具集团有限公司,721009)
CCM T2010制齿装备创新成果精粹
Quintessence of Innovations on Gear M anufacturing Equipments in CCM T2010
马 云
(陕西秦川机床工具集团有限公司,721009)
CCMT2010全面展示了我国现代先进制造技术——机床行业高新技术产品,特别是中高档数控机床的最新发展成果,高速、高效、精密、复合、柔性、绿色制造是众多展品共有的技术特征。国内重庆机床工具集团、秦川机床工具集团、天津一机床、南京二机床、宜昌长机科技、营口冠华机床、湖南中大创远、天津市精诚机床等国内著名齿轮加工机床制造商,以及近年来挤入齿轮加工机床制造行列的齐重数控公司、哈量集团等共展出了67台数控机床加工机床 (及辅机),展品体现了我国数控齿轮加工机床行业的最新成果,展品基本上是最新或首次推出,许多展品是国民经济众多行业和部门进行产业和产品结构调整急需的装备,更多产品为用户提供了多种选择。
陕西秦川发展股份有限公司参展的配置有秦川数控系统QCCNC6801(自主知识产权)数控成形砂轮磨齿机—YK7332A;齐重数控装备股份有限公司参展的大规格数控成形砂轮磨齿机—YK73400L;哈尔滨量具刃具集团有限公司参展的数控螺旋锥齿轮磨齿机—G2000G(铣齿机H2000C);重庆机床工具集团有限公司参展的五轴数控铣齿机 (也可以铣内齿)—YKX39320(N)、六轴四联动数控高速干切滚齿机YE3120CNC7;宜昌长机科技大型数控铣齿机—YK84350;重庆大学与四川普世宁江公司联合开发国内首台的 “高精度零编程数控滚齿机床” 六轴四联动全数控滚齿机—YK3610,台湾陆联数控成形砂轮磨齿机—LFG-8040,天津一机床YK22160数控弧齿锥齿轮铣齿机等均可称为本届数控机床展的典型代表。
一、国内齿轮加工机床行业的发展动向
近年来,为实现向用户提供成套齿轮类零件解决方案和 “交钥匙”工程,以及满足各行业对齿轮品质要求的进一步提高,国内齿轮加工机床行业出现了新的格局和发展动向。
1.逐渐将形成了几家综合实力强,能向用户提供成套齿轮加工技术与装备的公司
(1)重庆机床厂2005年开始先后并购了原重庆第二机床厂、重庆工具厂改制组建了重庆机床集团,以专业生产齿轮加工机床为主,志在打造国内最大的成套制齿装备生产基地。
(2)秦川机床集团通过战略性跨国并购、重组,公司拥有齿轮磨床、外园磨床、高速滚齿机、复合齿轮刀具、拉削工艺及设备等核心技术,具备向用户提供从图纸到工件的全套工艺设备解决方案的能力。
(3)以立、卧式重型机床为主齐重数控公司向风电拓展发展空间,2007年以来提出了打造全系列制齿设备发展战略。公司开发的BVGM、YL系列齿轮加工机床包括开坯机、直齿斜齿铣齿机、滚齿机、磨齿机。
(4)2006年开始,以天津第一机床总厂为主体,纳入明泰机械制造有限公司 (由原天津市第四机床厂和天津市第六机床厂的优势资源整合而成)和津机磨床有限公司等企业,曾希望构建中国锥齿轮成组、成套、成线中高端装备水平研制基地以金切机床为主的机床企业集团。
2.滚齿机制造商及齿轮加工外围设备制造商进入磨齿机制造领域
随着用户对齿轮品质要求的不断提高,比如六档变速箱和自动变速箱的推广,以及航空、航天、船舶、风力发电行业对大型齿轮需求的迅速增加,原来以制造滚齿机为主的公司齿轮外围设备制造商逐步进入齿轮精加工机床—磨齿机制造领域。以制造滚齿机、插齿机和剃齿机为主重庆机床集团、南京二机床、营口冠华机床也都相继研发生产了成形砂轮磨齿机;以立、卧式重型机床为主齐重数控公司也研发生产成形砂轮磨齿机,哈量集团 (齿轮检测仪、刀具为主)、威海华东数控公司等研发生产了数控螺旋锥齿轮磨齿机等。
二、齿轮加工机床的技术水平及发展趋势
本届CCMT展览会展出的齿轮加工机床的技术水平又有新的提高,高精度、高速、高效、复合化、干式切削等在展品中得以体现,其仍将是今后齿轮机床的发展方向。
1.参展齿轮加工机床数控化水平大大提高
在参展的67台齿轮加工机床及辅助产品中,仅仅只有1台修磨机未配置数控系统,为普通机械控制产品,数控化率达到99%。其中更令人值得关注的是秦川发展参展的YK7332A数控成形砂轮磨齿机,采用拥有自主知识产权的秦川发展数控系统QCCNC6801,该机床已经广泛用于国内汽车、航空机床等行业的齿轮精密磨削加工。
