CD-34B/2型半自动盘齿轮内圆端面磨床系统改造
2010-04-09 06:08王志兴
科学之友 2010年11期
王志兴
(中国重汽集团大同齿轮有限公司,山西 大同 037006)
CD-34B/2型半自动盘齿轮内圆端面磨床系统改造
王志兴
(中国重汽集团大同齿轮有限公司,山西 大同 037006)
磨床加入触摸屏,使人机界面更加灵活生动,学习、操作更加方便。用伺服驱动电机代替步进电机,解决了电机因脉冲丢失造成的进给位移误差。
机床改造;人机界面;半闭环控制;工序步进控制
1 原系统介绍
CD-34B/2半自动盘齿轮内圆端面磨床的电气控制系统,是以三菱FX1N可编程控制器作为控制主机,FX-20DU为人机界面,进给系统采用日本R0RZE公司生产的RD-383驱动电源RM-59DOS步进电机。
整个控制系统分成3个部分:
(1)强电部分。这部分包括内磨、端磨电机、工件电机、液压电机、水泵电机的控制及连锁,这部分电器不参与自动循环,仅作为机床自动循环的运行条件。
(2)操作和显示部分。通过FX-20DU对整机的调整操作、自动操作、参数予置及数据显示。
(3)三菱FX1N可编程控制系统。这是整机的控制中心,它主要完成调整动作,内磨、端磨、顺序磨等自动控制工步控制,给步进驱动电源的控制。步进驱动根据FX-20DU设定脉冲数量发脉冲,发脉冲的同时进行PLC计数、比较,数量达到则PLC发令使步进驱动停止再发脉冲。为了提高机床的磨削效率,在自动循环中设有快速趋进的自动控制功能。
2 改造后的系统
改造后的系统保持原来工艺不变,硬件上作了很大的调整,软件上也相应地作了很大的改动。以下将从几个方面对新系统作一简单的介绍。

图1 主界面

图2 速度设定

图3 参数设定、监控

图4 小键盘
2.1 人机界面
触摸屏采用台湾公司深圳市威纶通科技有限公司设计生产的MT6056iV产品,可以通过自带软件EasyBuilder8000设计操作和监控界面。改造后的系统采用触摸屏置数给PLC,同时触摸屏同步采集PLC的数据信息,监视并显示机床各部件运行状态。详细界面,见图1。人机界面包括3个部分:主界面、速度设定、参数设定监控。为了便于参数输入,设计了一个小键盘,见图2。
2.2 三菱FX1N可编程控制系统
PLC采用三菱FX1N-60MT。利用PLC的PLSY功能生成的可调脉冲控制伺服电机运动,并通过对脉冲数的实时计算达到监控位移量的目的。利用步进梯形图功能实现内磨、端磨、顺序磨的工序控制。
PLC的Y0、Y1输出端为晶体管型输出方式,利用FNC 57 PLSY指令可以使Y0、Y1产生高频脉冲。具体指令使用方法如下:

