
石膏模型增强技术的研究
2009-04-01 07:42王同言
佛山陶瓷 2009年2期
王同言
摘要针对目前陶瓷行业广泛使用的石膏模型强度低、使用次数少的共性问题,本文着重分析了造成其强度低、使用次数少的原因和影响因素。从优选高强石膏粉、进行几种外加添加剂的实验方面,提高了石膏模型的强度,确定了优良的添加剂,并探讨了水膏比例与模型强度和吸水率的关系。
关键词石膏模型,水膏比,强度,添加剂
1前 言
在当今国内外卫生陶瓷和日用陶瓷生产中,石膏模型仍然是成形生产的主要工具,且使用量大。可以断言,以石膏粉为材料制作的石膏模型,在今后一段时间内仍会大量地使用。由于石膏分布广泛,储量丰富,使用方便,且价格低廉;其与水混合搅拌后的浆体流动性能好,可以在制模过程中制出各种形状;另外,其有无可比拟的凝结性能、吸水性能。所以,国内外大多数陶瓷厂仍将其作为制作模型的主要材料,用于制作注浆成形、滚压成形和冷压成形的模型。但是,这种模型材料存在的最大缺点,就是做出来的石膏模型强度低、表面耐磨性差、使用次数少(寿命短),在生产中需频繁更换模型,消耗量很大,加大了生产制造的成本,且影响到产量;石膏模型使用次数低成为制约行业发展的共性问题。从国内情况而言,卫生瓷石膏模型的使用寿命(次数)一般在75次左右。但各陶瓷厂由于生产工艺条件的不同,使用寿命会有很大的差别。条件差的企业模型使用寿命较短,仅50~60次,而条件好的企业使用寿命较长,可达到120次左右。日用陶瓷滚压模型使用次数一般在110次左右;从国外情况来看,卫生瓷石膏模型的使用次数可达120~150次,日用瓷滚压模型的使用次数可达150~200次。模型使用次数低与模型强度低有关。强度是影响模型质量、使用寿命的主要因素。
当前,随着陶瓷工业的发展,无论是日用陶瓷还是卫生陶瓷,成形工艺都向机械化方向发展,对石膏模型的强度要求越来越高,因此提高模型强度是摆在我们面前亟待解决的问题。目前国内外个别卫生陶瓷生产厂家采用树脂模型高压注浆成形工艺进行生产,虽然模型使用次数很高,但是模型成本太高,一次性投资巨大。另外模型维护成本太高,不适应灵活变产的要求。本文针对目前我国陶瓷生产的实际,仍以陶瓷成形广泛使用的石膏粉和石膏模型作为研究对象,就提高石膏模型强度进行了一些实验研究,并取得了较好的效果。
2石膏模型强度及其影响因素
石膏模型在生产中损坏和频繁地更换,造成其使用次数低,主要存在以下几方面的原因:一是由于其在搬运和安装使用过程中需要经过多次的翻转、挤压,受到不同的撞击破坏,从而产生磕碰掉角、断裂、裂纹、变形;二是因为其在使用时受到擦模、挤压、泥浆的侵蚀和泥颗粒的磨损作用,内表面易受到磨损而变得粗糙,出现麻面,从而影响半成品的表面质量、外形尺寸以及坯体的重量;三是由于其受到无机电解质的化学侵蚀作用,内部毛细孔结构发生了变化,造成吸水功能下降;四是由于使用管理不当,造成对口缝隙变大,模型漏浆严重;五是干燥室温湿度控制不合理,要么温度低、湿度大,模型得不到干燥,使其强度低易变形、耐磨性差,从而影响其寿命;要么模型长期在60℃乃至更高的温度下使用,频繁地受热和冷却,因本身耐热性差,导致出现裂纹而报废。以上现象,都与模型的强度低有关。可见,强度是石膏模型的一项很重要的指标。实践经验表明,石膏模型的强度越高,则硬度越大,模型表面的耐磨性越好,模型的使用次数也越多。