2.新技术、新工艺、新方法应用速度加快
秦川发展的数控高效精密磨齿机紧跟国际先进技术发展趋势,已大量采用力矩电机直接驱动,静压导轨,电子齿轮箱,自动对刀、自动上下料系统等技术,大大地提高了磨齿机的磨齿精度、生产效率。重庆机床采用电子齿轮箱技术,成功推出了六轴四联动数控高效滚齿机YS3140CNC6。继续推进“数控高速干切滚齿机产业化工程”,完成YE3120CNC7和YS3116CNC7两款高速干切滚齿机的开发、试制工作;2009年齐重数控自主研发了国内最大规格全功能、全数控、高精度滚齿机——YK31500L和YK7500L成形砂轮磨齿机。这次展会上又成功推出了采用力矩电机直接驱动,大规格环形静压导轨、静压轴承支承、高精度双蜗轮蜗杆副传动技术的YK73400L数控成形砂轮磨齿机。四川普什宁江机床采用力矩电机直接驱动技术,成功研制国内首台零传动卧式数控滚齿机YK3610。宜昌长机科技参展的YK83350大型数控铣齿机最大加工内齿直径?3500mm,采用进口硬铣刀盘加工,干式切削,绿色环保。浙江佳雪微特电机集团采用电子齿轮箱也成功推出了高速干、湿切数控滚齿机YGS3610CNC。
3.自动化程度进一步提高
秦川发展的精密数控磨齿机可为用户可提供自动对中、磨削余量自动分配、在线齿轮自动检测等功能选项。YK7230数控高效蜗杆砂轮磨齿机除了为用户提供用上选项外,还为用户新增了自动上下料系统选项,大大降低操作者劳动强度,方便纳入生产自动线。天津市精诚机床参展的YH9332F数控齿轮倒角机可配置自动上下料系统,操作简单,工作稳定可靠,精度高,主要用于汽车工业生产自动线。
4.高速化、高效化又有新进展
齐重数控公司的BVGM、YL系列齿轮加工机床包括开坯机、直齿斜齿铣齿机、滚齿机、磨齿机。其中,开坯机、直齿斜齿铣齿机在加工时可一次装夹3件以上,使用专用可转位刀具,采用高速加工,加工速度vc=150m/min,进给量vf=230mm/min,fz=0.45mm/z。机床选用山特维克齿轮铣刀,可将齿轮的加工效率提高10倍以上,完成高精度齿轮加工。
秦川发展的YK7230首开国内在蜗杆砂轮磨齿机上采用直接驱动技术的先例,集五轴联动技术、直接驱动技术、非接触式自动对刀技术、自动上下料技术于一身。砂轮主轴最高旋转速度可达3000r/min,工件主轴最高旋转速度达280r/min。使该机床的整机性能提升到一个新的水平,大幅度提高机床的磨削效率。
三、典型代表产品
1.统秦川发展的YK 7332A数控成形砂轮磨齿机
YK7332A数控成形磨齿机 (图1)适合大批量磨削加工Φ320mm以下高精度以及特种齿轮,适用于汽车、航空、机床等行业齿轮加工,特别适用于对齿形有修形要求及对齿根齿顶过渡部分有特殊要求的高速齿轮和多联齿轮的加工,另外还可以磨削非渐开线齿形如摆线齿轮、油泵转子、高精度花键和螺杆等。
最值得令国人振奋的是该机床采用拥有自主知识产权秦川发展自己开发的数控系统QCCNC6801数控系统。
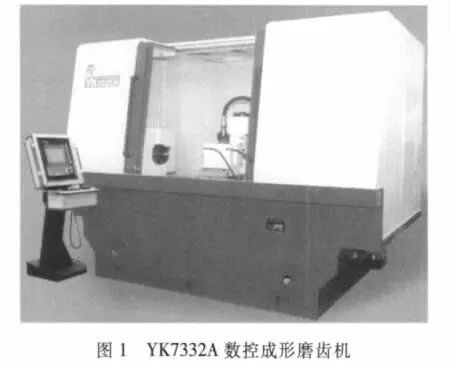
该机砂轮架进刀轴X、砂轮架走刀轴Z、砂轮架旋转轴A、分度轴C均采用伺服控制,其中X轴、Z轴、C轴为全闭环控制,A轴为半闭环控制。直线轴X、Z轴导轨选用进口高精度、高刚性滚柱直线导轨。砂轮架旋转轴A选用高精度复合轴承,满足砂轮架螺旋角准确定位和高刚性要求。分度轴C采用双蜗杆消隙机构,保证准确分度精确要求。
磨头电机选用电主轴,最高转速可达18000r/min,可满足小规格磨头砂轮及高速砂轮线速度要求。
机床磨削用砂轮为普通砂轮。利用成形修整软件,根据用户磨削工件要求生成数控系统数据文件。利用机床工作轴X、Z轴插补运动,用金刚石滚轮完成砂轮截形成形修整。机床磨削工作循环由数控系统控制通过一次编程完成砂轮修整、补偿及工件磨削自动循环控制。
全封闭保护罩。工件冷却选用大流量冷却泵,并配有恒温制冷设备。整机配备静电吸雾装置,工作环境干净、卫生。
机床采用正压式过滤系统,大流量冷却泵配备恒温制冷设备,使用维护方便,可满足成型冷却要求。
2.齐重数控的YK 73400L数控成形砂轮磨齿机
YK73400L数控成形磨齿机 (图2)适用于渐开线直齿轮和斜齿轮的高精密磨削以及齿形、齿向的特殊修形。加工最大齿顶圆规格Φ5000mm。普通砂轮和CBN砂轮均可适用。主要加工满足高质量传动系统的高精度齿轮。

