
安钢260机组编码器故障分析及改进措施
2010-04-25 13:39王素红
电气技术 2010年12期
王素红
(河南安阳安钢第一轧钢厂,河南 安阳 455004)
1 引言
260 机组是一条小型棒材生产线,全轧线共15架轧机,终轧速度为18.5m/s,年产量已达90万吨,产品规格为∮12~∮32mm的棒材。该机组主轧线传动选用直流电机驱动,其控制系统采用美国GE-DV300系列全数字可控硅变流装置,主机速度反馈检测选用德国倍加福(PEPPERL+FUCHS)公司的增量型旋转型编码器。由于轧轧速度快,电机转速较高(精轧电机最高转速1400多转),加之两切、三切分轧制的成功应用对速度精度提出了更高的要求,以及生产现场较恶劣的环境和电磁干扰,致使编码器性能不稳,导致使用该编码器的主机在生产中经常出现转速不稳、速度反馈丢失、超速、自动升速、自动降速等现象,严重制约生产。
2 编码器特性与工作原理
(1)特性:260机组使用倍加福(P+F)30-3641-A-1024型增量旋转编码器,其输出方式为10-30V推挽式输出,输出信号为 A,A-;B,B-;Z,Z-,用插头连接器轴向连接,每转输出脉冲为1024个。该编码器是专为用在机械负载水平场合而设计的,外壳用钢制成,代替了铝的外壳。轴的设计很特别,在轴上有一键槽,使它可与皮带轮或相似的设备吻合。其特点是体积小,重量轻,功能全,频响高,分辨能力高,力矩小,耗能低,性能稳定,可靠使用寿命长等特点。
(2)工作原理: 旋转编码器是集光机电技术于一体的速度位移传感器,当旋转编码器轴带动光栅盘旋转时,经发光元件发出的光被光栅盘狭缝切割成断续光线,并被接收元件接收产生初始信号。该信号经后继电路处理后,输出脉冲或代码信号。
(3)信号输出有正弦波(电流或电压),方波(TTL、HTL),集电极开路(PNP、NPN),推挽式多种形式,其中 TTL为长线差分驱动(对称A,A-;B,B-;Z,Z-),HTL也称推拉式、推挽式输出,编码器的信号接收设备接口应与编码器对应。图 1为运行中的编码器波形。
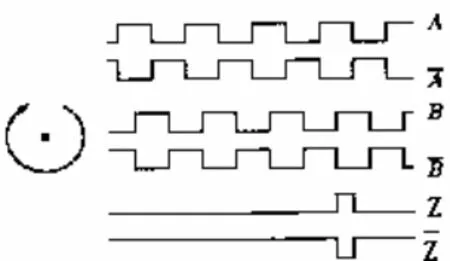
图1 编码器波形图
(4)信号连接:编码器的脉冲信号一般连接PLC高速计数器模块或功能模块、数控调速系统调节板或智能化模块。260机组是将编码器的信号连接至DV-300调节板,如图2所示。DV-300是美国GE公司系列全数字可控硅变流装置,所有的控制、调节、监控及附加功能都由16位的微处理器来实现,调节系统结构可软件组态,通过其调节板可读取数字量的脉冲信号作为速度反馈。
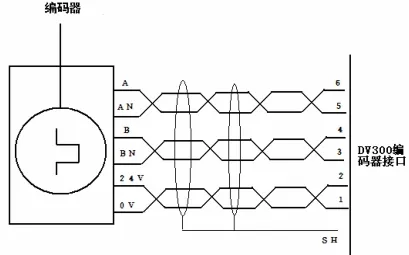
图2 编码器接线图
3 故障分析
该机组成立了攻关小组,对问题进行了分析。
(1)外界干扰
外界干扰可导致编码器信号传递错误,比如是否有大型电动机、电焊机频繁起动造成干扰,是否和动力线在同一管道传输,编码器表面是否有油污、灰尘,工作环境是否潮湿、污浊等。在很多的情况下编码器并没有坏,而只是干扰原因造成波型不好,导致计数不准。
(2)未按要求正确使用
安装时,因旋转编码器由精密器件构成,所以当受到不适当的冲击时,如用锤子或钳子等工具用力敲击或摔打碰撞,即会损坏内部功能器件,从而造成编码器损坏。另外,编码器是否工作在最佳的安全电压中,使用的连接器是否合适等,都会造成编码器损坏。
(3)振动
加在旋转编码器上的振动,往往会成为误脉冲发生的原因。
(4)关于配线和连接
误配线,可能会损坏内部回路,故在配线时应充分注意。260机组使用的编码器共有6根输出信号线和2根电源线,输出线彼此不能搭接,不能接到直流电源或交流电源上,尽量避免电源线与地线反接,正、负极不能接错等。
(5)参数设置不合理
该机组轧线主传动控制系统是美国 GE公司的DV-300全数字直流调速装置,其型号为6KDV31800-Q2C70,该直流调速系统电枢额定电流为 1800A,DC440V,励磁额定电流为70A,DC220V,为两象限的控制系统。该系统所有的控制、调节、监控及附加功能都由 16位的微处理器来实现,调节系统结构可软件组态,其应用软件为“GE CONTROL SYSTEM SOLUTIONS”,装置还自带有数字显示器的参数设定单元(操作面板)。利用其应用软件和操作面板的功能键均可实现参数的设定、修改、查看,在参数设置中,有一项是SPEED FBK ERROR(编码器脉冲误差的百分数),即检测到的脉冲数与编码器实际发出的脉冲数差值的百分比,一旦达到这个百分比,装置就会认为“速度反馈丢失”,即编码器及其回路有故障,从而DV300装置保护性跳闸。跳闸的次数与这个百分比有很大的关系。
