
1750mm冷轧SDH功能分析
2010-01-04 14:09万胜兹徐平天津鞍钢天铁冷轧薄板有限公司天津300301
天津冶金 2010年6期
万胜兹 徐平 (天津鞍钢天铁冷轧薄板有限公司,天津 300301)
1750mm冷轧SDH功能分析
万胜兹 徐平 (天津鞍钢天铁冷轧薄板有限公司,天津 300301)
介绍了天津鞍钢天铁酸洗冷轧线的控制架构及SDH的队列管理规则,解释了SDH的功能,从SDH的缓冲区管理、接口、诊断、SDH缓冲区的检索等多个方面进行了详细的分析,并给出了具体应用实例,对于理解酸洗连轧设定值数据处理及管理具有一定的参考价值。
设定数值处理 物料跟踪系统 队列管理 缓冲区 功能
1 前言
天津鞍钢天铁冷轧薄板有限公司现有一条1 750 mm冷轧生产线,设计能力年产150万t冷硬卷。酸轧生产控制分为三级控制架构:一级用于生产过程控制,所有的控制全部基于西门子的PCS7系统,复杂的逻辑运算采用西门子的TDC,主传动控制采用SM150,辅助传动采用Master Driver,复杂的过程控制逻辑控制由TDC来实现,一级软件的设计基于面向对象的设计理念。二级用于轧制生产模型管理,轧制模型基于西门子的神经元网络系统。三级采用的是上海宝信的产销一体化系统。各级之间是通过TCP/UDP电文的方式进行通讯。三级将轧制计划下发给二级,二级根据轧制计划,将各个钢卷的轧制策略下发给一级,一级根据轧制策略,通过高级秒流量控制,前馈控制,反馈控制等等控制现场的各个执行机构(主传动设备、液压比例阀、伺服阀等等),达到二级下发的轧制目标[1]。SDH(设定值数据处理)就是负责管理各个设定参数,并将各个设定值下发给各个逻辑控制单元(用于具体的某种逻辑功能控制的程序集)。
2 SDH功能概述
一级对于线上带的管理跟踪是通过MTR(物料跟踪系统)来实现的,二级下发给一级主要有Material Id,设定值数据类型及轧制策略。SDH接受到后,将二级下发的各种参数存储在SDH的32个缓冲区中,SDH对于缓冲区的管理是通过先进先出的队列管理来实现的[2]。
MTR根据跟踪的Basic ID判断该ID号是否在SDH的缓冲区中,若在该缓冲区中则从SDH的缓冲区中获取对应的轧制策略,SDH通过与各个逻辑功能单元的接口,将轧制策略下发给LCO(线协调控制)、MRG(主谐波发生器)、STM(设定值管理)、SDS(压下控制系统)、RBS(弯辊系统)、FLC(板型控制系统)等各个逻辑功能单元,SDH检查该ID号,若不在32个缓冲区中,则MTR将发给二级一个请求再次下发设定值的报文,二级通过STA将设定值参数、MID、设定值类型下发给SDH。其功能框图如图1。
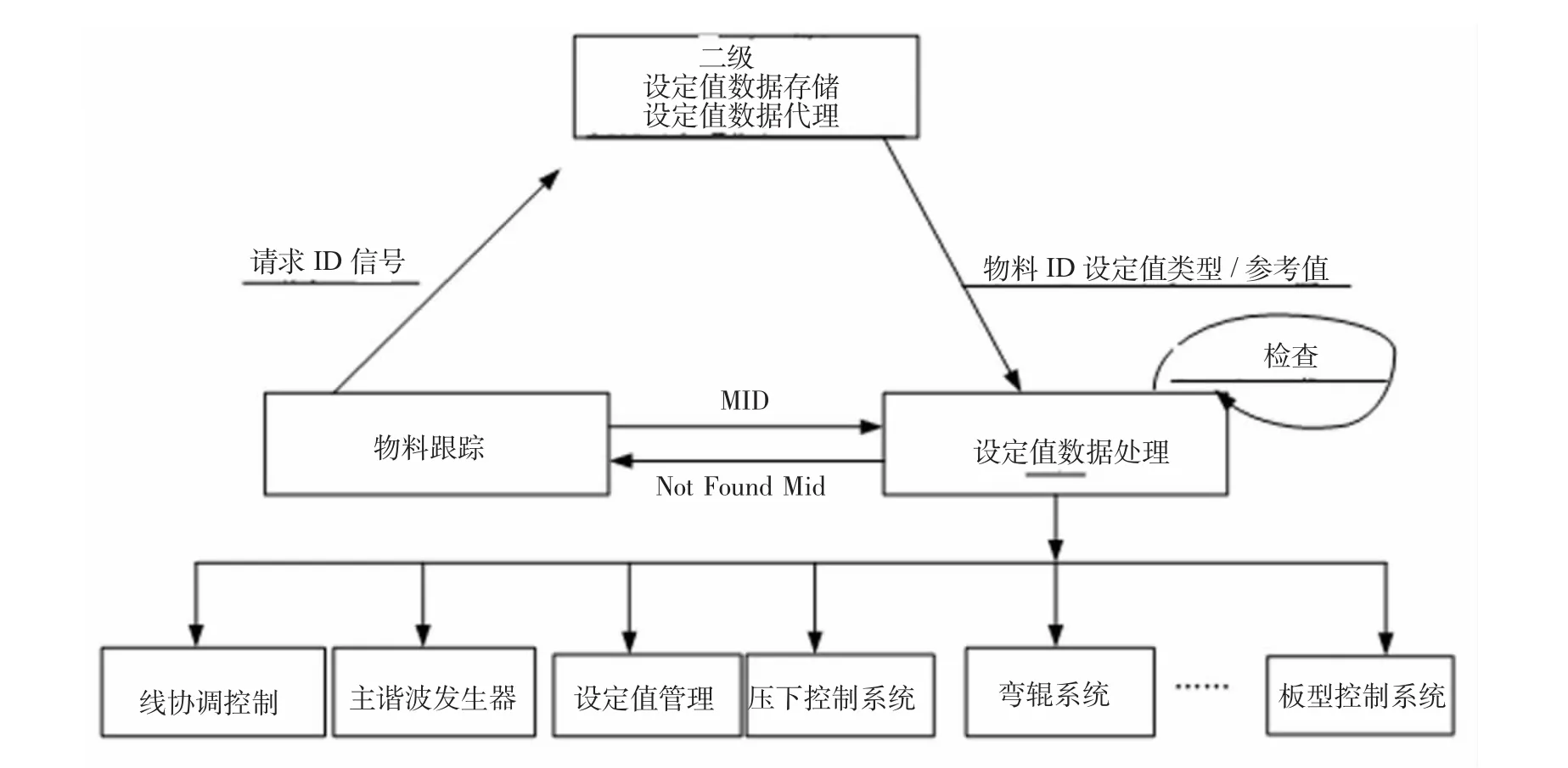