在生产实际中,我们通过采取一定的措施,可以把模型的强度提高到很高,但强度并不能无限制地提高,还要考虑模型的吸水性能。因为在陶瓷的成形生产中,无论是注浆成形、滚压成形还是塑压成形,都需要模型有一定的吸水率。要求模型有足够的机械强度和适当的气孔率(吸水率)。也就是说,既要保证模型有良好的吸水性能,又要有良好的耐用性能(寿命),以确保模型的吸水性能基本不变。因此,在模型正常生产使用条件下,大幅度地提高模型的强度才是生产所需要的。对于石膏模型而言,气孔率高(吸水率大),模型强度低;气孔率低(吸水率小),模型的强度高,两者是一对矛盾。根据生产实践经验,注浆成形石膏模型的气孔率要求达到35~40%,滚压成形石膏模型的气孔率则要求在30~35%。
影响石膏模型强度和使用寿命的因素很多,概括起来有以下一些方面:石膏粉的种类和质量;石膏粉的细度;制作模型时水的温度;石膏和水的比例(即膏水比);搅拌速度和搅拌时间;是否采用真空脱气工艺;采用合适的有机或无机添加剂及外加物;搅拌后的石膏浆在注模前是否过筛和经过震动处理;局部使用加强筋或加强纤维;对制作的模型是否有合理的烘干制度;成形室的温度和湿度控制是否合理等。除此之外,与其在生产中是否合理正确的使用也有很大的关系。由此可见,影响和制约模型强度的因素很多,提高强度所采取的措施也有很多。不过,有些因素是提高模型强度的主要和显著因素,有些则为次要因素。我们主要从影响模型强度的主要因素石膏种类、膏水比例和添加剂等方面进行实验研究。

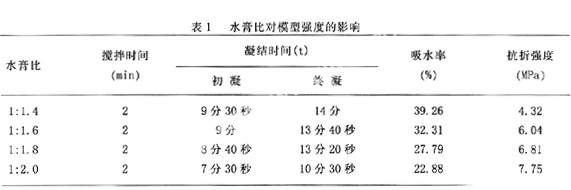
石膏和水的比例(即膏水比)越大,则模型的强度越高,但模型的气孔率和吸水率会有所下降。在生产实际中,通过采用高强石膏粉、提高膏水比例等措施,模型的强度能提高很多,但模型的吸水率和气孔率则会明显地下降(见表1)。如果吸水率过小,对日用陶瓷滚压成形而言,则容易造成卷坯不成活;对卫生瓷注浆模型而言,则吸浆差,过软易坍,都会影响到成形工序的正常生产。经实践证明,提高模型的膏水比例是提高模型强度最有效、最直接的方法。但膏水比例的提高会有一个限度。根据生产实际经验,日用瓷滚压成形模型的水膏比例一般为1:1.6,有的厂由于产品尺寸大,水膏比例提高为1:1.8也可用;卫生瓷石膏模型的水膏比例一般为1:1.4,也有个别厂家使用1:1.46的水膏比例,也可以正常使用。
3实验内容
3.1 实验条件和所使用的主要仪器设备
3.1.1 实验条件
水温:15℃;室温:20℃;相对湿度:30~50%;试件烘干温度:45℃;试条的尺寸40mm×40mm×60㎜(每个方案三个试样);石膏粉的细度:100目
3.1.2实验主要的仪器设备


1000g托盘天平(最小称量为0.5g)
小型搅拌机(转速200r/min)
电热恒温热风干燥箱(最高温度不低于200℃)
数显电子天平(精度1/1000)
数显弯曲强度试验机(最大承载为4000N)
秒 表
3.1.3计算公式和方法
(1) 凝结时间的测定方法
采用划割试饼法(划痕法):
根据容器体积的大小,按配比计算石膏粉和水的用量,从石膏粉撒落在水中开始计时。按一定的搅拌时间搅拌后,石膏浆体塌落在玻璃板上变为试饼。每隔30s用刀片划割一次。临近初凝时,每隔10s划割一次。划痕不重合、不交叉,每次将刀擦净,试饼不得受振动和移动。当划痕两边的料浆不再合拢时的累计时间即为初凝时间。接着用约50N的力在上面的试饼上连续捺揿,至印痕边缘没有水分出现时即为终凝时间。
