电磁溢流阀反应滞后对扭矩仪数据传输的影响及解决方案
2009-03-27 04:33刘庆韩晓文雷奇松张艳玲王海红
管理观察 2009年7期
刘 庆 韩晓文 雷奇松 张艳玲 王海红
摘要:本文简要介绍了现存下套管用扭矩仪配套电磁溢流阀的反应滞后问题以及软件解决方案,并进行了大量现场试验,对解决方案进行了验证。
关键词:反应时间 控制扭矩 软件 消除 电磁溢流阀 数据传输
1.前言
扭矩仪是记录下套管时上扣扭矩的仪器仪表,实时采集套管钳咬合套管转动时的扭矩数据并自动控制套管钳在到达控制扭矩时通过安装在液压动力站上的电磁溢流阀自动卸压。电磁溢流阀为常开型,由最大位置至闭合反应时间是80~100ms。
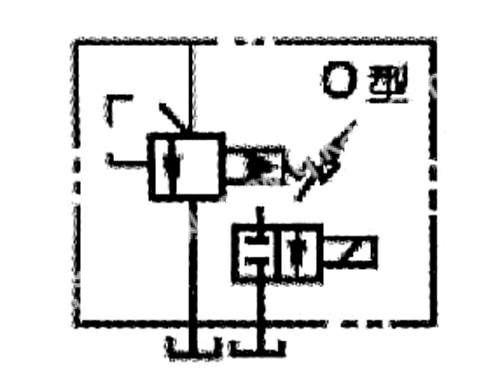
当扭矩仪的扭矩数值达到控制扭矩时,扭矩仪向电磁溢流阀发送信号,电磁溢流阀收到信号后由常开状态转为闭合,套管钳油路被切断,达到给套管钳卸压的目的。因为电磁溢流阀存在反应时间,导致套管钳卸压的时间滞后于扭矩仪达到控制扭矩的时间,使最终扭矩值高于控制扭矩值,影响施工质量。严重时套管钳上扣过急,最终扭矩值偏离控制扭矩值过多甚至会造成套管损伤、断裂。
为了消除电磁溢流阀反应时间的影响,下面从程序方面加以改善,并通过多次现场试验确定其可靠性。
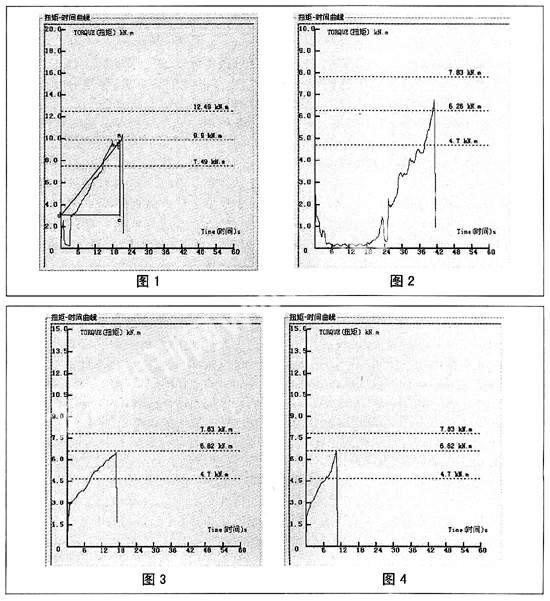
2.改善前扭矩采集情况(图1、图2)

其中:①反应时间——曲线与控制扭矩的交点的横坐标到卸压点(最高点)的横坐标的差值;
②斜率——取曲线上曲线与控制扭矩的交点前一个反应时间那一点为a点,再取曲线上a点前1000ms为b点。a点到b点的斜率即为所求。
斜率ab=ac/cd.
