链轮齿形火焰切割工艺
2009-01-04 09:59郝泽龙
中小企业管理与科技·上旬刊 2009年9期
郝泽龙
摘要:本文介绍了单件小批量矿采用链轮齿形采用数控切割方法,简化了复杂的锻造工艺,并总结了实践操作经验。
关键词:数控火焰切割链轮模锻调质处理定位基准
0引言
我公司自主开发的SZB730/132型转载机中,传动部分中链轮是重要零件,原工艺是模锻成形后经调质处理加工链窝,最后进行淬火处理。因批量不大,若开发模具生产成本较高,若自由锻加工齿形工装较复杂,我们根据现场条件采用火焰切割齿形,很好的解决了这个问题。
1总体工艺安排
根据图样要求及生产实际状况工艺路线为:下料—锻(自由锻,锻成圆饼状)—正火—粗车—数控火焰切割—调质—精加工—链窝淬火。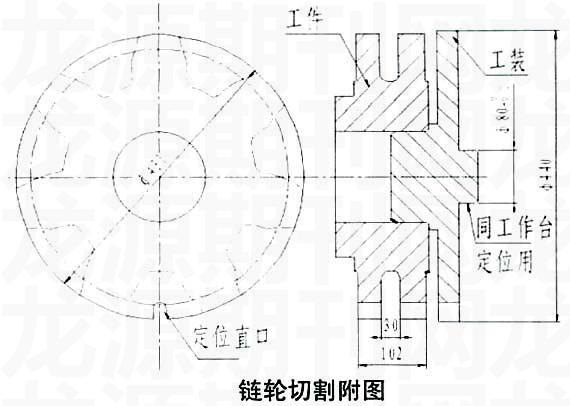
2毛坯的制造
经锻后正火的毛坯,外径车成形,内孔留余量,中间链齿开档车成形,且要求内开档直径要比要切割的的齿根直径小1mm,目的是避免单面切割清不了根,整体车后如附图在要被切割掉的部分铣一定位豁口,便于同工装定位。
3简易工装如附图
车成多台阶状,两端直口一端同链轮内径配合,留有0.05—0.1mm间隙,另一端同数控工作台配合,要求两端台阶同轴度不大于0.3mm,中间部分为给链轮定位用的,实际可简化,只要能铣出同链轮上定位槽相应的豁口即可。
4数控火焰切割工艺安排
将工装定位固定在数控切割工作台上,用一同定位直口相应的长方形定位块,将链轮毛坯放置在工装上,调整好割嘴同工件垂直度,即可切割,一面切割好后,翻转过来,同样定位切割另一面,翻转过程中注意工装不能移动。
5切割注意事项
工装在切割工作台上定位可先调好割嘴,预固定在工作台上一块钢板,然后在钢板上割同工装配合的定位孔,这样保证切割基准的统一;切割过程中应调大氧气流,主要原因是链轮材料中含有铬等,在切割过程中生成铬等的氧化物,此熔点较高,不易熔化,因此增大氧气流能有效的第一时间吹走切割渣,不之于发生凝固而造成无法切割现象:切割前一定要选好割嘴,调整好割嘴同工件的垂直度,否则切割边斜度较大,影响切割质量,同时切割前要对工件要切割处进行必要的预热。若链轮整体厚度小于50mm,可一次性装夹切割成形;可切割后增加正火工序,细化切割面晶粒,为调质淬火做前期准备。
我公司现生产的批量不大,结构类似的链轮均采用这种生产方式,通过煤矿试用验证,效果良好,没有出现过同齿形误差大相关而造成的链轮使用过程不同步或跳链等事故。
参考文献:
[1]MT231—91.矿用刮板输送机驱动链轮.中华人民共和国煤炭行业标准.
[2]气焊工工艺学.科学普及出版社.1982年10月
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
信息技术时代·下旬刊(2020年5期)2020-09-10
有色金属材料与工程(2018年3期)2018-11-25
滇池(2017年5期)2017-05-19
哈尔滨理工大学学报(2016年2期)2016-09-12
少年科学(2015年3期)2015-04-08
科技与创新(2015年3期)2015-03-31
公务员文萃(2014年7期)2014-09-21
知识力量·教育理论与教学研究(2013年8期)2013-07-10
科技致富向导(2013年12期)2013-07-05