(2) 抗折强度的测定计算方法
试样恒温干燥后,用弯曲强度试验机分别测三件试样并计算其平均值。采用以下公式: F=3PL/2BH2 式中:
F——抗折强度,MPa
P——试验机的负荷,N
L——跨距,mm
B——试样宽度,mm
H——试样厚度,mm
(3) 吸水率的测定计算方法
采用做抗折强度的剩余试样,一一对应,做成尺寸为15mm×15mm×15㎜的试样,每组两个。烘干试样并冷却到室温,用电子天平称其质量为m1,放入水中浸泡1h,取出立即称其质量为m2。则吸水率S为:
S=(m2-m1)/m1×100%
3.2 石膏粉的试验和选择
笔者所在公司下属各厂目前所使用的石膏粉有混合石膏粉和高强石膏粉。石膏粉种类较多,质量参差不齐,这是模型使用寿命短、次数少的主要原因。我们对市场上现有、企业现用的所有石膏粉进行优选,以确定试验用的优质石膏粉。日用瓷滚压成形模型、冷压成形模型全部采用高强度石膏粉,水膏比例一般为1:1.6(模型的吸水率一般在30~33%左右),有的厂也由于产品尺寸大水膏比例为1:1.8(模型的吸水率一般在27~28%左右);卫生瓷石膏模型采用混合石膏粉或高强石膏粉,水膏比例一般为1:1.4,模型的吸水率一般在35~40%。对笔者公司现用石膏粉和国内几个规模较大的石膏厂家的石膏粉进行取样并作了对比实验,所用水膏比例与大生产相同(水膏比例采用1:1.6和1:1.4),检测模型的干抗折强度和吸水率。实验情况和结果列于表2、表3。
通过以上实验,从表2和表3可看出,在同等实验条件下,不同厂家生产的同种型号的石膏粉,其强度会有很大的差别。理论上,高强石膏粉标准稠度需水量小,故只有在较大水膏比例(例如1:1.6或以上)的条件下才能具有和体现出较高的强度,但在较低水膏比例下(例如1:1.4或以下),其强度降低了很多,并不能体现出高强度。原因是过量的水在模型内部形成过多的气孔,降低了模型的强度。唐山A厂高强石膏粉性能优良,模型强度高,物理性能指标优良,用于滚压模型强度较高。但这种石膏粉价格较贵,每吨在1000元;而唐山B厂的石膏粉虽然强度低些,但价格仅为唐山A厂的一半,且性能优良,物美价廉,也可用于陶瓷成形生产。这种石膏粉与其它外埠石膏粉相比,生产厂家在本地,取材方便。为考虑到企业的成本,故以下实验均采用此石膏粉作为基准材料进行改性增强试验(其它有些石膏粉强度也不错,但由于路途较远,价格较贵,本实验不予采用)。
3.3 外加剂的实验
本实验选用的外加剂种类有腐植酸钠、焦磷酸钠、水泥、桃胶、桃胶粉、阿拉伯树胶等六种。实验中主要以日用瓷滚压模型使用的水膏比(即1:1.6)进行实验。
(1) 腐植酸钠的实验
有关资料显示,腐植酸钠是优良的缓凝剂、增强剂,可用于模型的增强。本实验采用事先配制好的浓度为 16.67%的腐植酸钠水溶液(50kg水中加入10kg干料,全部溶化后使用),实验情况和结果见表4。
从表4所列的实验结果来看,腐植酸钠除了对石膏有一定的缓凝作用外,还对提高模型的强度有一定的帮助,但提高强度效果不明显。当加入量为水的1%时(此时混合水溶液的浓度为0.2%),强度出现一个最大值,超过这一加入量时,强度反而下降。另外我们还发现,加入腐植酸钠的石膏模型脆性大,易磕碰损坏。
(2) 焦磷酸钠的实验
在60℃温水中把焦磷酸钠配制成饱和溶液(浓度为15%),冷却至室温后使用,实验情况及结果见表5。
