一起110kV母线断线事故分析
2010-02-24 01:29:52韩爱芝艾新法
电力安全技术 2010年4期
韩爱芝,艾新法
(平顶山供电公司,河南 平顶山 467001)
一起110kV母线断线事故分析
韩爱芝,艾新法
(平顶山供电公司,河南 平顶山 467001)
2007-05-28 T14:07,某220kV变电站110kV东母母差保护动作,所在母线上的6台开关跳闸,110kV东母失压,事故信息报告B、C相故障。变电站运行值班人员到现场检查发现:110kV东母南侧第一档C相母线一出线东刀闸上引线T接处北侧的母线接头处断开,造成110kV东母B、C相短路,母差保护动作跳闸。
1 故障情况
该变电站已运行30多年,基建安装时因母线钢芯铝绞线长度不够,另外接了一段长度约为1m的导线,采用爆压的方法进行连接。
故障的爆压管(左侧T型线夹)、T型线夹(右侧)及导线如图1所示。

为了更清楚地说明问题,现将故障的爆压管、导线连接恢复原状,其结构示意如图2所示。
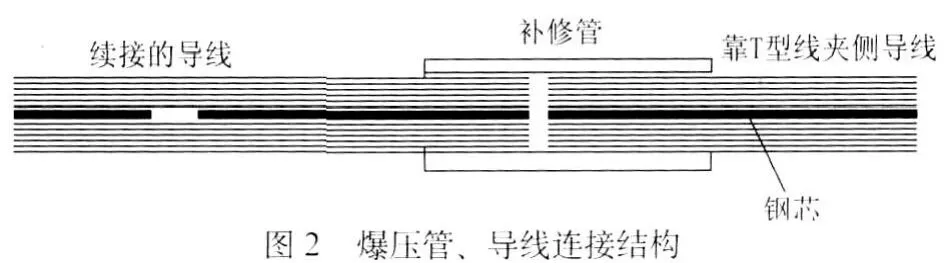
图2中,补修管代表爆压管,即图1中的左侧T型线夹,这种施工工艺是错误的。
从图1中可以看出,在右侧T型线夹中,其导线的每股铝线端部比较整齐,说明在安装时,两节钢芯铝绞线对接后,用左侧T型线夹作为爆压管,使用爆压工艺连接而成。续接的导线已经从爆压管抽出约10cm~13cm,说明该爆压管两端导线有较大的拉力存在;右侧T型线夹侧导线中的钢芯露出较长,说明压接施工时将钢芯插入到续接的铝线中,而左侧的爆压管并没有真正同时压住两段导线的钢芯,而只是压住了两段导线的铝线和右侧T型线夹侧导线中的钢芯。故障后爆压管内侧(图1中的左侧T型线夹)如图3所示。

从图3可以看出,施工时使用的并不是正规的爆压管,而是T型线夹;爆压管内没有电弧损伤,没有严重过热痕迹,说明没有发生严重过热现象。
2 原因分析
在1973—1974年新建变电站时存在3个问题:
(1) 没有准确测量软母线导线的长度。当发现所截母线长度不够时,违背安装工艺规定,采用续接的方法,留下了事故隐患;
(2) 在进行软母线续接时,没有使用正规的爆压管,而是错误地选择了T型线夹代替(实际上T型线夹的握着力不足以承受母线的张力,不能用来续接导线);
(3) 压接工艺和方法错误,导致母线承受能力大大下降。
正确的压接工艺如图4所示。
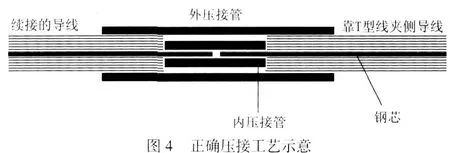
使用T型线夹爆压的续接,在大风、机械拉力、金属疲劳、发热等因素作用下,形成累积效应,T型线夹慢慢开裂松动,导线不断从爆压管中拉出,导致110kV东母南侧第一档C相母线松脱,下落在一出线的B相引线上,造成短路跳闸故障。
正常情况下,110kV东母接续处长期不通过负荷电流,因事故发生前2天运行方式改变,110kV东母需要临时带110kV全部负荷,母线接续处通过了较大的负荷电流。如果110kV东母接续处经常流过较大电流,该缺陷可能暴露较早。
3 事故教训
(1) 开展基建、改造等工程时,变电站内使用的软母线、设备连接导线没有按规范工艺进行施工,使用了续接工艺。
(2) 重视反措要求,及时更换了螺栓线夹,但忽视了对老旧爆压线夹运行工况的检查。
(3) 红外测温时,只重视对主设备、接头、隔离开关接触部位、螺栓线夹等处的测量,忽略了对压接部位的测量。
(4) 安全检查和巡视检查时,重视对主设备、绝缘子、可拆卸线夹、铜铝过渡线夹等方面的检查,忽视了对压接部位的检查。
4 解决措施
(1) 严格执行工程交接验收制度,坚决杜绝各种不合格产品流入电力系统,同时进行过程控制,严把施工工艺关,避免留下隐患。
(2) 利用停电机会,对变电站内的所有正常承受拉力的线夹与导线结合部位涂漆,以便于及时发现问题。
(3) 母线停电检修时,应对压接部位进行专项检查,避免留有死角。
(4) 红外测温时,既要测量常规设备的温度,更要注意测量压接接头的温度,因为这些部位容易被忽视。
(5) 更换该变电站所有的爆压线夹。
(6) 增强运行人员的责任心,提高巡视质量,及时发现设备异常。
2009-09-11)
猜你喜欢
江苏科技信息(2020年36期)2021-01-06 07:46:12
机械制造(2020年8期)2020-09-30 06:32:24
电线电缆(2018年6期)2019-01-08 02:45:30
电线电缆(2018年4期)2018-08-31 05:57:26
电线电缆(2018年3期)2018-06-29 07:41:00
轻兵器(2015年19期)2015-09-10 07:22:44
小学生作文选刊·低年级版(2015年7期)2015-09-07 10:20:19
制造技术与机床(2015年10期)2015-04-09 07:06:04
建筑与预算(2014年5期)2014-04-11 07:29:30
建筑与预算(2014年3期)2014-04-11 07:28:48