长枕埋入式无砟道岔施工技术
2010-05-08 12:05:56冯渭和
铁道建筑 2010年10期
冯渭和
(中铁一局集团 新运工程有限公司,陕西 咸阳 712000)
1 工程概述
乌龙泉车站中心里程DK1237+850,设计共铺设60 kg/m 18号可动心轨单开道岔8组,均为无砟道岔,并按无缝道岔设计。其中北咽喉区铺设4组国产18#道岔,1#、5#道岔由山桥厂生产,3#、7#道岔为宝桥厂生产。南咽喉区铺设4组德国BWG18#道岔。
2 道岔的主要结构
BWG无砟道岔主要由水硬性支承层、岔枕、道岔钢轨组件和C40混凝土道床板组成。国产无砟道岔主要由钢筋混凝土底座、岔枕、道岔钢轨组件和 C40混凝土道床板组成。其中道岔钢轨组件主要包括以下几部分:①道岔转辙器部分包括直线段基本轨、曲线段基本轨、曲线段尖轨和直线段尖轨;②连接部分包括直线段导轨和曲线上导轨;③辙叉部分包括基本轨、护轨和辙叉。
3 道岔检查及验收
道岔检查验收首先是在厂内对组装情况进行检查验收。检查内容包括:岔枕质量、道岔钢轨件尺寸质量和道岔组装质量。道岔组装质量严格按照《客运专线无砟轨道道岔铺设暂行技术条件》的要求进行检查验收,要求达到A类检查项点合格率为100%,B类检查项点合格率为90%,C类检查项点合格率为80%。其次是道岔产品进场后的检查验收,主要是检查道岔产品在运输过程中是否发生损坏和变形,保证道岔的安装质量。
4 道岔运输
乌龙泉车站国产道岔完全分解,汽车从道岔厂直接运输到工地。BWG道岔则先采用火车运输到咸宁车站,再用汽车二次倒运到施工现场,运输过程中BWG道岔尖轨—基本轨和辙叉组件部分整体运输,其余部分采用分解运输方式。
5 道岔铺设
道岔采用原位组装的施工方法。对于BWG道岔,其基本轨—尖轨和辙叉部分采用了单元整体的运输方式,组装时支承层以上部分作为整体进行拼装。道岔几何尺寸完全调整到位后方可进行混凝土浇筑。北咽喉区国产道岔竖向支撑采用钢轨调整螺栓,横向采用调整锚具和三角侧向支撑架的双加固方式;南咽喉区BWG道岔竖向支撑采用岔枕调整螺栓,横向采用锚具的支撑方式。
5.1 工艺流程
道岔施工工艺流程见图1。
5.2 施工准备
在进行道岔原位组装前,必须在水硬性支承层或钢轨混凝土底座上定出道岔的位置控制点。道岔桩位放样除测设道岔岔心、岔首、岔尾中心桩位外,还应在道岔前后50~100 m范围测放线路中线桩,以便控制线路同道岔平顺连接。道岔区测量控制桩位置如图2所示。
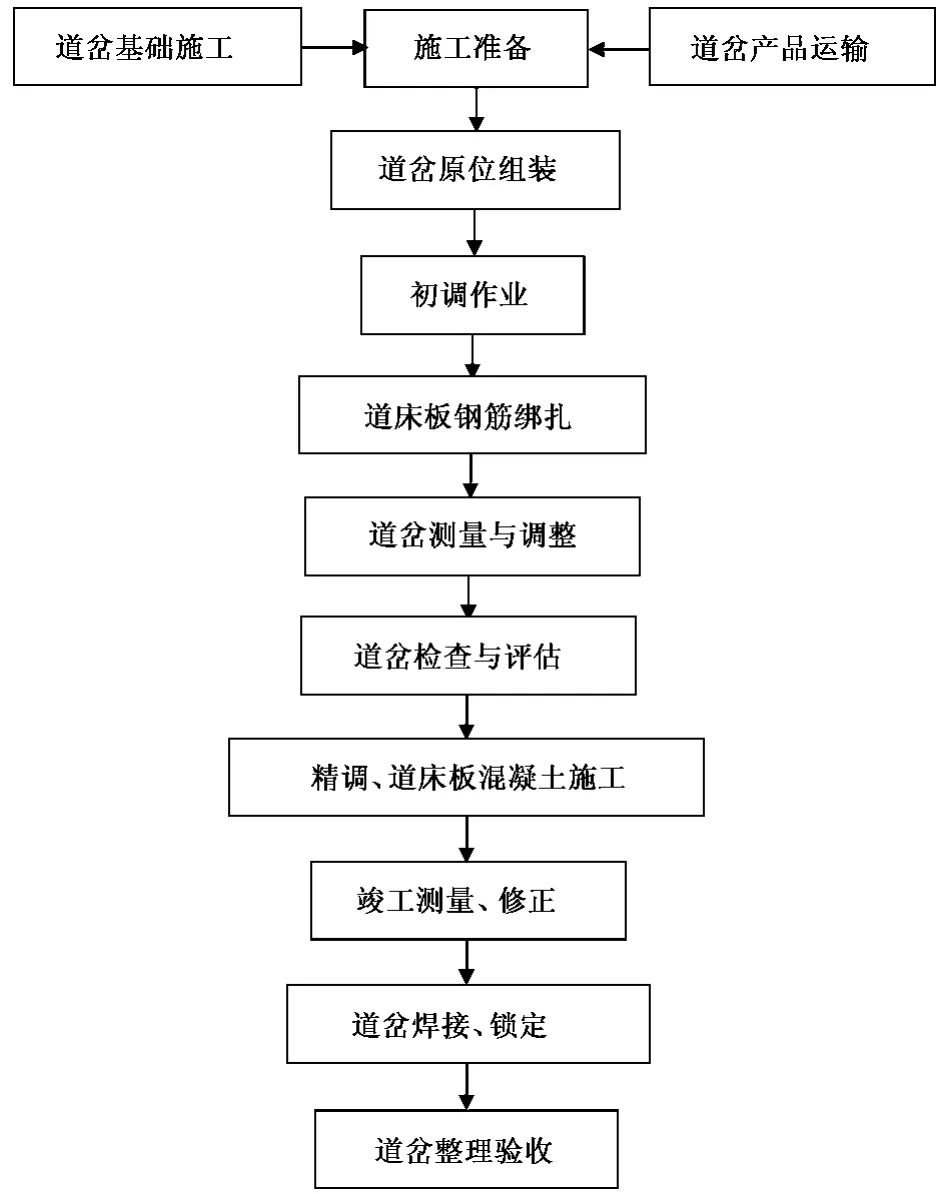
图1 道岔施工工艺流程
控制点测设注意事项:①道岔中心控制基桩宜与站线轨道同时测设,误差调整应在站线测量中消除。②应在道岔始端、道岔中心、道岔终端直股和侧股的两侧位置及道岔直股前后50~100 m范围内设置控制基桩,距线路中线的距离应为3~4 m,按坐标直接测设。③控制基桩应参照CPⅢ桩位的要求埋设,在稳固、可靠、不易破坏和便于测量处设置,并应防冻、防沉降和抗移动,控制点标识应清晰、齐全。④施工前应增设加密基桩。