S1:指定频率:
16 位指令:1~32 767(Hz)
32 位指令:1~100 000(Hz)
在指令执行过程中,变更S1指定的字软元件的内容后,输出频率也会随之发生变化。
S2:指定产生脉冲量:
16 位指令:1~32 767(PLS)
32 位指令:1~214 748 364(PLS)
在指令执行过程中,变更S2指定的字软元件内容后,将从下一个指令驱动开始执行变更内容。
D:指定输出脉冲的Y编号
仅限于Y0、Y1有效。
D8 140(低位)和 D8 141(高位)、D8 142(低位)和 D8 143(高位)分别对应Y0、Y1输出脉冲数的累计。再利用MOV、ADD、SUB等指令可以实现砂轮位移量的实际值显示和砂轮磨损补偿的功能。
系统控制涉及到的各个变量对应于PLC中的不同的数据寄存器(D),通过触摸屏可以对PLC的数据寄存器置数,以达到控制电机转速和位移量的目的。修改脉冲频率,控制速度;修改脉冲个数,控制进给位移量。另外,通过对PLC的相应数据寄存器的实时采集,触摸屏可以监控并显示各种状态量,例如移动速度、砂轮位置、砂轮补偿量等等。
重新编写了PLC程序。新程序用步进梯形图指令(STL),利用内部软元件状态(S),在顺控程序上面进行工序步进控制,实现了工艺对内磨、端磨、顺序磨的要求。S20-S27为内磨程序;S35-S42为端磨程序;顺序磨工艺为先内磨后端磨,所以只需要在内磨程序结束时加上一条判断指令,当判断为顺序磨时,内磨结束后直接进入端磨程序逐条执行程序已完成端磨工序。工序流程见图5。
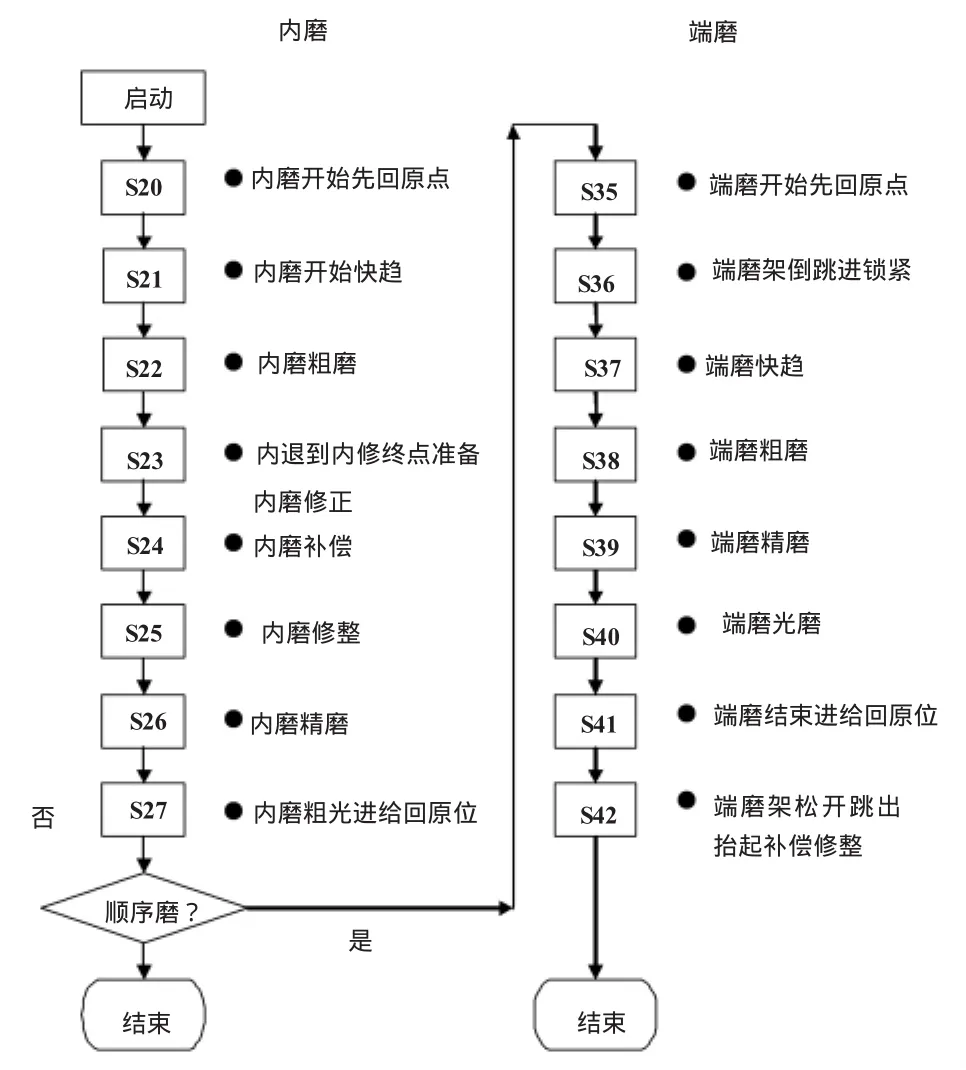
图5 工艺流程图
2.3 伺服驱动电机
伺服驱动采用南京埃斯顿自动控制技术有限公司设计生产的EDB-10APA伺服驱动。伺服电机后置编码器(PG),与电机同轴旋转,采样旋转角度进行检测,形成了半闭环反馈控制。相对于步进电机开环控制,提高了控制精度。
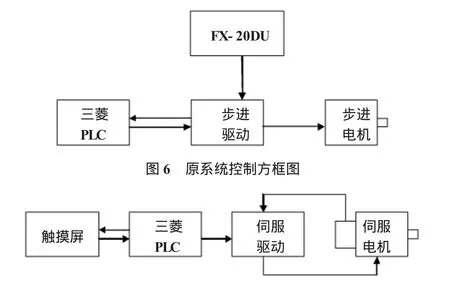
图7 改造后的系统控制方框图
伺服驱动的选择控制方式(Pn041)修改为[1]位置控制(脉冲列指令),指令脉冲形式(Pn008)修改为[0]符号 + 脉冲,Y0、Y1为脉冲信号,输出特定频率的定量脉冲控制电机旋转速度和角度。Y2、Y3为符号信号,通过电平变化改变电机转向。
3 新旧系统比较
采用触摸屏为操作界面,人机界面简单、上手快。PLC输出脉冲控制伺服电机旋转量,配合符号输入的高低电平变化来改变方向,实现控制位移量及改变运动方向的目的。采用伺服电机的半闭环控制,相对于原系统步进驱动电机的开环控制,提高了控制精度,避免了因丢失脉冲引起的位移误差造成残次品的产生,提高了产出率。
[1] 《FX 1s、FX 1n、FX 2n、FX 2nc编程手册》.三菱电机自动化(上海)有限公司.2006/01.
[2] 《Easy Builder8000使用说明书》.深圳市威纶通科技有限公司.2007/01.
[3] 《EDB系列交流伺服随机手册》.南京埃斯顿自动控制技术有限公司.2008/01.
CD-34B/2 Semiautomatic Plate Gear Internal Bore Face-grinding Machine System Transformation
Wang Zhixing
The grinder joins the touchscreen,causes the man-machine contactsur face to be more nimble vividly,the study,the operation are more convenient.Actuates the electrical machinery with the servo to replace step-by-steps the electrical machinery,has solved to feed vectorerror which because the electrical machinery the pulse loss creates.
thee nginebed transforms;theman-machine contactsur face;halfclosed-loop control;the working procedure tostep-by-step controls
TM 75
A
1000-8136(2010)32-0033-02
猜你喜欢
电子乐园·下旬刊(2021年3期)2021-02-08
中国外汇(2020年14期)2020-10-28
中国外汇(2020年5期)2020-08-25
发明与创新·中学生(2020年1期)2020-08-03
模具制造(2020年12期)2020-02-06
汽车文摘(2019年3期)2019-03-04
数码世界(2018年3期)2018-12-22
电子制作(2018年17期)2018-09-28
电子技术与软件工程(2017年19期)2017-11-09
燕山大学学报(2015年4期)2015-12-25