Tricon系统在丙烯腈冷冻机组控制系统改造中的应用
2010-01-12 01:04金玉辉
石油化工自动化 2010年4期
金玉辉
(中石化上海石油化工股份有限公司化工事业部,上海 200540)
0 引 言
中石化上海石油化工股份有限公司化工事业部丙烯腈装置于2002年建设投用,其冷冻压缩机组原控制系统的主要配置:蒸汽透平调速由Woodward 505实现,三取二超速保护由Woodward提供的Pro Tech 203完成,机组轴系监控(轴温、轴振动、轴位移等)由Bently Nevada 3500监视系统完成,YORK压缩机的喘振控制、盘车控制、润滑油系统等的控制及机组安全保护由Rockwell公司的Allen-Bradley PLC来完成。
该系统故障率较高,自动控制方式运行时几乎每月发生一次机组跳车故障,其主要问题:
a)可靠性差,机组无冗余配置、对系统的输入和输出信号没有进行隔离,不适合化工企业的运行可靠性要求。
b)上位机操作界面上没有趋势记录、SOE信息和操作行为记录。
c)进系统的信号有一部分是开关量信号,系统无法对信号的趋势进行监控,给故障的判断带来了困难。
d)报警信息少,无故障分析和操作提示。
e)控制联锁过多,容易造成不必要的停车。
鉴于以上状况,利用 Triconex公司的 Tricon机组综合控制系统对冷冻压缩机组原控制系统进行整体改造。其总体方案的确定、硬件配置和软件设计应考虑以下几个方面:
a)简化控制系统,使控制系统层次分明,确保所有控制回路的可靠性。
b)主控制系统采用冗余配置,对系统的输入和输出信号进行隔离,提高控制系统的可靠性和抗干扰能力。
c)缩短系统扫描周期,使系统的调速响应时间满足标准API612的调速要求,同时为建立毫秒级的SOE信息记录提供保证。
d)根据机组流程,建立完整的操作、维护界面,以及报警记录和故障提示,为机组运行操作和检修提供充足的依据。
e)解除一些不重要的故障对机组的联锁控制,在确切的操作提示下,对这些故障采用问讯操作方式。
1 改造的总体方案
本次改造采用最新版本的 Tricon10.3版控制系统。Tricon通过三重模件冗余结构(TMR)提供容错能力。该系统由三重安全相同的系统通道组成。每个系统通道独立执行控制程序,并与其他两个通道并行工作。硬件表决机制则对所有来自现场的数字式输入和输出进行表决和诊断。模拟输入则进行三取二,再取中值的处理。原Woodward 505,Pro Tech 203,AB PLC现场防爆机柜和本特利3500等系统的功能全部整合到改造后的Tricon系统中,整个机组控制的一体化和数据采集实现时间同步,利用 Tricon系统强大的专业机组控制功能块,SOE毫秒级事件记录和第一事故自动记录的功能,使冷冻压缩机组控制更加优化和简洁。
新系统将系统控制器和主要设备安装到中央控制室内的机柜间,现场新提供一个正压防爆的机柜用于安装现场操作站和需要在现场进行信号转换的设备。在中控室内安装两个机柜,一个用于安装Tricon系统的主机架、扩展机架以及从现场转移过来的Bently 3 500系统,另外一个机柜安装ETP端子板、安全栅、温度变送器、继电器、DC电源等。原先进入Woodward 505系统的速度信号、DCS远程速度设定和速度控制输出信号将全部引入到新的 Tricon系统中,Pro Tech 203的三个速度信号也将送入 Tricon系统,所有原AB PLC系统的输入/输出信号同样也全部移到 Tricon系统中,如图1所示。
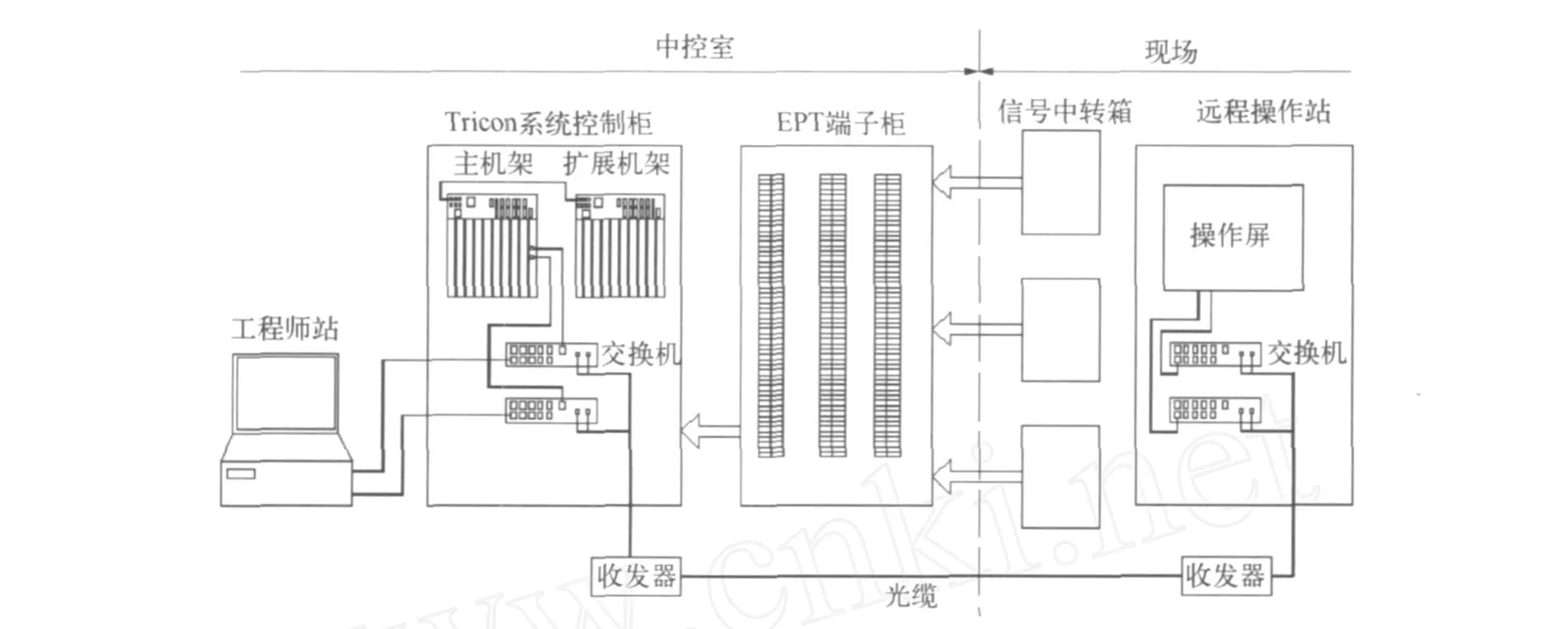