从图1至图2可以看出,修正前扭矩仪在自控状态下,最终卸压扭矩值均超过控制扭矩值,ab点的斜率越大,超过的扭矩值越多。因此,这就要求操作人员在扭矩接近控制扭矩时上扣越慢越接近真实控制扭矩,如果不加以修正,则对操作人员的操作水平有较高要求,但实际工作中不容易做到,加之钻井队对时间要求很严格,所以有必要利用软件消除电磁溢流阀反应时间的影响。
3.软件改善方案
3.1 参数建模
电磁溢流阀反应时间为80~100ms,也即在扭矩达到控制值前80~100ms就应该给电磁溢流阀一个停止信号,如果这段时间曲线斜率不变则电磁溢流阀从接到信号到卸压,扭矩曲线刚好到达控制值。
现在的问题就是要计算曲线以*现有斜率 到达控制扭矩的时间,才能计算出扭矩仪给电磁溢流阀信号的时间。
*现有斜率——为了取得现有斜率,经过对大量图形的分析,认为在最后1秒的曲线斜率基本保持不变,可以把现有斜率近似为曲线上扭矩仪给电磁溢流阀发信号的时间和此时间之前1秒两个点之间的斜率。为了方便定位,取控制扭矩值的90%处为计算斜率的第一点,以此点为开始点,后面第五采集点为计算斜率的第二点。
以上述两点为斜率的直线(近似)与控制直线的交点理论上为到达控制扭矩的时间,在此时间前80~100ms卸压即可消除电磁溢流阀反应滞后对扭矩仪数据传输的影响。
那么反应时间应该怎样取值呢?反应时间的测算本身也有一定的误差,经过大量的图形分析,认为取大量数据的平均值比较接近真实值。由于篇幅有限,现不一一列举图形和数据,只引用最后计算结果。测得实际反应时间的平均值为:
H=90.52ms
3.2 程序实现方案:
①以控制扭矩的90%为触发条件,称为触发扭矩(ChF-Torque),当当前扭矩值到达触发扭矩时,即触发下列程序;
②以曲线上触发扭矩的点为第一点,之后的第五采集点为第二点计算该段(近似)的斜率,并计算以这两点为斜率的直线与控制直线的交点,取交点的时间坐标。将交点的时间坐标减去H(反应时间)为扭矩仪给电磁溢流阀发送信号的时间,称为发送时间(FS-Time)。
③当当前扭矩的时间到达发送时间且当前扭矩值大于触发扭矩时,扭矩仪给电磁溢流阀发送信号,控制电磁溢流阀卸压。
4.改善后扭矩采集情况
改进后,进行了两口井的试验,以下是现场采集数据:
(1)井史数据:庄海8NG-H1井是距黄骅15海里的海上人工平台一口重点井,该井为大位移井,位移1630.81m,方位47.94°,最大井斜角为31.3°,设计井深4200m,φ339.7mm套管下深890.15m,φ244.5mm技术套管下深3489.54m,该井油层套管φ139.7mm为气密扣套管,其结构为勾型螺纹,钢级为L-80,臂厚9.17mm,其产地美国,推荐最大扭矩7.83kN·m,最佳扭矩6.62 kN·m,最小4.7 kN·m。上扣扭矩图形如下(图3、图4):
(2)井史数据:房36-42井位于新世纪公司东,开发井,设计井深1841m,位移334.48m,方位154.42°,最大井斜23.31°,油层套管φ139.7mm*1837m,水泥返深640m,总垂深1841m,一开φ311.1钻头*55m+φ244.5mm*550m*
φ139.7mm*1837m。技术套管φ244.5mm,推荐最大扭矩12.49kN·m,最佳扭矩9.9 kN·m,最小7.49kN·m。上扣扭矩图形如下(图5、图6):

这两口井设置控制扭矩为最佳扭矩,从图形上看基本都在最佳扭矩范围附近。
5.结论
通过大量的现场数据显示,经过这种软件上的修正基本可以消除电磁溢流阀的延时影响。由于反应时间和曲线斜率等存在一定的误差,所有的曲线并不能达到100%的准确,但曲线最高值都能落到控制扭矩附近范围内,符合现场需要。
作者简介:刘庆:1979年生,2003年毕业于天津理工大学机械电子工程专业,现为中国电子科技集团公司第四十六研究所设备开发部机械部部长助理工程师。
猜你喜欢
科学与财富(2021年33期)2021-05-10
汽车零部件(2018年5期)2018-06-13
现代电子技术(2016年24期)2017-01-19
知音励志·社科版(2016年9期)2016-11-09
考试周刊(2016年60期)2016-08-23
考试周刊(2016年29期)2016-05-28
企业导报(2016年9期)2016-05-26
科技视界(2016年11期)2016-05-23
同济大学学报(自然科学版)(2013年3期)2013-03-04
重庆医学(2011年17期)2011-02-09