船舶企业电子图档管理系统研究
2010-05-07 07:42续爱民王晓镝徐建荣
船舶与海洋工程 2010年4期
续爱民,王晓镝,徐建荣
(1.上海船舶工艺研究所,上海 200032;2.上海船厂船舶有限公司,上海 200082)
0 引 言
随着国内船舶企业信息化建设的逐步推进,许多船舶企业已建立或正准备建立企业的电子图档管理系统,传统纸质文件正逐渐被电子文件所取代。但受生产条件的限制,纸质图纸在船舶生产中,特别是生产现场,仍旧是产品设计和技术信息传递的主要手段,并且这种状况还将持续较长时间。
因此,研究船舶企业图纸管理的现状和特点,构建符合目前设计、生产和管理实际需要的电子图档管理系统具有重要的现实意义[1]。
目前船舶企业图纸管理的特点[2,3]:
1)图纸量大。船舶是一类庞大且复杂的产品,建造过程包括许多环节且分布在若干部门或分厂,因此需要的图纸量很大,一艘万吨级船舶的总图纸量达数万张。以某中等规模船厂为例,2008年共交船12艘,纸质图纸总出图量为780万张,平均每天需要出2万多张图纸。
2)图纸版本多。由于船舶产品包括船体、管系、设备等不同专业的内容,在船舶设计和建造过程中,不同专业的内容常会发生干涉或变更,这也导致同一份图纸具有多个版本。对图纸版本的有效管理和标识也是船舶行业图纸管理的特点。
3)图纸发放涉及部门多。对于船舶生产环节中的众多生产部门,需要给他们提供相应的图纸以便进行生产。发放部门只有采用快速的图纸交接方式,并且交接记录易于查询,才能更好地分清职责,避免不必要的纠纷。
4)图纸流转跟踪和回收困难。对于某些重要产品或军品的图纸流转过程需要进行跟踪,并且在图纸使用完后需要回收。但是由于缺乏有效的跟踪手段,在车间各道工序间的流转过程无法监控,进而导致图纸回收困难。
基于以上这些特点,本文介绍了一种基于条形码技术的船舶企业电子图档管理系统,通过在每张图纸上附加唯一的条码信息,进而对图纸的打印、分发与交接、流转、回收以及销毁等环节进行严格管理,有效解决了图纸版本问题。
1 系统总体框架
船舶企业电子图档管理系统采用 3层体系架构,能够方便地使客户端、服务器、数据库分布在不同的硬件服务器上,随着用户数目的增加,不断扩充应用服务器以平衡负荷,提高用户访问速度[4](如图1所示)。
1)系统应用层设计全面采用Ajax技术,借助HTML+Javascript+XML,使得用户界面丰富强大,易于操作,并且能够满足船舶企业业务不断优化和调整完善的需要。