5.3 道岔组装
5.3.1 国产道岔的组装
国产道岔完全分解后运输到施工现场,其组装过程包括散布岔枕、安装扣件、钢轨件安装和连接等几个步骤。
1)散布岔枕。人工按设计要求的编号位置将岔枕搬运到组装平台上。可根据靠直基本轨一侧的道岔模板安装线控制岔枕的横向位置。用刚尺检查岔枕的纵向距离,将其调整到设计要求的位置上。
2)安装扣件。根据铺设图纸的要求,将扣件安装到对应的岔枕位置上,扣件的安装方法要满足相关技术要求。
3)钢轨件安装和连接。道岔钢轨件按从前至后、先直向后侧向、先外股后里股的顺序安装。

图2 道岔控制点位布置示意
①将道岔钢轨组件按设计图纸要求,用专用吊具将其吊放到扣件上。其中基本轨—尖轨和辙岔钢轨组件需要整体吊放安装。钢轨间预留8 mm的缝隙,并用鱼尾板连接。将直、曲基本轨端头用方尺方正,并与道岔岔首控制桩位对齐。
②先将直基本轨扣件上紧,用弦线法校正直基本轨的直线度,误差控制在2 mm/10 m内。
③以直基本轨为控制轨,通过轨距和支距来调整其他钢轨件的安装位置。轨距和支距可通过采用偏心套筒或轨距块来进行调整。
④几何尺寸满足要求后,用定扭距扳手将道岔扣件拧紧,扣压力为300~350 N·m。
5.3.2 BWG道岔组装
由于BWG道岔是采用单元整体与分解相结合的运输方式,现场组装道岔时,基本轨—尖轨和辙叉部分以单元整体方式组装,其余部分组装方式同国产道岔。
首先组装“岔前”单元(即尖轨与基本轨单元)。单元轨节用汽车吊吊装铺设,吊装过程中使用18 m长吊梁作为吊具。在轨节落到组装平台上之后,通过道岔位置控制点定位第一单元轨节的纵横向道岔组装位置,其位置校正作业用钢轨千斤顶来完成。道岔连接部分人工散布岔枕,安装扣件,将钢轨件吊装到位。以直基本轨一侧为控制轨,通过轨距、支距控制其他位置钢轨件的位置。最后整体吊装辙叉部分,其定位方法同“岔前”单元,所有钢轨件连接完成后,对道岔的直线度、轨距和支距再次进行校正,使其满足要求。辙叉部分长短枕连接处采用刚性连接。
5.4 道岔初调
5.4.1 初调的方法和标准
道岔初调作业时测量工具用轨检小车。其调整时采用钢轨千斤顶。检查项目主要包括:道岔的高程和中线。要求道岔高程误差控制在0~-5 mm范围内,中线误差控制在±2 mm范围内。
5.4.2 支撑体系的安装
1)国产道岔支撑体系的安装。国产道岔竖向支撑采用钢轨竖向调整螺栓,在道岔初调到位后,每隔2根岔枕在钢轨底安装一对;横向调整采用锚具和三角支撑的组合方式。横向调整锚具在道岔组装平台拆除后安装,主要用于道岔的精调作业。三角架支撑主要是在道岔精调作业完成后安装,原则上不对道岔施加作用力,只是起到加固作用,防止在道床板混凝土浇筑过程中道岔出现移位,见图3。
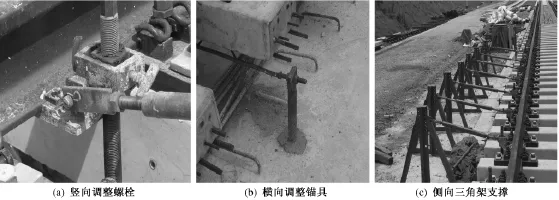
图3 国产道岔支撑体系的安装
