钻头在铰削加工中的应用
2009-10-12 09:51何立发
职业·中旬 2009年7期
何立发
在转向架生产中,转向架制动部位多为销孔连接,为保证它的耐磨性,需要进行表面淬火,而孔则需要镶嵌磨套,孔套之间必须过盈配合。常见的孔尺寸Ф35、Ф42,孔表面光洁度Aa6.3μm,12(15)—Q235—A,在各车型转向架制动部位的内、外侧杠杆组成,连杆组成, 内、外侧手制动杠杆组成上都有Ф35和一个Ф42的孔二个,孔的尺寸公差都一致,生产批量大且为流水式生产方式。利用标准铰刀加工,由于铰刀是耐用度较低的刀具,磨损后便报废,无形中增加制造成本,且铰孔的生产效率较低,为此我们开发了钻头应用于铰孔中的新工艺。
一、刀具的磨削
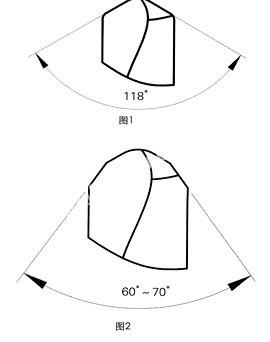
正常钻头的顶角118゜(见图1),钻孔时横刃起挤压和刮削的作用,主切削刃起主要切削作用,如果钻头用作铰刀,首先从刀具上要克服钻头由于横刃长、定心差,主切削刃长、易塞屑, 棱边无后角度使之磨损的缺点,同时还要使磨削后的钻头能达到产品要求的尺寸公差和光洁度要求。为此,我们从以下方面对钻头进行磨削:
1.修磨顶角
将钻头磨成双顶角,顶角角度在60˚~70˚之间(见图2)。由于钻头做铰刀使用时,靠近钻心的横刃和主切削刃是不起切削作用的,利用刃磨的双顶角形成铰孔的主切削刃,这样一方面减小钻头的轴向力,另一方面使钻头在铰孔时增大定心,提高加工精度。
2.开分屑槽
在钻头的前方面开分屑槽(见图3),这时在磨分屑槽时会磨掉钻头一部分后刃,这不要紧,而且,分屑槽与双顶角形成铰孔时的主切削刃,分屑槽与棱刃形成副切削刃。同时分屑槽可使铰孔的铁屑易于排出,又可使切削液较容易地注入切削部位,提高加工表面的光洁度。

在刀具刃磨前,需将砂轮修整好,砂轮转动要平稳,不跳动。在磨双顶角时,必须保持两顶角面对抵,使钻头中心线和顶角平分线重合;在磨分屑槽时,要保持两面主切削刃对称,由于两主切削刃一前一后,观察中由于视察关系往往会觉得左刃低,要把钻头转180˚,使两主切削刃交换位置,对比观察,如发现误差必须修磨对称。如目测没有把握,可用万能角度尺核对。
二、切削参数的选择
选择高速钢的钻头加工。这种铰刀的加工方式,在铰孔前的底孔留余量直径2mm~3mm。以Ф35的孔加工为例,在铰孔前对工件钻的Ф32底孔,主轴转速200r/min,进给量取0.4mm~0.5mm/r;换钻头磨削的铰刀后,根据钻头铰刀其刀具的加工潜力,同时我们也参考了Ф35钻头和铰刀的切削参数,主轴转速取80r/min,进给量取1.5mm/r;经过切削验证,孔加工尺寸满足设计要求,表面光洁度也达到了Aa6.3μm。由于在切削三要素中,切削速度v对刀具的耐用影响最大,其次是进给量f,影响最小的是切削深度Ap,在钻加工中切削深度即是钻头的半径,那就只能是在刀具强度允许条件下再尽量选取大的进给量,最后考虑调整切削速度,原则是设备和刀具允许情况下,选择快的切削速度,以提高生产率。
三、与标准铰刀铰削加工切削时间的比较
1.标准铰刀铰削加工工艺

钻底孔—扩孔—铰孔。以Ф35的孔加工为例,先钻孔Ф25,扩孔到Ф34.6(直径留余量0.4),再铰孔到尺寸公差要求。根据《机械加工工艺人员手册》,钻孔时转速取200r/min,进给量取0.4mm/r,钻头需切削深度25mm(15板厚+刀具切入、切出长度),切削机动时间是:25/(200×0.4)=0.32min,200r/min;扩孔时转速仍取200r/min,切削机动时间是25/(200×0.5)=0.25min;铰孔时转速取30mm/r,切削时间是:25/(30×2)=0.42min;这样孔加工的机动时间共为:0.32+0.25+0.42=0.99min。
2.钻头式铰刀加工工艺
钻底孔—铰孔,以Ф35孔加工为例,先钻底孔,再铰孔到尺寸公差要求。根据《机械加工工艺人员手册》钻孔时转速200r/min,进给量取0.4mm/r,钻头需切削深度取25mm(15板厚+刀具切入、切出长度),切削机动时间是25/(200×0.4)=0.32min;铰孔时转速取80r/min,进给量取20mm/r,切削机动时间是25/(80×2)=0.16min;这样孔加工的机动时间共为:0.32+0.16=0.48min。
从严格意义说,由于用标准铰刀加工增加了一步扩孔工艺,其辅助换刀时间也增加了一次。通过以上的计算可以看出,用钻头式铰刀的加工效率提高了一倍多。
将钻头经特殊磨削后应用于铰削加工,适用薄板件的加工(工件厚度以不超过25mm为宜)。它可成倍提高效率,同时钻头在磨损后可再刃磨,耐用度也大大提高,而且铰刀的刃磨需要专业刃磨人员(铰刀切削刃的刃磨需要磨床),而钻头式铰头只需要操作工人在普通磨刀砂轮上磨削即可,另一方面铰刀的制造费用也高于钻刀。因此,只要有适合的加工条件,这种用外钻头进行铰削加工方式是值得推广的。
(作者单位:广东省工商技工学校)
猜你喜欢
机电信息(2023年12期)2023-06-21
科技视界(2018年8期)2018-06-08
四川水力发电(2018年4期)2018-03-25
汽车与驾驶维修(维修版)(2017年8期)2017-09-26
三峡大学学报(自然科学版)(2017年1期)2017-03-20
山西建筑(2016年36期)2016-02-13
中国科技纵横(2014年15期)2014-09-02
机械工程师(2014年2期)2014-04-21
机床与液压(2014年10期)2014-03-07
中国三峡(2013年7期)2013-09-13