图1
3 SDH缓冲区管理
SDH的缓冲区管理采用先进先出的队列管理模式,在队列管理模式下,二级下发的参考值依次存储在SDH的不同缓冲区中,不管是进队还是出队后都需要重新进行索引整理,所有缓冲区中的参考值都是通过Basic ID进行标识的。
3.1 SDH缓冲区信息存储
SDH将整个生产线分为三个区域,入口区域,处理区域及出口区域,其中入口区域指的是从开卷机至轧机入口,处理区域指的是轧机区域,出口区域指的是从卷取机至出口步进梁区域。在每个区域中二级都会下发给各个区域的参考值,每个区域的长度是不同的,入口区域长度为1 450个字节,处理区域为8554个字节,出口区域为1 446个字节。对于缓冲区其长度不一样,但存储的逻辑结构相同。每个缓冲区的存储的顺序依次为,前两个字节存储的是lifecount,42个字节的MeCode,2个字节的Basic Id,7个字节的Message,320个字节用于存放打印信息,最后的空间用于存放设定值。
3.2 SDH的缓冲接口
SDH的接口部分由输入及输出两部分组成。
输入部分:STA通过以太网,将二级的报文以UDP方式发给SDH,SDH将通过以太网接受过来的报文放到SDH用于接受的通道中,在经过SDH的索引管理后写入到SDH的缓冲区中。
输出部分:SDH通过检索Basic ID号,获取到的SDH缓冲区的地址指针,经过偏移地址,获取各个逻辑功能单元所需的设定值信息。
3.3SDH的CHECK管理
MTR将所有的Basic ID号(每个Basic ID占两个字节),共有20个,通过通讯发以报文的方式发给SDH,SDH通通从0开始,通过延时1 000 ms,加二的方式读出所有的Basic ID,每次获取的ID号与SDH的32个缓冲区中的ID号进行比较,若该ID号不在缓冲区中,则发给MTR请求STA再次下发该Basic ID号对应的设定值信息。其判定逻辑如图2。
3.4 SDH的诊断管理
SDH的诊断主要用于用于调试,通过SDH的诊断可以读出所有存储在SDH中的Basic ID,MeCode以及相关的设定值。通过从0到32循环的方式依次读出每个缓冲区号,再从每个缓冲区号对应的缓冲区中按照缓冲区的存储规则,通过偏移地址,依次可以获得调试中需要的设定值的相关信息。

图2
3.5 SDH的队列管理
二级下发的设定值在一级中是按照线性存储的模式进行存储,32个缓冲区物理地址除第一个和最后一个外,其它缓冲区地址首尾相连。对于线性存储的缓冲区的常见的管理有堆栈管理和队列管理两种模式。
在SDH中采用的是队列管理模式。其入队出队规则如图3所示。
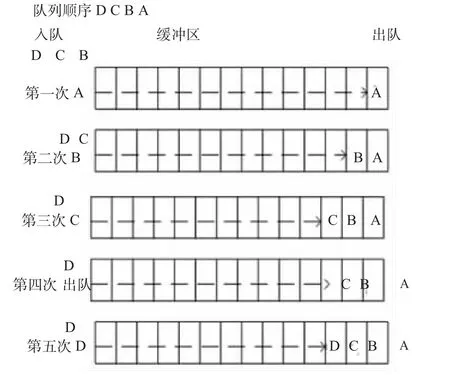
图3