2)BWG道岔支撑体系的安装。BWG道岔竖向支撑采用岔枕调整螺栓,道岔初调作业完成后,在每根岔枕端头安装支撑螺杆,下面都垫设有压痕的小钢片以保持支撑的稳固。横向调整采用锚具。在组装平台拆除后每隔2根枕木将横向调整锚具丝杆与岔枕横向钢筋焊连,见图4。

图4 BWG道岔支撑体系的安装
5.5 道床板钢筋施工
将加工制作好的钢筋运送到施工现场,人工现场绑扎。纵横向钢筋、纵向钢筋与岔枕桁架钢筋接点位置处安装塑料绝缘夹,并用塑料绑扎丝带固定,以满足轨道电路传输的要求。根据设计图纸要求,利用结构钢筋做接地处理,要求钢筋单面焊焊缝长度不小于200 mm。
模板为槽钢改制的定型钢模,安装时对齐模板安装线位置。按设计要求,国产道岔道床板分为4个单元,单元间用软板分隔。BWG道岔道床板为整体结构。在道岔转辙基坑位置安装模板,要保证其安装稳定,同时要形成一定排水坡度。在钢轨接缝处也需要安装模板控制道床板混凝土高度,以满足后期钢轨接头铝热焊的要求。
5.6 道岔测量调整
安装道岔转辙机,对道岔进行工电联调,确认道岔组装质量。主要内容包括:检查道岔轨向、水平、轨距、支距和密贴等。根据《无砟轨道道岔铺设暂行技术条件》的要求,道岔轨向允许偏差为:2 mm/10 m弦;轨距、支距允许误差为 ±1 mm;道岔第一牵引点前尖轨(或心轨)与基本轨(或翼轨)的缝隙要求≤0.2 mm;其他部分要求≤0.5 mm。主要检测工具有轨距尺、支距尺、塞尺和10 m弦线。该项工作需要道岔供应商配合。道岔调整满足要求后,拆除转辙机,用夹具夹紧心轨与基本轨,使其保持密贴。
道岔组装质量检查完成后,用轨检小车对道岔直向、侧向线形进行优化测量调整。实际施工过程中,道岔直向、侧向位置与理论设计位置存在偏差,且两者在调整过程中会相互影响。施工过程中通过分析直、侧向位置的偏差情况,确定调整方案,将线形优化到最佳位置,保证道岔位置的绝对偏差和相对不平顺性满足要求。
5.7 道岔检查与评估
浇筑道床板混凝土之前,业主、设计、监理和施工等单位人员联合对道岔质量进行检查验收。检查内容包括钢筋绝缘性能测试,接地安装情况,道岔组装质量、模板安装和清洁情况等。检查评估合格后方可开始混凝土浇筑作业。
5.8 道岔精调及混凝土浇筑
5.8.1 道岔精调作业
所有清理检查工作完成后,用轨检小车对道岔的线形作最后检查。具体的检查项目包括道岔水平和方向的绝对位置偏差;间隔5 m距离的2个点方向和水平的偏差值;间隔150 m距离的2个点方向和水平的偏差值;道岔轨距和水平。其精度要求详见表1。检查合格后,各方签字确认。
5.8.2 道床板混凝土浇筑
1)浇筑前准备工作。道床板混凝土施工前采用自制木盒对钢轨螺栓进行保护,并对道岔钢轨进行包裹,避免因混凝土施工污染螺栓及钢轨。混凝土施工过程中,安排专人对轨枕、螺栓、钢轨进行及时清理。对支撑螺栓涂刷油脂,便于混凝土浇筑后拆除。对岔枕基础顶面和岔枕底面喷水预湿,且表面不得有积水。

表1 道岔静态几何尺寸允许偏差