该机床6轴4轴联动,工作台采用力矩电机驱动,具有很高的传动精度及定位精度。工作台端面跳动可达0.008mm。加工齿轮达5级精度。
3.哈量集团H 2000C数控螺旋锥齿轮铣齿机
(图3)为六轴五联动数控机床,由X、Y、Z三个相互垂直的直线轴和A、B、C三个旋转轴构成。A轴为工件轴,C轴为刀具轴,B轴用于调整工件轴线与刀具轴线的夹角。B轴采用转台+连杆机构驱动的新型结构,避免了摩擦轮结构产生的打滑和机床坐标原点漂移的问题。Y轴传动取消了平衡油缸,采用双丝杆的 “重心驱动”结构,提高了机床的动态性能。H2000C型数控螺旋锥齿轮铣齿机适合于矿山、冶金、船舶、建材等行业大规格、高精度螺旋锥齿轮的精密铣齿加工。
该机床6轴5联动,最大加工工件直径2000mm,最大加工模数40mm,刀具轴转速0~30r/min,工件轴转速0~15r/min。

4.重庆机床集团YE3120CNC7数控高速干切滚齿机
YE3120CNC7数控高速干切滚齿机 (图4)为六轴四联动数控高速干切滚齿机,通过电子齿轮箱,用展成法加工各种直、斜齿轮、双联或多联齿轮、小锥度齿、鼓形齿,花键,蜗轮,链轮等。适用于汽车、摩托车、流体机械、起重机械等行业的大批量齿轮加工。

