
六西格玛管理与统计学浅述
2009-10-22 08:13吕建翔
商场现代化 2009年22期
吕建翔
[摘要] 六西格玛管理是现代管理制度中重要的理念,也是统计学在管理学中的重要应用。本文对统计学在六西格玛管理中的运用进行简要阐述,对六西格玛管理中统计学的进一步作用做出了一定得叙述。
[关键词] 六西格玛管理 统计学
现代质量管理制度从其形成之日起即与统计学结下了不解之缘,无论是质量检验还是过程控制,统计学在其中都起到了不可替代的作用。
现代质量管理制度的形成应当由工业化时代算起。在初期的质量检验阶段,人们所熟知的质量管理手段仅限于质量检验,这时的质量检验并没有引入统计学中“抽样”的思想,因此,大部分产品都是进行逐个检验。这种检验的弊端很多,限于科技条件,所暴露出的问题无法得到有效的解决,但是在检验过程中产生了大量数据,如何对这些数据进行有效利用的思考,再加上当时统计学中各种统计方法的发展,导致了质量管理与统计学的彻底结合,从而出现了统计质量控制(sPc)这种在当今质量管理界仍有决定性影响的技术。这之后质量管理的发展始终与统计学密切相关。
统计质量控制作为质量检验的发展,其主要作用除进行检验之外,还进行过程控制。这一阶段的检验已不再是单纯的对产品逐个进行检验,而是引入了统计中“抽样”的思想,对产品进行科学的抽样检验。其做法是:在初步考察产品特性的前提下,采取相应的抽样方法抽取一定量的产品,通过对该批抽取产品(统计中称为样本)特性的检验从而推断整批产品的质量特性此即统计学中最基本的方法:根据样本特性推断总体特性。而统计质量控制中的核心理论—过程控制,其核心即是上文中所提到的3口理论。3J理论来源于统计学中的正态分布,它是统计学与质量管理的完美结合的体现,控制图中中心线的确定,控制限的制定等一些准则和方法直接来源于统计学中的相关理论。反过来,质量管理的不断发展也为统计学的研究提供了许多新课题,尤其是对于控制图的研究,迄今己取得了许多突破性的成果。
六西格玛管理作为质量管理的延伸,不可能完全脱离质量管理。在生产和质量部门,六西格玛管理仍包含质量检验和质量控制的功能。但是,作为整个企业运作的基石,六西格玛管理的作用又不仅限于此,六西格玛管理与统计学的结合也要比质量管理与统计学的结合要紧密的多。
六西格玛管理作为一种追求卓越的管理理念,在企业的运作中不仅对生产和质量部门起着指导作用,同时也决定着企业的其它部门乃至整个企业的运作形式。六西格玛管理所倡导的流程式管理,虽然不是首创,但其不遗余力的推行,并将“工作流程化”作为进行六西格玛管理的前提。在主张“重视人在工作中的因素”的同时,将工作流程化,流程量化,尽量减少工作中人的失误,量化的流程式管理使得六西格玛管理与统计学的结合更加紧密。六西格玛管理在长时间的实践中也形成了自己独特的管理模式,下面将结合六西格玛管理的DMAIC模型简单介绍六西格玛管理的实施过程,及其各实施阶段中的统计工具。
六西格玛管理实施的是流程式管理,强调“以顾客为中心”,这里的顾客可以是企业的外部客户,也可以是公司的内部客户。其做法是将各种业务或者工作过程分解成大小不一的流程,流程末端即为客户,即流程的成果—产品或服务的接受者。这样,六西格玛管理的实施就转化成为各种大小不一的例子如下:

上面的图示是进行试验的一个简单流程,其中试验人员即为工作的实际操作者;输入变量为影响关键质量特性的各种因素(一般是主要因素);试验的过程是进行各种业务操作的过程;工作的面向对象或称为流程成果的接受者即为顾客;顾客需求产品或服务的关键质量特性为流程的输出变量。
六西格玛管理的核心是以客户为中心,以使客户满意为其宗旨;而在内部管理中则是以影响客户满意度的关键质量特性(CQT,即Critiaclotqualiyt)为其核心,六西格玛流程管理的各个阶段始终围绕CTQ进行。其主要任务是找出影响关键质量特性的主要因素的最优值,并对其进行控制,以使流程一直处于一个稳定的状态。其实施过程大致可分为五个步骤,如下:
一、定义阶段,即D阶段
主要任务是确定影响顾客满意度的CTQ。在这一阶段中,首先要了解顾客对产品的要求,并以函数的形式将这些要求对应于质量特性,通过顾客对产品要求的重要程度对质量特性进行打分,从而确定关键的质量特性,即CTQ。从对客户进行调查到确定CQT这一过程中,常用到如下工具:品质成本分析法、流程分析法、因果分析法、头脑风暴法等四种。
二、测量阶段(即M阶段)
该阶段的主要任务是收集产品或流程现状的数据。为保证数据的真实性和准确性,在收集数据之前,测量系统分析和合理的分组计划是必需的。