2)混凝土浇筑。道床板混凝土浇筑方向最好选择从道岔的中央位置向两侧浇筑。单开道岔一次浇筑完成,渡线道岔分两次浇筑。先浇筑道岔渡线部分,后浇筑道岔尖轨部分。混凝土在搅拌站内严格按配合比拌制,混凝土浇筑罐车运输到施工现场,现场坍落度测试满足要求后,泵送入模。混凝土入模温度控制在5°~30°之间。按一个方向浇筑混凝土,使混凝土在轨枕下方自由流动以填满轨枕底部。用插入式振捣棒将混凝土振捣密实,人工用抹子将混凝土表面摸平。
3)混凝土浇筑后的工作。一旦混凝土初凝,应松开调整螺栓半圈到一圈,以确保其不被混凝土固定,同时松开道岔钢轨扣件。环境温度与混凝土配合比影响初凝时间,要确保调整螺栓松开时间合适。混凝土终凝后取出调整螺栓。
混凝土达到强度后拆除模板(一般是1 d时间),对新浇筑的混凝土用养护剂养护。采用无收缩砂浆填补调整螺栓取出后留下的孔眼。
5.9 二次精测
道床板混凝土养护作业完成后,重新组装道岔,对道岔的几何线形再次做检查,对比检查道岔在混凝土浇筑前后是否发生变化,对整个支撑体系的稳定性进行评估。检查道岔内部是否存在有超限点,为制定道岔修正方案提供数据支持。道岔方向修正作业一般是通过更换偏心椎来完成,水平修正一般是更换调高垫板来完成。
5.10 道岔焊接和锁定
焊接前安装转换设备,进行联合调试,道岔状态应满足《无砟道岔铺设暂行技术条件》的要求。应先焊接道岔区各钢轨接头,再与道岔两端区间钢轨焊接。无缝道岔岔区内部钢轨接头的焊接宜在设计锁定轨温范围内进行,无缝道岔与相邻无缝线路的焊联应在设计锁定轨温范围内进行。无缝道岔与相邻轨条的锁定轨温差不应大于5℃。道岔与两端无缝线路应在轨面高程、轨向和水平达到设计标准的条件下施焊。并准确记录实际锁定轨温。无缝道岔内焊接接头平直度应满足表2要求。应按TB/T 1 632的要求对无缝道岔内焊接接头进行超声波探伤,并填写探伤记录。记录应包括仪器、探头、焊接接头编号、测试数据、探伤结果及处理意见。焊接完成后,两尖轨尖端相错量不得大于3 mm。焊接完成后应进行初磨作业,平直度按0.3~0.5 mm控制,正式开通前进行精磨,要求达到钢轨焊接平直度允许偏差的要求。应采取措施防止产生低接头。不应在道岔区进行温度放散,特殊条件下可仅对直曲基本轨进行温度放散。

表2 工地钢轨焊接接头平直度允许偏差
5.11 成品保护
道岔组装调整作业完成后,对道岔进行封闭,禁止非作业人员上下。
6 施工关键技术
6.1 保证测量及调整精度
1)控制好初调精度。初调精度控制在高精度范围以内,可以加快后期精调速度,有效保证道岔整体尺寸。
2)保证精调精度。一组道岔精调点位较多、测量工作量很大、需要占用的时间较长、要求测量的精度较高。因此,混凝土浇筑前,一定要认真检查道岔前后连接段的整体测量成果。
3)保证竣工测量精度。混凝土浇筑完成后,钢轨扣件需要拆除。因此,在进行竣工测量前,需要将扣件清洗干净并按标准安装到位,才能进行竣工测量。否则,可能会因扣件安装质量而影响测量成果。
6.2 做好道岔调整及整体加固
1)调整与加固功能分开。道岔调整采用竖向支撑架及横向锚具,主要调整道岔结构的轨向、轨距、高程、线型变化率等检测指标,并控制道岔整体结构尺寸满足设计要求。道岔加固则采用三角形支架进行整体固定。
