轴类零件表面凸度成型工艺研究
2010-01-09 06:27:02殷旭
科技传播 2010年15期
殷 旭
河海大学常州校区机械工程及自动化专业,江苏常州 213022
轴类零件表面凸度成型工艺研究
殷 旭
河海大学常州校区机械工程及自动化专业,江苏常州 213022
随着机械工业的不断发展,轴类零件作为旋转类支撑件在各大领域得到了非常广泛的运用,其使用寿命也越来越受到社会各界的普遍关注。提高轴类零件使用寿命,除了结构设计合理、保证加工精度、选择有效配合之外,其表面形状也有着极大的影响。本文结合自身社会经验,围绕轴类零件使用寿命,就轴类零件表面形状改进及其表面凸度成型加工工艺作一简述。
零件使用寿命;凸度;轴承断裂;斜面靠模
1 问题由来
轴类零件的主要作用是传递扭矩(图1A)、支撑运动(图1B)或是两种功用的集成。生产实践中,经常反映支撑运动的轴颈部分极易产生断裂,尽管采取了降温保证配合间隙、润滑减少相互摩擦等方法,效果也不理想,既影响设备使用,又增加生产成本。通过分析我们发现,由于支撑运动的轴颈与其配合件之间不仅存在着相对运动,而且承受着巨大的支撑力作用,如果轴类零件的表面形状不好(图2D),其受力就很不均匀,很容易产生巨大的应力集中点,从而导致支撑轴断裂。对比试验研究表明,改进轴颈表面形状,使其拥有一定的均匀凸度(图2E)能极大地提高轴类零件的使用寿命。
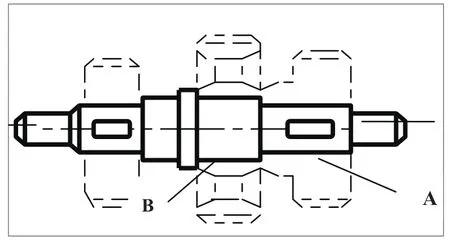
图1 轴类零件的功用
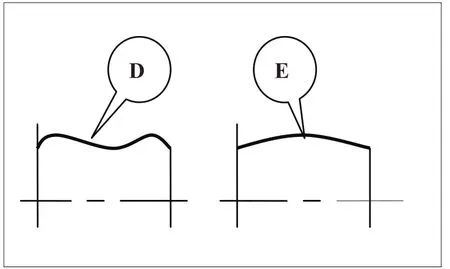
图2 不同轴颈表面形状
2 结构设计
为了保证轴类零件的加工精度,最后一道加工工艺都是磨削,要改进轴颈表面形状并使其拥有一定的凸度,就不能采用外圆磨床常用的往复式磨削工艺,须使用切入式成型磨削工艺。一是采用磨削中心(图3a)。通过修正头的前后、左右两轴联动,使砂轮表面形成凹型曲面,但大部分企业没有这种设备,也不可能为了维修而购买;二是采用模板仿形(图3b)。通过设计符合要求的凸形靠模,使修正头实现仿形移动,但不同零件尺寸须配备不同模板,成本较高;三是设计斜面靠模(图3c)。通过对修正头运动结构的适当改进,使其在左右移动的同时,紧贴下方的直线斜面上下摆动,修正头的斜向直线移动与砂轮表面的回转运动即构成了单叶回转双曲面,这种方式只要调整斜面角度,就能够满足任何零件尺寸的表面凸度要求,简单易行、方便适用。
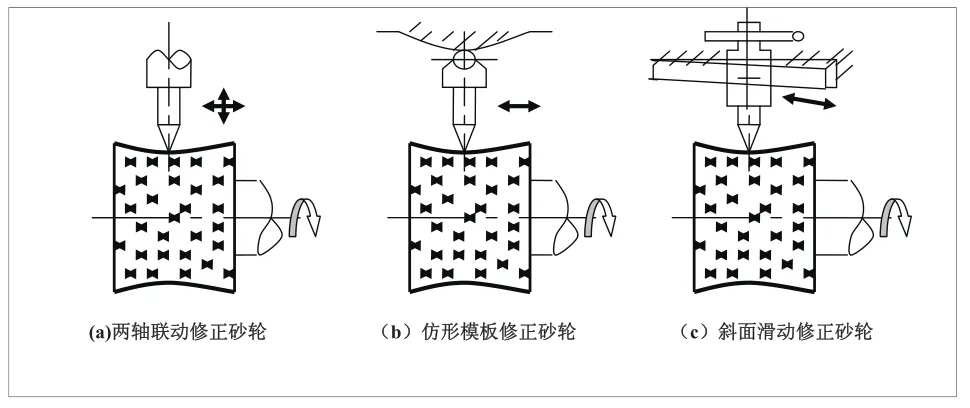
图3 砂轮修正的结构设计
3 理论分析