4 措施
针对以上原因,采取了相应的改进措施,并逐一实施。
(1)针对外界干扰,采取了如下措施:
1)排除(搬离、关闭、隔离)干扰源;
2)不准将旋转编码器进行拆解,这样做将有损防油和防滴性能。防滴型产品不宜长期浸在水、油中,表面有水、油时及时擦拭干净。
(2)针对未按要求正确使用的问题,采取了如下措施:
1)安装牢固:该机组规定凡是在生产过程中更换的编码器,要利用本班换槽、待温等停车时间重新检查,进行“二次安装”。如本班无停车时间,一定要交班,下班利用交接时间进行“二次安装”。
2)安装时不要给轴施加直接的冲击。编码器轴与机器的连接,应使用柔性连接器。在轴上装连接器时,应缓缓套入,不要硬压入。即使使用连接器,因安装不良,也有可能给轴加上比允许负荷还大的负荷,或造成拨芯现象。
3)检查确认编码器的工作电压为24V,并在控制柜中装设24V的稳压电源,保证了编码器总是工作在最佳的安全电压中。
4)检查确认所使用的连接器是厂家配备的连轴器,是合适的。
(3)关于振动产生问题的措施:
点检及时:该机组制定了严格的点检制度,对于在线编码器每班至少点检三次,点检内容包括:接手是否松动,插瓣是否脱落,编码器是否串动、编码器固定丝是否松动等。
(4)针对配线和连接的问题,采取如下措施:
1)配线应在电源 OFF状态下进行,电源接通时,若输出线接触电源,则有时会损坏输出回路。
2)若配线错误,则有时会损坏内部回路,所以配线时应充分注意电源的极性等。
3)打开电缆沟盖板,将编码器线与动力线分开敷设,并保持了一定的距离。
4)延长电线时,应在 10m以下。并且由于电线的分布容量,波形的上升、下降时间会较长,有问题时,采用施密特回路等对波形进行整形。
5)为了避免感应噪声等,要尽量用最短距离配线。向集成电路输入时,特别需要注意。
6)全部改为符合要求的屏蔽线,采用双绞屏蔽电缆取代普通屏蔽电缆。双绞屏蔽电缆具有两个重要的技术特性,一是对电缆受到的电磁干扰具有较强的防护能力,因为空间电磁场在线上产生的干扰电流可以互相抵消。二是互绞后两线间距很小,两线对干扰线路的距离基本相等,两线对屏蔽网的分布电容也基本相同,对抑制共模干扰的效果更加明显。
7)给串行数据线接上了120Ω的终端电阻。
(5)针对DV300应用软件 “GE CONTROL SYSTEM SOLUTIONS”和操作面板中SPEED FBK ERROR参数设置不合理的现象,重新修改了参数,解决了DV300装置频繁跳闸这有一问题,屏蔽了这一现象。打开DV300应用软件,点击软件菜单中的通用参数表,做如下修改:
MAIN MENU(主菜单)-CONFIGURATION(配置)-SPEED FBK(速度反馈)-SPEED FBK ERROR(编码器脉冲误差的百分数)=22%,将22%改为33%。
若利用操作面板,则通过面板上的功能按键,选择通用参数表,做同样的修改。
5 结论
经过以上改进,编码器故障率高这一问题得到了解决。随着我国经济的高速发展,节能降耗成了首要问题。编码器故障得到了控制,既减少编码器的消耗,可节约备件费,降低成本;又可减少设备事故次数,为机组的优质高产保驾护航,从一定程度上缓解了公司经济上的压力。
猜你喜欢
数学物理学报(2022年3期)2022-05-25
铁道通信信号(2020年2期)2020-09-21
数学物理学报(2019年5期)2019-11-29
铁道通信信号(2019年11期)2019-05-21
成都信息工程大学学报(2018年3期)2018-08-29
制造技术与机床(2017年7期)2018-01-19
中成药(2017年12期)2018-01-19
铁道通信信号(2016年9期)2016-06-01
电子器件(2015年5期)2015-12-29
电测与仪表(2014年13期)2014-04-04