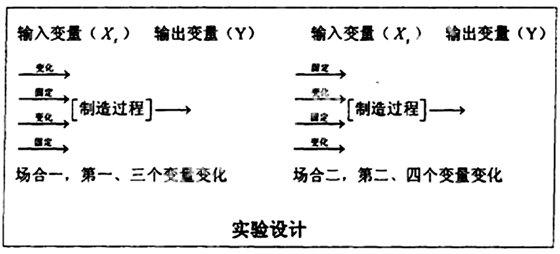
进行测量系统分析是为了更好地了解影响测量结果的变异来源及其基本信息,并确定相对于产品规格或过程误差,系统的侧量误差是否可以接受。在进行测量系统分析时常用的统计工具有两种,一种是不考虑因子交互作用的戈一R分析,通过计算得到%R&R;(衡量系统误差的标准),一般情况下,如果%R&R;<10%才会认为系统的误差可以接受;另一种是考虑因子交互作用的方差分析法,通过方差分析可以得到一个数值F(F统计量),然后把F与另一个固定的数值F1-α(可以查表)比较,如果F 三、分析阶段(即A阶段) 数据收集完成之后的一项很自然的工作即是对所得数据进行分析,该阶段的主要任务就是通过分析在测量阶段收集到的数据来确定一组按重要程度排列的影响质量的变量(流程的输入变量),即寻找质量特性与影响质量变化输入变量之间的关系,并判断输入变量的重要程度。分析过程中根据需要的不同常用到如下两类工具:图形分析工具和通用分析工具。其中通用分析工具主要包括:参数估计和置信区间分析、假设检验、方差分析、回归分析、试验设计分析(DOE)等。 四、改进阶段(即I阶段) 分析阶段确定了一组按重要程度排列的影响质量特性的输入变量之后,改进阶段的主要任务是根据对质量特性的需求来确定这些输入变量的最优值,并将这组最优值与现有流程的实施值进行比较,如果现有实施值与最优值差别很大,则说明现有流程需要改进。而确定这些输入变量最优值最重要的手段就是试验。从节约成本、提高效率和结果更能真实反映实际情况的角度出发,统计中的试验设计(DOE)成为了必须选择。与传统的试验方式相比,试验设计的优势非常明显,传统的试验分析方法是在输入变量为多个时,即为多个单因子试验,也就是众多输入变量在同一时间只允许有一个变量变化,如下图所示: 而试验设计允许众多输入变量在同一时间按一定规则进行交叉变化,如下图所示: 五、控制阶段(C阶段) 改善阶段确定了变量的最优值,流程只需在最优状况下进行即可。为了使这种流程能稳定的持续下去,就需要对整个流程实施分析、监控,这是质量管理中统计质量控制的主要工作,因此其在生产和质检部门的实施己比较成熟。常用如下的统计工具:控制图和过程能力分析。 六、六西格玛管理中的工具限制 随着六西格玛管理的广泛应用,其实施方式越来越多样化,实施的范围越来越广,随之也带来一系列的问题,工具的限制即为其问题之一。 六西格玛管理是一种追求卓越的管理方式,对于每一个流程都要求达到最高的标准。在实施改进之后,流程达到了一个很高的水平,但这之后对流程实施制的方法仍然是传统的SPC技术,其中的休哈特控制图是实施控制的主要手段。目前在六西格玛管理的控制阶段也都是采用这种技术。 休哈特控制图对监测流程的运行情况具有非常好的作用,尤其是在流程出现较大波动的情况下,休哈特控制图的报警准确度和及时率都非常高,因此在统计过程控制中发挥了至关重要的作用。然而,休哈特控制图对流程的较小波动并不敏感,在流程出现小波动时的报警准确度较低。在六西格玛管理中,由于流程改进之后达到了一个较高的水平,因此出现较大波动的可能性远低于出现较小波动的可能性。此时用休哈特控制图对流程实施控制的效果就不能尽如人意。在统计学中,己经出现了CUSUM控制图和EWMA控制图等理论解决类似问题。 参考文献: [1]彼得·潘德莱瑞·荷普著工金德等译:《六西格玛是什么》.中国财政经济出版社,2002年 [2]贾俊平何晓群金勇进:《统计学》.中国人民大学出版社,2000年 [3]南兆旭滕宝红:《让数字管理》.南方日报出版社,2003年 [4]邹依仁:《质最管理原理和方法》.机械工业出版社,1983年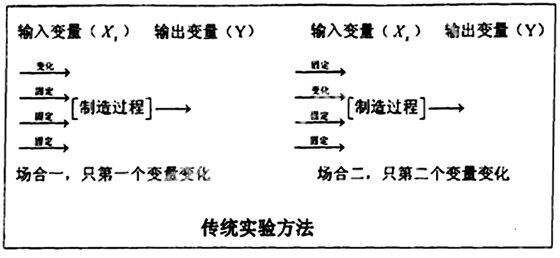
猜你喜欢
茶道(2022年3期)2022-04-27
中国典型病例大全(2022年9期)2022-04-19
CHIP新电脑(2017年6期)2017-06-19
商场现代化(2016年14期)2016-06-16
新高考·高二数学(2014年7期)2014-09-18
经济师(2012年7期)2012-07-13
福建中学数学(2011年9期)2011-11-03
人力资源管理(2009年3期)2009-04-13
中学生数理化·七年级数学北师大版(2008年5期)2008-10-14
小学教学参考(数学)(2006年7期)2006-12-31