2)系统服务层采用WEB应用系统和组件模型的集成技术SOAP/Web Service,系统服务层中间件包括工作流引擎、即时通讯平台等内容,服务层还包括与通用数据库的接口组件。

图1 船舶企业电子图档管理系统采用的3层框架设计
3)系统数据层支持SQL Server2000/2005/2008以及Oracle格式数据库,数据层同时支持文件对象的管理;通过XML进行与其他系统之间的数据交流和沟通,通过FTP或其他方式实现文件数据的管理。
该电子图档管理系统基于.NET 2.0环境。系统前台采用Ajax技术开发,系统后台采用C#开发。
2 系统功能和实现
系统功能模块如图2所示。主要包括图纸打印申请、打印申请审批、图纸发放与回收、打印统计与查询、系统设置与维护等功能模块组成。
2.1 图纸附加条形码及条码读取设备
2.1.1 条形码选择和设置
条形码是将线条与空白按照一定的编码规则组合起来的符号,用以代表一定的字母、数字等资料[5]。通过使用条形码阅读机扫描条码进行辨识,经处理和解码后还原为相应的文数字。目前常见的条形码有一维条码和二维条码,基于首读率、误差率以及操作简易程度考虑,该系统选择一维条形码。
一维条形码按照一定的规则编码,规定每个字母(可能是文字或数字或文数字)是由几个线条(Bar)及几个空白(Space)组成,以及字母的排列。该船舶电子图档管理系统采用条码表示的内容为 9位数字,可表示的图纸张数为 10亿,满足一般企业图纸打印管理的需要(如图3所示)。
2.1.2 条形码读取输入设备
常见条形码读取输入设备有光笔条形码扫描器、手持式枪型条形码扫描器和台式条形码自动扫描器等。该船舶电子图档管理系统选用手持式枪型条形码扫描器。这种条形码扫描器使用非常方便,内部装有控制扫描光束的自动扫描装置。阅读条形码时不需与条码符号接触,对条形码标签没有损伤,扫描景深适中(扫描头与条形码区域的最短距离在20mm左右,而最长可达到500mm左右)。枪型条形码扫描器具有扫描光点匀速扫描、扫描速度快等优点,阅读效果比光笔扫描器要好。
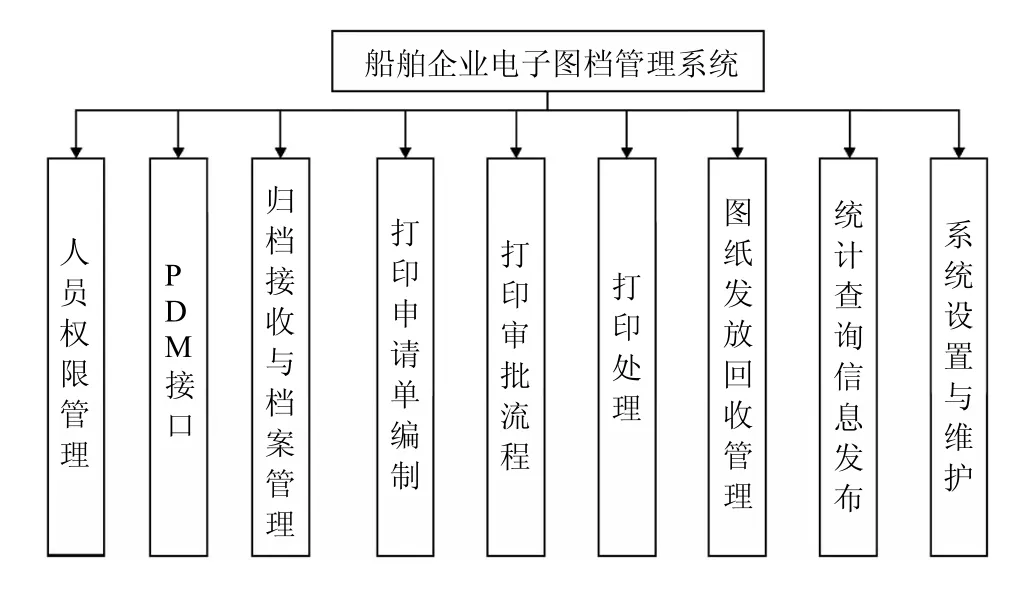
图2 船舶企业电子图档管理系统功能
2.2 图纸打印控制
2.2.1 传统图纸晒印方式