图1 丙烯腈冷冻机控制系统改造方案示意
在该配置下,机组控制系统大大简化,系统中断不影响机组的正常运行,进一步提高了系统的可靠性。由于进系统所有的信号全部采用模拟信号,实现了趋势的跟踪,对系统的运行状态、故障检测和分析带来益处。通讯光缆的使用提高了系统的抗干扰性,保证了机组的稳定运行,满足在现场巡检和开车的基本要求。此外,正压防爆柜也满足了系统的防爆要求。
2 主要硬件配置
a)控制系统。控制系统配置三个独立的控制器,以构成完整的具有三重冗余容错功能的控制站。每个控制器均采用双32位,50 MHz的主处理器,配置双口16MB DRAM和6MB的 Flash PROM,具有硬件表决和比较电路,支持SOE数据的采集和在线维护。三套独立的控制器都能在线插拔、更换。控制系统与工程师站、SOE站、操作站之间采用冗余以太网通信。
Tricon系统的控制站配置了调速、防喘振等专用控制软件包。信号从输入卡到控制器,经程序处理到输出,全过程时间小于50 ms。
b)模拟量输入模块。采用差分输入,DC耦合,分电路隔离,12位分辨率。模件内具有三个相互完全隔离并独立工作的分电路,每个分电路从输入点接受电压信号,并将其转换成数字信号发送给三个主处理器。AI卡的各通道都具有独立的A/D转换器。
c)模拟量输出模块。12位分辨率,DC耦合。模拟输出模件三条分电路从对应的主处理器接收输出信号;每一组数据都进行表决,选出一条良好的分电路以驱动输出。模件的每一分电路都检验模拟信号的精度和负载是否存在分电路的选择。AO卡的各通道都具有独立的D/A转换器。AO输出端子(ETP)为通用型,既可有源输出,也可无源输出。
d)数字量输入模块。隔离型DI,模件内具有三个相互完全隔离并独立工作的分电路;Tricon和现场间全部光电隔离;具有测试“STUCK ON”(指模件无法检测到现场信号断开)现象能力;来自现场的干接点信号直接接至 ETP端子板。DI卡输入端能承受220 VAC,50 Hz的过电压。
e)数字量输出模块。隔离型DO,触点输出。模件内具有三个相互完全隔离并独立工作的分电路,使用专门的“方型表决器”,对每个输出信号在它们送至负载之前进行表决;OVD诊断(输出表决器诊断)确保完全的故障覆盖率。所有DO信号经继电器转换后送至现场电磁阀,MCC或其他地方。DO卡输出端能承受220 VAC,50 Hz的过电压,输出负载能力为24 VDC,2A/点,ETP带保险丝。
3 软件设计
针对丙烯腈冷冻压缩机组控制系统的重整,首要任务是对原控制程序的研读,在充分理解原PLC程序控制思想的基础上,根据运行的经验,用TRISTATION 1131 V4.4作为 TRICON系统的基本软件开发平台,纠正原控制策略的不足和错误部分,在复制和重现的基础上,优化原系统所有的控制逻辑和功能,丰富人机界面信息和操作指导信息。机组控制软件包主要包括:防喘振控制、速度控制、抽汽控制、性能控制等模块。
通信功能由通信模块(4351)实现,该模块支持标准 Modbus通信协议,每个4351卡共有4个RS-232/485串行通信口,其中一个BNC接口支持802.3以太网协议,可连接工程师站、操作站、SOE站;另一个BNC接口用于 Tricon系统间的PEER TO PEER通信和时种同步。
Tricon系统主处理器可分配16个存储区域,用于SOE的记录存储,最大记录1×105个事件,可保存一个月以上的历史数据,SOE分辨率为毫秒级,记录文件可存储在硬盘中作为永久保存,并可打印出来。SOE站不仅能记录各报警、动作事件,还能记录模拟量信号和历史趋势。SOE站满足所有种类数据的记录需要,可由用户选定记录的参数、采样时间和记录长度,并可对记录的数据进行编排处理和调用。硬盘容量满足全部事件记录需要量2倍以上的容量,且可转存到其他存储设备上。
