
电机绕组的电流干燥法
2010-05-04 00:52:00戴胜泉
设备管理与维修 2010年7期
戴胜泉
电机绕组重嵌、接线完毕后,必须经过绝缘浸漆、烘干处理,目的是将漆中的溶剂和水分挥发掉,使绕组表面形成坚固的漆膜。烘干的方法一般采用热风循环干燥法、电流干燥法和灯泡干燥法等。热风循环干燥法要建专门的烘房,灯泡干燥法加热温度不均匀,温度不好控制,电流干燥法控制温度比较均匀,且易操作,因此,采用电流干燥法较普遍,方法如下。
1.用单相电流加热干燥
拆除电机的转子,将三相定子绕组并联或串联(大中型电机因绕组阻抗小,多采用串联形式),再串联一只变阻器后接入220V的单相交流电源,使绕组发热干燥,用变阻器调节电流,使电流为电机额定电流的50%~70%,以控制绕组发热温度。如果有单相调压器,可不用变阻器,220V电源经调压后进入绕组。
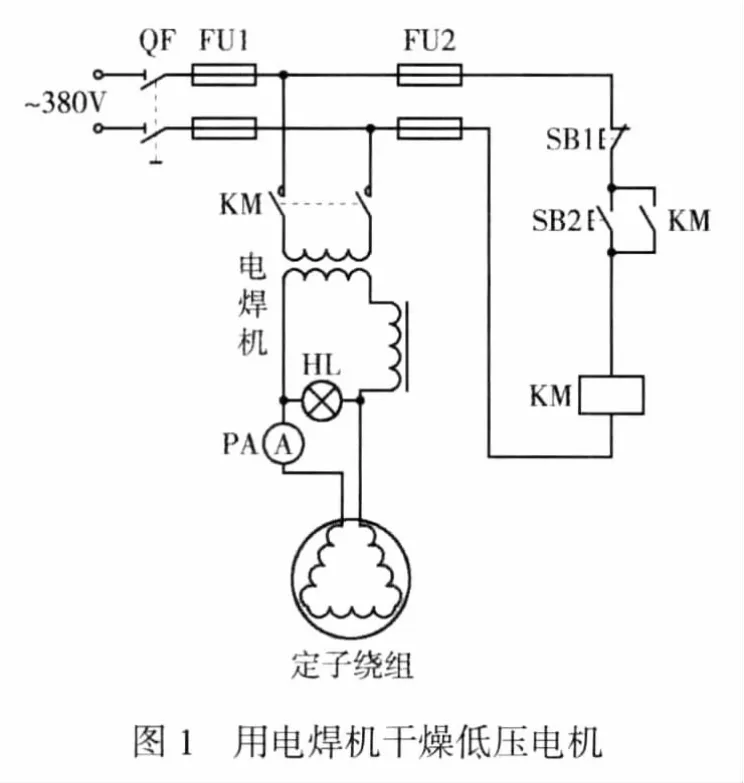
2.用电焊机干燥低压电机绕组
对于中型和小型低压电机可利用交流电焊机输出端低压电流通过电机定子绕组,产生铜耗发热,以驱潮和恢复电机绝缘性能(图1)。抽出受潮电机转子,先用压缩空气(吹尘器或打气筒等)把电机定子绕组吹干净,然后将三相定子绕组串联,并联在交流电焊机的二次侧。为了保温和防止异物落入定子绕组,可用帆布将其围起来,但要留有出气孔,以利潮气排出。在绕组端部和铁芯等处,插入3~5支温度计。进行通电干燥前,电焊机二次侧输出调节到最小值,然后启动电焊机,此时电机定子绕组两接线端即有30V以下的电压。调节电焊机动铁芯位置,改变漏磁分路的大小,均匀地调节电流(也可改变电焊机二次侧空载电压,粗调电流),同时观察钳形电流表,使电流达到规定值。一般在电机定子绕组上施加7%~15%的额定电压,并控制绕组中的电流为其额定电流的50%~70%(或每kV容量有1A的电流)。如此干燥若干个小时,当绕组的绝缘电阻达到标准,并在5~8h稳定不变时,即可认为干燥完毕。
注意事项:①每小时失电测量电机绝缘电阻一次,并记录绕组、铁芯温度和电流数值。②电机绕组允许最高温度一般不超过70~75℃,尤其要注意绕组上部温度,因为它比别处温度高。③温度要逐步增高,升温速度为5~8℃/h为宜。④被水浸泡的电机不能用此法,应采用外热法,以避免电机绕组绝缘击穿。⑤电焊机容量S的选择,可按其所需二次电流I、电压U进行估算,即:

猜你喜欢
橡塑技术与装备(2022年8期)2022-08-05 07:04:56
中学生数理化·中考版(2022年11期)2022-02-16 07:01:12
中学生数理化·中考版(2019年10期)2019-11-25 09:39:08
经济技术协作信息(2018年8期)2019-01-14 03:06:38
学生之友·最作文(2014年5期)2014-07-09 16:24:33
电焊机(2014年3期)2014-03-12 06:51:44
电焊机(2014年4期)2014-03-12 06:51:44
电焊机(2014年2期)2014-03-12 06:50:24
中国设备工程(2014年1期)2014-02-28 13:43:29
河南科技(2014年22期)2014-02-27 14:18:12