若队列顺序为DCBA,第一次A从左侧入队,则A放在缓冲区中最右侧,第二次B从左侧入队,则B放在缓冲区A的左侧,第三次C从左侧入队,则C放在B的左侧,第四次,若发生出队操作,则处于缓冲区中最右侧的A出队,C、B依此向右移动一个位置,B处于最右侧,第五次D从左侧入队,则缓冲区中从左至右的存储顺序为DCB。
在队列管理模式下只允许在缓冲区的前端进行删除操作,只能在缓冲区的后端进行插入操作,先进队的先出队,后进队的后出队。
在堆栈管理模式下,只允许在缓冲区的一端进行入栈出栈操作,其管理模式为先进栈的后出栈。
在SDH中,对于各个缓冲区的管理是按照先进先出的队列管理规则进行管理的:当SDH接受到来自STA一个新的Basic ID的相关信息后,将按队列管理规则确定写入的缓冲区号,当SDH接受到来自MTR的请求删除Basic ID的报文后,将按照队列管理规则确定要删除的缓冲区号,并按照队列管理规则将所有缓冲区中存储的数据进行依次向前移动一个缓冲区。
3.6 SDH的索引管理
通过比较STA下发给SDH的报文中的Basic ID与各个缓冲区中的Basic ID,若STA下发的Basic ID号在缓冲区中,将对该缓冲区进行复写,若缓冲区中不存在该Basic ID号,则将STA下发的报文写入到按照先进先出队列管理规则中指定的缓冲区中。
4 逻辑功能单元的接口
当MTR将跟踪到的下一个Basic ID发给SDH后,SDH收集每个逻辑功能单元所需要的设定值信息,通过逻辑功能单元的接口,以报文的方式发给各个逻辑功能单元。SDH发给所有PLC控制的逻辑功能单元是通过快速以太网来实现的,SDH与所有TDC控制的逻辑功能单元是通过GDM进行数据交换的。
5 SDH在生产中实际应用举例
SDH在生产中主要用在设定值的管理上,具体实例如下。
5.1 SDH的队列管理
队列管理程序见图4。
天车将钢卷掉至入口步进梁,步进梁上的光栅检测到钢卷后,一级PLC上传给二级服务器一个申请电文,二级将带有Basic ID的钢卷信息发给一级TDC,一级将该钢卷信息按照队列管理的规则,存储在SDH的缓冲区中,在该卷从生产线产出或回退后,将启动删除该Basic ID的功能,完成出队管理。
5.2 SDH的与二级的接口管理
SDH与二级接口的程序见图5。
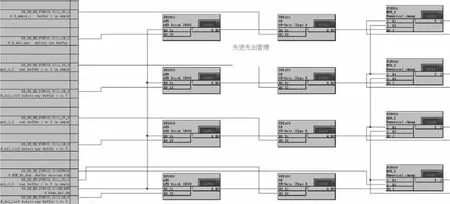
图4
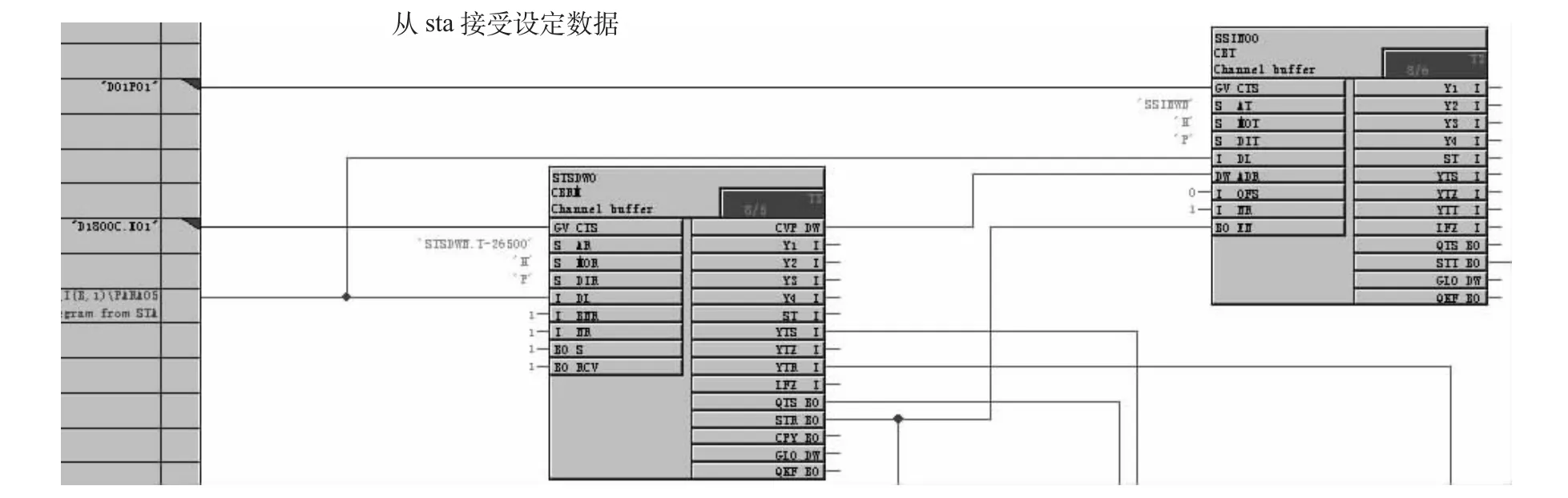
图5
Sdh将接受到的STA传过来的报文中通过CBT功能块接受过来,存储在TDC的内存中,再经过对接受到的报文进行处理后,放到SDH的缓冲区中。
6 结束语