从表5可以看出,石膏中加入一定比例的焦磷酸钠饱和溶液,有明显的缓凝作用,还对提高模型的强度有一定的作用,且提高强度效果明显高于腐植酸钠。当加入量为石膏的1%时,强度出现一个最大值,超过这一加入比例时,强度反而下降。
从上面两种实验结果可看出,以上两种添加剂都有明显的缓凝效果,但提高模型强度的效果都不太明显。
(3) 树胶类添加剂的实验
取树胶类添加剂三种固体物,分别是桃胶一级、桃胶粉、阿拉伯树胶。事先均按2.5g兑100g水的比例配制成浓度为2.44%的树胶水溶液(在常温下溶解过60目筛后使用);按水膏比1:1.6进行实验,搅拌时间均为2.5min,实验情况及结果见表6。
从表6所列的实验结果可知,桃胶一级、桃胶粉凝固时间过长,若在生产中使用,无法进行后续的生产操作,而且增强效果不如阿拉伯树胶明显,故生产中不宜采用;而阿拉伯树胶凝固时间适中,增强效果很明显,是优良的增强外加剂。
(4) 加入水泥的实验
据生产经验和文献资料介绍,水泥对提高石膏模型的强度有很明显的作用。于是笔者也进行了一些实验研究,采用525#普通硅酸盐水泥(水泥按表中的百分比例替代石膏粉,确保总灰量不变),实验情况及结果见表7。
水泥加入量的实验表明,在石膏中加入水泥,确实能提高模型的强度,而且当加入量在5%时强度最大。但是,在搅拌浇注后,等到终凝时间前,浆体不易凝固,上面还浮着水。分析其原因为:水泥的细度远远细于石膏粉,水泥的凝固时间还远远迟于石膏粉,两者凝固时间不一致,这样反而不利于生产中的注模操作。且当凝固硬化后,瞬间发热量大,模型块表面的温度明显高于纯石膏的模块。这种情况在实际生产中不利于操作使用,会破坏胎型,故此方法也不可行。
4实验结论
(1) 采用唐山本地B厂生产的高强度石膏粉,价格低廉,取用方便,性能优良,适合于企业的使用。该石膏粉在水膏比为1:1.6时,其抗折强度为5.186 MPa。
(2) 石膏的种类、水膏比例的大小对模型的增强起到很重要的作用。在水膏比为1:1.4时,抗折强度一般在4.2~4.8MPa;在水膏比为1:1.6时,抗折强度一般在5~6.5MPa;强度与膏水比例成正比例关系。对于高强石膏粉,只有在膏水比例较高时使用才会有较高的强度。
(3) 腐植酸钠、焦磷酸钠、树胶等六种添加剂对石膏模型的增强都有一定的作用,但增强效果不一。添加剂增强效果由大到小的次序依次为:阿拉伯树胶>水泥>焦磷酸钠>腐植酸钠。从实验情况来看,通过石膏粉的选择和添加剂的加入,石膏模型的强度都提高到5.2 MPa以上,其中以阿拉伯树胶增强效果最为显著,其干后抗折强度达到6.786MPa。
(4) 在水膏比不变的情况下,各种添加剂对模型吸水率的影响不大,基本不变,不会对成形生产造成影响。
(5) 水膏比例的大小对模型的吸水率起到很直接的作用。在水膏比为1:1.4时,吸水率一般在35~40%;在水膏比为1:1.6时,吸水率一般在31~33%;吸水率与膏水比例成反比例关系。
猜你喜欢
上海涂料(2021年5期)2022-01-15
云南教育·中学教师(2019年5期)2019-08-13
重庆交通大学学报(自然科学版)(2017年3期)2017-05-17
生活用纸(2016年5期)2017-01-19
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10
儿童故事画报·发现号趣味百科(2015年3期)2015-12-04
组合机床与自动化加工技术(2014年12期)2014-03-01