Tricon系统的自诊断可以在线监测所有卡件和I/O通道电路的状态,实时监测系统的扫描时间和内存使用情况。
4 操作站运行画面设计
该系统设计有独立的操作站,监控软件选用Wonderware公司的Intouch软件,其系统平台基于Win XP操作系统,该软件通过高速网络与控制器通信,确保数据的及时刷新,从而更好地实现操作人员监控和操作。主要操作画面有:流程图画面,机组顺控启动画面,调速画面,压缩机喘振控制画面,实时趋势画面和历史趋势画面,报警历史画面。
5 结束语
改造后压缩机机组控制系统性能较改造前明显提高,主要体现在:
a)系统扫描时间小于35 ms,满足了API612的标准。
b)调速效果良好,现速度的平稳性在10转左右,完全满足了速度的平稳控制要求。系统简化,省略了WOODWARD505和Pro Tech 203超速保护系统等单机仪表,超速保护、连锁保护等功能的调试与工艺吻合,大大提高了可靠性。
c)加入了自诊断功能,对现场的异常短路和断路加以识别,任何硬件的单点故障都不会造成系统失效,避免由于设备原因而导致的停车。
d)控制回路全部投入自动控制后,运行平稳,并通过对机组的能量平衡控制方案优化,真正达到了YORK所谓的机组能量平衡控制方案,达到了显著节能效果。
e)增加了机组的维护画面,为机组的维护和检查提供了极大的方便,每次开机都能做到一次成功。
f)毫秒级的SOE功能将为故障及事件分析提供了极大帮助。
二年来运行良好。
[1] TRICONEX公司.Tricon设计与安装手册[G].TRICONEX公司,2000.
[2] 李英俊,袁利剑,袁大辉.综合控制系统在压缩机防喘振控制中的应用[J].石油化工自动化,2003,(6):23-25.
[3] American Petroleum Institute. APISTANDARD 612 Petroleum Petrochemical and NaturalGasIndustries —Steam Turbines—Special-purpose Applications[S].FIFTH EDITION,APRIL,2003.
[4] 张建华.大型离心式压缩机组控制系统的发展趋势及主要技术特点[J].化肥工业,1999,(01):36-39.
[5] 杨蜀生,姚 遥.基于Tricon的机组综合控制系统应用[J].数字石油和化工,2009,(7):51-55.
[6] 陆德民,张振基,黄步余.石油化工自动控制设计手册[M].3版.北京:化学工业出版社,2000.
[7] 国家石油和化学工业局.SH 3005-1999石油化工自动化仪表选型设计规范[S].北京:中国石化出版社,1999.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
仪器仪表用户(2021年10期)2021-11-27
装备制造技术(2021年5期)2021-08-14
铁道通信信号(2020年9期)2020-02-06
铁道通信信号(2019年4期)2019-10-10
船舶标准化工程师(2019年4期)2019-07-24
石油化工建设(2018年3期)2018-11-30
石油化工自动化(2018年5期)2018-11-14
综合智慧能源(2015年4期)2015-06-05
综合智慧能源(2015年3期)2015-06-05