按照传统图纸晒印方式,首先将底图在晒图机上晒图,相同内容的图纸按需要晒印多份;然后进行抽图,将晒印好的图纸按张页顺序整理成套;最后再将成套的图纸装订成册。这种图纸晒印方式环节较多、劳动强度大,误差率难以控制。
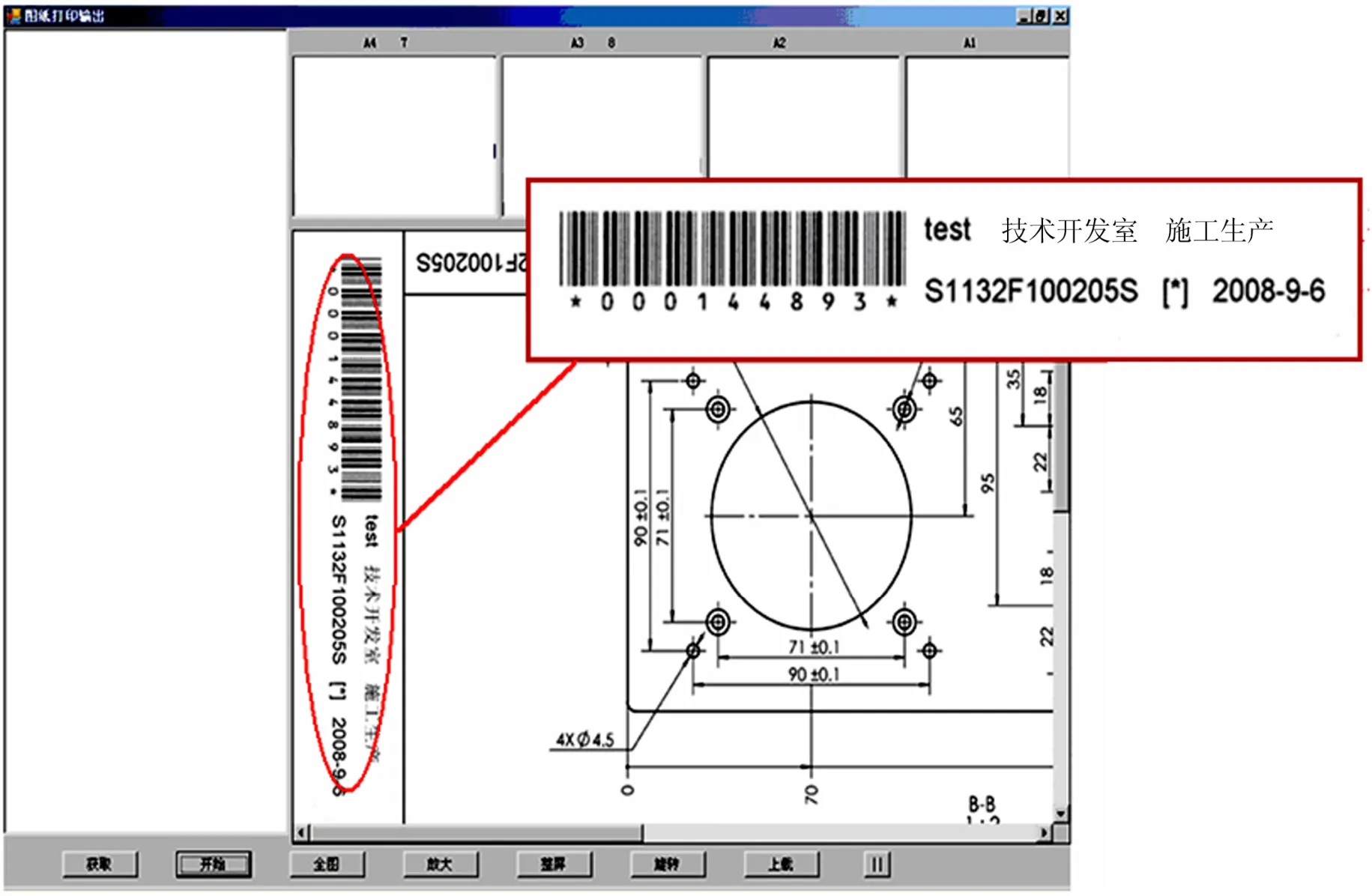
图3 附加条形码的图纸打印
2.2.2 成套打印与自动装订

图4 带条码图纸打印处理流程
该船舶电子图档管理系统采用打印附加条码的白图完全取代传统图纸晒印方式。系统按照图纸发放要求通过识别图纸的幅面、张页顺序等操作从而实现成套打印图纸,同时生成和打印带有条形码的图纸交接单,A3和A4幅面图纸打印完成后可实现混合自动装订(如图 4所示)。这种出图方式取消了打印底图、晒图、抽图等环节,降低了劳动强度和误差率。
2.2.3 断点续打
一般情况下每套图纸含有数十页或者数百页图纸,在成套打印的过程中如因停电、故障等意外情况打印中断,在系统恢复后,只需扫描已打图纸最后一张的条码信息即可实现从打印中断处继续打印。
2.3 图纸交接处理
成套打印的图纸在图纸打印完成后,系统自动生成和打印带有条形码的《技术资料交接单》,该交接单内容包括本套图纸的内容、张页、数量、发放部门、图纸接收人员姓名等信息。在图纸交接时,通过扫描领图员的工号条码牌和交接单上的条码实现交接记录,该交接记录可方便地被查询,确保图纸发放准确、交接清晰。
2.4 图纸状态跟踪与回收管理
按照图纸打印输出的执行进程,其状态可分为待审批、已审批、待输出、输出中、已输出、已发放、已投图、已回收、已销毁等状态,对于图纸在不同车间或同一车间流转,用户可增加自定义图纸状态。系统对这些状态进行标识,并提供每个图档输出任务的状态查询,以便对图纸状态跟踪。在编制发放单位时,也可以查询该图纸以往发放的记录和已输出图纸的状态。
生产环节图纸状态跟踪和回收的困难在于对图纸状态信息的精确采集。该系统输出的图纸通过条码信息可方便实现图纸状态跟踪。图纸在流转进入和离开各加工车间时分别扫描图纸条码即可方便采集图纸状态,从而实现状态跟踪。
图纸流转过程有了清晰的记录、图纸状态方便可查,为准确回收图纸提供了条件,使图纸回收和作废管理成为可行。
3 应用实例