从解析几何中我们知道,单叶回转双曲面是一个直纹曲面,即是由一条动直线绕与该直线相交叉的轴线回转而成,如图所示。
动直线的参数方程为:
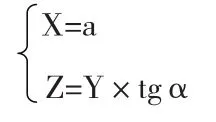
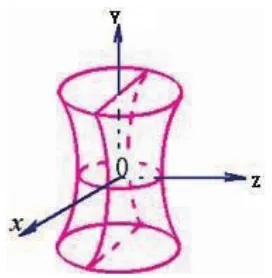
由此推理,若使砂轮修整器的移动轨迹与砂轮轴线成一适当角度α,其轨迹看作为动直线,那么砂轮的回转运动即构成动直线绕砂轮轴线的回转,在砂轮表面就形成了单叶回转双曲面。砂轮的轴心线在Y轴上,砂轮中间截面在XOZ平面上,直线A-A’为砂轮修整器金刚笔尖的移动轨迹,与X轴相交,平行于YOZ平面,且与XOY平面成交角α,α为砂轮修整器的笔尖移动升角,则单叶双曲面砂轮的修正方式由此可得。
4 应用结果
3MB2332轴承套圈滚道磨床应用该修整器修整砂轮,磨削圆柱轴承和圆锥轴承套圈滚道,滚道凸度完全达到技术要求,且相当稳定。
以42726QT/01外圈滚道磨削为例,根据套圈规格,选用砂轮规格125×49×50mm,新砂轮线速度为50m/s,砂轮最大利用率为20%,则最小砂轮直径Dmin为100mm,砂轮宽度B为49mm。查滚动轴承零件圆柱滚子轴承套圈公差标准,则规格外圈滚动直线度Le为5μm,即Lmax=5。由此可得倾斜角为1°39’,由此数值进行调整即可保证砂轮从外径125mm耗至100mm的范围内,磨削的该套圈滚道凸度全部合格,所以应用结果证明该方法简单有效。
5 结论
通过该砂轮修整器的实际应用,解决了目前超精不能保证滚道凸度,磨削又缺少合适机床的矛盾,满足了用户要求,并可推广应用于现有滚道磨床的自我改造或改装,以达到更加好的制造效果。
TH13
A
1674-6708(2010)24-0073-01
猜你喜欢
制造技术与机床(2022年5期)2023-01-06 02:39:25
汽车实用技术(2022年15期)2022-08-19 02:48:22
哈尔滨轴承(2022年1期)2022-05-23 13:12:58
冶金设备(2021年4期)2021-10-29 03:00:40
机械设计与制造(2021年2期)2021-03-05 10:00:38
中南大学学报(自然科学版)(2020年11期)2020-12-18 06:26:56
重型机械(2020年3期)2020-08-24 08:31:40
制造技术与机床(2019年11期)2019-12-04 05:49:38
江西建材(2018年2期)2018-04-14 08:00:31
潍坊学院学报(2016年2期)2016-12-01 12:59:55