SDH通过先进先出的队列管理,实现了冷轧生产过程控制的有序管理,避免出现因为轧制策略与轧制原料发生不对应而造成轧制指令错误,有效地保证了生产的顺行。SDH接受二级的轧制指令,下发给一级的各个功能单元,是二级与一级的接口,掌握了SDH的管理,对于二级与一级之间的故障诊断将奠定一个良好的基础。
[1]杨景明,韩宗刚,徐雅洁,尹春霞.秒流量液压AGC系统的动态仿真研究[J].冶金设备,2006(4):
[2]西门子公司.天铁冷轧过程自动化功能描述[Z].德国:西门子公司,2005.
Analysis on 1 750mm Cold Rolling Mill SDH Function
Wan Shengzi,Xu Ping
The paper depicts the control architecture and SDH array management rule of Continuous Pickling and Cold Rolling Mill,Tianjin Angang Tiantie Cold Rolling Co.,explains the functions of SDH and analyzes in details from sides of SDH buffer management,interface,diagnosis,SDH buffer retrieval with specific practical examples,providing a reference to the understanding of setting value processing and manage ment for continuous pickling and cold rolling mill.
setting value management,material tracking system,array management,buffer,function
(收稿 2010-11-01 责编 赵实鸣)
万胜兹,1996年毕业于中国地质大学(武汉)计算机系,现从事工业自动化控制方面的工作,主要完成了天铁二烧集散控制系统、烧结管控一体化系统、天津鞍钢天铁冷轧工程等等项目。
猜你喜欢
郭沫若学刊(2022年2期)2022-07-02
趣味(作文与阅读)(2021年9期)2022-01-19
湖北农机化(2021年7期)2021-12-07
妈妈宝宝(2019年10期)2019-10-26
沈阳工业大学学报(2018年1期)2018-01-08
萤火(2017年6期)2017-06-30
中国工程机械学报(2016年5期)2016-03-07
自动化仪表(2015年5期)2015-06-15
项目管理技术(2015年3期)2015-04-23
汽车维修与保养(2015年6期)2015-04-17
