飞剪控制功能块应用于冲印机
2010-04-09 06:08武亚蓉
科学之友 2010年11期
武亚蓉
(太钢不锈钢股份有限公司能源动力总厂,山西 太原 030003)
飞剪控制功能块应用于冲印机
武亚蓉
(太钢不锈钢股份有限公司能源动力总厂,山西 太原 030003)
太钢有物料生产线需要在表面进行文字、数字、标识的冲印(钢印),在冲印过程中,为了提高生产效率,物料正常生产过程中进行冲印,即冲印过程和物料生产速度保持同步,提高了自动化程度,保证了冲印质量。
冲印机;飞剪控制功能

图1 控制结构图

图2 设备原理图
在冲印机Z1轴跟随物料同步速度横移运动控制中采用了飞剪控制功能块,即同步运行状态下将剪切功能转换为冲印功能,实现同步冲印。
1 概述
在冲印系统中,所需要冲印的文字、数字、标识由PLC系统发送指令,和二级系统连接实现对物料的连续跟踪并将数据通过网络发送给冲印机,并且物料连续被冲印。冲印设备包括了纵向横移(即物料移动方向Z1轴)和横向横移(即物料横向冲印位置X1轴)伺服电机驱动系统。当执行冲印过程中,物料不停止,冲印加速到同步速度再执行冲印。当冲印机同步运行到物料所需要加工的位置就开始冲印。在冲印完成以后并且达到最小冲击,冲印机返回到起始位置然后开始下一条指令。测量轮在物料表面来检测物料的位置和速度。测量轮上安装增量编码器或绝对值编码器,编码器的另一端连接到伺服控制器的输入。冲印机使用编码器来实现同步或用虚拟信号来实现测试,完成对钢板的钢板号的钢性冲印,这样使生产处于高节奏的状态,提高了生产效率和物料表面质量。
2 冲印机系统组成
2.1 关键硬件组成
需要高性能的伺服系统、测量轮、测量轮接口卡和PLC控制系统。
2.2 软件功能
按照应用软件设置冲印机设备(线性轴、无模数、运动范围、限幅)。
设置编码器/测量编码器。确保编码器在正方向上移动,因为跟踪装置只在正方向上起作用。
2.3 核心功能块介绍
力士乐飞剪剪切模块(ML_FlyingShear)使用见图3。

图3 飞剪功能块接口
简要说明MX(L)_FlyingShear实现飞剪软件的基本功能并执行以下开始为true的步骤:移动从动轴到“ReturnPos”并一直等到到位。物料自动跟踪使从动轴与主轴同步。一旦从动轴与物料同步设置输出“InSync”。当“MoveReturn”输入被激活,从动轴返回到起始位置。
①VirtualMaster输入信号只用于MX(L)_FlyingShear功能块。②主的输入/输出信号仅用于MX(L)_FlyingShear功能块(MLC)通过MLD-S作为主轴被定义单位按照传动系数为物理单位(mm)。在同步运动中变为新值→返回阶段。
图4说明了物料在停止状态下的立即剪切(START=FALSE)。

图4 手动状态下动作时序图
图5说明了飞剪功能块在物料移动过程中的剪切完成和立即剪切的时序。

图5 自动状态下的时序图
2.4 测量轮功能块
测量轮主要用于伺服系统闭环控制,物料进给的滑动误差在应用程序中进行补偿。例如在进给出现加工设备/加工处理的滑动误差,产生在反馈辊和物料之间,是由于油膜或物料上的阻力,或由于卷筒的反作用力起伏不均匀,或进给是起伏的情况,辊走的是蜿蜒的曲线接触点(内层直径)是变化的,这些造成了设备的局限性引起了滑动误差的出现。基本系统使用了传动装置测量轮模式克服了这个缺点。这是特殊传动的位置模式补偿滑动误差或延展,通过安放测量装置在物料上直接测量,直接连接到传动编码器的测量端口,这个信号被用于精密的传动位置环控制,因而外表面移动的长度被监控保证了所需要的精度。测量轮利用测量轮和结合面的摩擦力,在使用测量轮编码器进行位置闭环控制之前测量轮必须100%的接触。如果系统没有振荡和失控,主要的测量系统需要在电机和测量轮编码器在后台切换来提供特殊的运算类似头部是螺纹的,离开或辊抬起。
在使用测量轮FB之前首先使能传动(MX_Power)。当Indra Logic项目中测量轮FB被使能它将从encoder-1到encoder-2切换,但是这种切换也回引起传动基准位(Homed)退出。不可以出现无传动基准的位移或在PLC程序中产生错误。意思是不能使用MX_Move Absolute FB与MW共同运算,所有运动都是相关的。
3 功能概述
利用飞剪功能块作为冲印机控制功能将使程序变得单一、简单。其他功能在提供的PLC项目工具程序中一些应用需要适时改变。以下是冲印机项目功能:①手动模式;②点动;③回HOME位;④在物料停止状态立即冲印;⑤自动模式;⑥连续冲印;⑦物料在移动过程中立即冲印;⑧物料模拟程序测试。
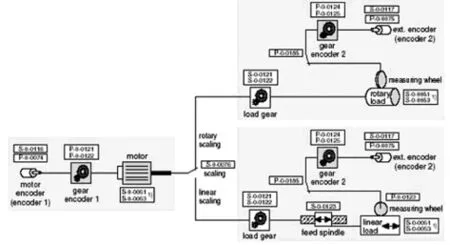
图6 闭环控制图
按“Manual”键和 Home(用“Home”键)万一不是绝对值编码器。直到绿色的Home状态灯变绿表示Home完成。
在手动模式下用“JOG”模式可以在正向和反向进行点动。(一旦启动点动命令或点动命令已经执行将被封锁来确保复位“Home”。)
复位手动模式按钮;请按模拟键-物料模拟被启动;按“Imm Cut”and“Automatic”键-所有冲印轴执行立即冲印。另外,冲印机按照命令进行连续冲印。
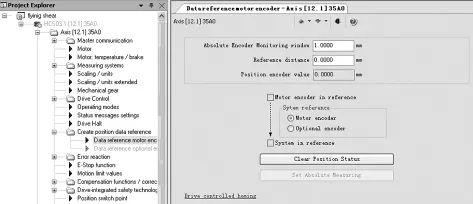
图7 设备位置标定

图8 运行监控图
4 运行使用中的建议
(1)在现场使用过程中发现的一些问题:对于测量轮大反馈(>400 mm)使用高分辨率编码器。推荐使用每分4 096递增/Rev和正弦信号。低分辨率将造成剪切精度低和轴的噪声。
(2)当机械人员拆装设备后或电气人员更换伺服电机、控制板后要对设备原始位置进行标定,标定方式根据使用伺服系统供货商的不同而不同。
(3)由于在物料表面进行钢印冲印,在机械设备轴上会沾染一些铁粉,所以在运行中要对电机负荷进行周期性的负荷监控。
5 结束语
从使用中成功地利用飞剪设备中的功能块实现了冲印功能,方法简单,实现了产品质量的提升。
TG333.21
A
1000-8136(2010)32-0035-03
猜你喜欢
网络安全与数据管理(2022年1期)2022-08-29
物流技术与应用(2022年8期)2022-08-26
汽车实用技术(2022年14期)2022-07-30
力学与实践(2022年3期)2022-07-02
锻压装备与制造技术(2021年5期)2021-11-13
科学技术创新(2021年5期)2021-03-17
——编码器
演艺科技(2020年7期)2020-08-13
航空发动机(2020年3期)2020-07-24
模具制造(2019年10期)2020-01-06
汽车实用技术(2015年8期)2015-12-26