2)道岔整体加固。精调作业完成后,混凝土浇筑前,必须在竖向支撑架位置,分别在道岔两侧对称安装三角形支架,将整组道岔进行固定,保证其在混凝土浇筑作业期间不发生变形及位移,确保道岔在混凝土浇筑前后的平面位置及几何尺寸保持一致。
6.3 精调注意事项
1)精调前对所有调整螺杆、扣件进行检查。
2)使用至少8个控制点自由设站。在轨检小车数据稳定后,从置镜点远端往近端进行逐一测量调整螺杆处的平面位置和高程偏差,尽可能将偏差调整到零,在全站仪移站时,必须测量复核上一站最后一点的偏差数据,务必使其<2 mm。
6.4 混凝土施工要求
要求对钢轨及扣件采取包裹防护处理,对轨枕进行洒水湿润,混凝土施工坍落度以控制在120~160 mm为宜,混凝土入模温度控制在30℃以内。一组道岔混凝土浇筑时间尽量控制在4 h以内完成。
7 经验与体会
做好道岔厂内的组装验收工作,道岔产品的制作精度对保证铺设质量影响很大。道岔产品运输装卸工作应该由专业化的运输队伍来完成,配备完整的工装设备。道岔构件的运输、装卸、包装及标识等必须满足设计要求及相关技术条件,并严格按施工方案实施。道岔测量及配合调整人员应该相对固定,因为调整作业时的施工经验极为重要。道岔施工的工装设备要保证有足够精度和稳定性,同时尽量缩小道岔调整的施工周期,道岔摆放时间越长几何形位越难保证。混凝土入模温度控制在5°~30°范围内,加强养护工作。道岔钢轨焊接时,要采取措施保证钢轨的顶面和工作边平顺性满足有关要求。
[1]中华人民共和国铁道部.铁建设[2007]85号 客运专线无砟轨道铁路工程施工质量验收暂行标准[S].北京:人民铁道出版社,2007.
[2]中华人民共和国铁道部.TZ216—2007 客运专线无砟轨道铁路工程施工技术指南[S].北京:人民铁道出版社,2007.
[3]赵智,秦瑞谦,万轶.时速350 km 无砟道岔施工技术[J].铁道建筑,2010(1):17-20.
[4]张晓华.武广铁路客运专线8#高速道岔板施工技术[J].铁道建筑,2010(1):32-35.
猜你喜欢
铁道建筑技术(2020年11期)2020-05-22 06:26:46
铁道通信信号(2020年10期)2020-02-07 01:01:02
铁道通信信号(2019年3期)2019-04-25 03:00:40
铁道通信信号(2018年10期)2018-12-06 09:34:48
西南交通大学学报(2018年5期)2018-11-08 10:58:08
制造技术与机床(2017年8期)2017-11-27 02:10:22
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10 02:39:20
中国铁道科学(2015年5期)2015-06-21 06:53:20
中国铁道科学(2015年4期)2015-06-21 06:46:04
城市轨道交通研究(2015年3期)2015-02-27 11:01:37