该机床最大加工工件直径210mm,最大加工模数4mm,加工工件齿数4~1000,最大轴向行程300mm。
5.宜昌长机科技YK 84350大型数控铣齿机

YK84350大型数控铣齿机 (图5)采用立式龙门布局,结构合理,操作方便;刀架溜板采用超宽导轨设计,精度保持性好,并且在加工时具有锁紧功能;铣头采用双驱动方式,具有较高强度及刚度,可进行强力铣削;工作台采用高精度蜗轮副,大扭矩伺服电机驱动,采用环山型恒流静压导轨,机床在重载时旋转轻松,铣削加工时,工作台主轴采用夹紧油缸锁紧 (斜齿除外)加工可靠、稳定;内、外齿加工转换便捷,铣头可以旋转,可加工螺旋圆柱齿轮。机床工作台面直径3000mm,最大加工工件直径 (内齿)3500mm,最大加工模数30mm,最大加工螺旋角±15°,主轴转速65r/min~140r/min。
该机床适用于回转支承、矿山机械、冶金机械及风电等行业齿圈加工。
6.普什宁江机床YKJ3610数控高效卧式滚齿机
重庆大学和普什宁江机床共同研发的YKJ3610数控高效卧式滚齿机 (图6),主要用于加工模数≤25mm的直齿圆柱齿轮、斜齿轮。使用高精度滚刀、采用合理的切削规范时,可加工6级精度的直齿圆柱齿轮及斜齿轮。机床轴向溜板、径向溜板通过伺服电动机编程实现轴向进给、径向进给的无级调速。机床的移位滚刀架采用步进电动机对滚刀架的切向移动进行控制,可大大提高刀具的使用寿命。可进行各种形式的方框循环加工程序。选订特殊附件可扩大机床的加工范围。

该机床最大加工工件直径100mm,最大加工模数2.5mm,加工齿数4~320,滚刀转速400r/min~2000r/min,滚刀架可转动角范围±50°,X、Z轴分辨率1μm。
7.台湾陆联LFG-8040成形砂轮磨齿机
陆联公司LFG-8040齿轮成形磨床 (图7)最大加工工件直径800mm,最大加工模数20mm,最大磨齿深度45mm,砂轮轴旋转角度±45°,砂轮最高转速4000r/min。
该机床最大特点是,操作者只要依据操作界面的的指示输入所需参数,就能自动生成数控加工程序。

8.天津一机床YK 22160数控弧齿锥齿轮铣齿机
YK22160数控弧齿锥齿轮铣齿机 (图8)是我国重型数控弧齿锥齿轮铣齿机研制上的一大创举,具有独立自主创新知识产权。

该机床采用卧式布局,由前、后床身、摇台支架、摇台鼓轮、偏心鼓轮、工件箱等主要部件组成,并配备单独的液压站和磁性排屑器,电气柜。机床机构合理,传动链短、刚性好、精度可靠、功能全、适应性广,操作使用方便。
机床最大加工工件直径2000mm,最大加工工件模数30mm,最大螺旋角45°。S轴刀盘主轴的旋转运动由变频电机及减速齿轮箱来传递;Z轴刀盘主轴由伺服电机通过滚珠丝杠带动完成轴向移动,其定位精度和重复精度高;Y轴工件主轴的分度和范成运动由伺服电机带动高精度蜗轮副完成,工作平稳,分度精度高;X轴摇台的范成运动由伺服电机,减速机构,高精度蜗轮副来完成。
猜你喜欢
失效分析与预防(2020年1期)2020-06-17
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年7期)2018-01-19
北京航空航天大学学报(2017年9期)2017-12-18
滇池(2017年5期)2017-05-19
光学精密工程(2016年3期)2016-11-07
测绘科学与工程(2016年6期)2016-04-17