上海船厂从2008年9月开始实施到2010年6月,系统已经接收设计电子归档图纸 40万多张、扫描入库图纸超过30万页、打印输出图纸超过700万张,在输出的每一页图纸上都打印有唯一条形码。这些图纸的发放全部采用带条形码的交接单实现交接,每一次交接在系统内都有详细的记录。全面解决了浦西、崇明图纸异地打印、发放和档案资源安全共享利用等问题(如图5所示)。
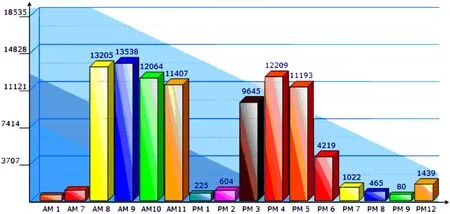
图5 上海船厂实施系统中的打印统计分析柱状图
广州文冲船厂也已实施该系统,完全摒弃了传统的打印底图的归档方式,实现了图纸文件的电子归档和档案资源的高效利用(根据授权实现打印、浏览或下载)。通过附加条形码来控制图纸打印、发放、传递、回收和销毁等环节,对生产活动中的图纸进行高效、可控的管理。
4 结 语
基于条形码技术的船舶企业电子图档管理系统能够根据船舶企业的图档管理具有的图纸量大、图纸变更频繁版本多、图纸跟踪和回收困难等特点,通过在图纸上附加条码信息,使每张图纸具有唯一的标识,进而对图纸的打印、分发与交接、车间使用流转、回收以及销毁等环节进行严格管理,有效解决了图纸版本问题。在上海船厂、广州文冲船厂等多家企业实际应用后,取得的良好效果进一步证明了该系统的有效性和可操作性。
[1] 谢子明,续爱民.对研发与创新具有自主知识产权的造船软件的思考[J].上海造船,2009, (2): 39-41.
[2] 孟 辉,主编.现代造船工程[M].哈尔滨:哈尔滨工程大学出版社,1998.
[3] 现代造船模式的应用研究专题研究报告[M].上海船舶工艺研究所,2007.
[4] Visual Studio与SQL Server开发指南:最优架构与实例[M].沈 洁,杨 华.北京:清华大学出版社,2008.
[5] 韦元华,舟 子.条形码技术与应用[M].北京:中国纺织出版社,2004.
猜你喜欢
条码与信息系统(2021年1期)2021-12-05
计算机应用(2021年8期)2021-09-09
少年文艺·开心阅读作文(2021年8期)2021-09-05
商品与质量(2020年46期)2020-11-26
汽车实用技术(2020年16期)2020-09-06
条码与信息系统(2020年5期)2020-06-07
当代工人(2019年20期)2019-12-13
小学科学(学生版)(2019年5期)2019-05-21
学苑创造·B版(2017年10期)2017-12-21
印刷技术·数字印艺(2014年7期)2014-08-27