罐式集装箱防波板裂纹的原因分析与探讨
2006-10-18 04:29叶建生
安全与健康 2006年7期
叶建生
一、 前言
罐式集装箱又称贮罐式集装箱,它用来贮运各种气体、液体和干粉料,罐式集装箱具有一次性投资小、装载量大、营运费用低、符合国际潮流等显著优点。 罐式集装箱由罐体和框架两部分组成,其中罐体为承压容器,罐体内部设置防波板以减缓液体转运过程中的惯性作用,罐体上设有安全阀、球阀等阀件。2005年对我市无水氟化氢罐式集装箱进行检验时,经宏观检查和磁粉探伤发现部分罐式集装箱的防波板与筒体连接角焊缝出现裂纹,多数裂纹呈撕裂状态,部分裂纹为弧坑裂纹。而同一制造厂早期生产的同一类型的罐式集装箱,使用年限更长,却没有发现一处裂纹。
二、产生裂纹的罐式集装箱的规格及参数
设计压力:0.67Mpa
设计温度:-19~65℃
内径:2150mm
长度:6058mm
容积:21m3
充装介质:无水氟化氢
充装系数:0.8t/ m3
容器材质:20R
三、有关规程对罐式集装箱防波板的要求
《压力容器安全技术监察规程》对罐式集装箱防波板的要求:盛装介质为液化气体或低温液体的移动压力容器应设置防波板,罐体每个防波段的容积一般不得大于3m3。
《液化气体汽车罐车安全监察规程》对罐式集装箱防波板的要求:罐内应设置防波板,每个防波板的有效面积应大于罐体横断面积的40%,防波板的安装位置,应使上部弓形面积小于罐体横断面积的20%。防波板与罐体的连接应采用牢固的结构,防止产生裂纹和脱落。每个防波板容积一般不大于3m3。
《压力容器定期检验规则》对罐式集装箱防波板的检验要求:(检查)罐内防波板与罐体连接结构形式,罐内防波板与罐体的连接情况,连接焊缝处的裂纹、连接固定螺栓的松脱、防波板裂纹、裂开或脱落等。
四、 裂纹产生的部位及原因分析
1、罐箱的载荷分析
罐箱承受着以下载荷:液柱静压力;运输或吊装时的惯性力;支座、框架及支撑件与罐体连接部位或支承部位的作用力;罐箱自重及所盛装的无水氟化氢的重力载荷;温度梯度或热膨胀量不同引起的作用力;压力急剧波动引起的冲击载荷;冲击反力,如液体冲击引起的作用力等。
防波板承受着液体的惯性冲击力,承受着冲击载荷和重复载荷的作用,由于防波板和筒体的膨胀系数不同,径向热膨胀量不一致,防波板还承受着容器筒体的收缩应力。
2、裂纹产生的部位
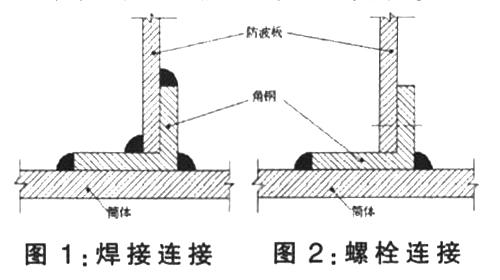
防波板与罐体有两种连接结构,角钢与筒体采用焊接连接,防波板与角钢的连接一种是焊接连接(见图1),另一种是用螺栓连接(见图2)。裂纹多产生在角钢直角端与筒体连接角焊缝处,此处裂纹多为撕裂,角钢另一端与筒体连接角焊缝也发现有裂纹,此处裂纹多为弧坑裂纹。这些裂纹都产生在前一种连接结构中,后一种连接结构中未发现角焊缝裂纹,虽然该种结构的罐箱使用的年限更长。
3、裂纹产生的原因
(1)该厂生产的罐式集装箱防波板都是带折边的且厚度较厚,刚性很大,若防波板与角钢采用焊接连接,则整个防波板均为刚性连接,防波板热胀冷缩,相对伸长得不到补偿,由于液体温度的变化,防波板焊缝在长度方向上产生热应力,这个热应力当防波板受热伸长时为拉应力,冷却收缩时为压应力。这种拉一压应力反复作用于防波板两端的焊缝上,即角钢与筒体的连接焊缝上,成为焊缝的拘束应力。这种外力作用的结果将是应力集中或结构的薄弱区域早期失效。从受力方式上来看,焊缝两端的拘束应力是剪应力。角焊缝本身承受剪切变形的能力就很低,因此,角焊缝被撕裂的形式通常表现为被切断。
(2)设计资料上未对角钢与筒体连接焊缝的焊接及焊缝缝质量检验提出要求,角钢与筒体连接焊缝质量较差,存在着表面气孔、表面夹渣、根部未焊透等缺陷。焊接缺陷对静强度不很敏感,但在重复载荷作用下它会引起应力集中而产生疲劳裂纹,线性缺陷比体积性严重,表面缺陷比内部缺陷严重。在承受重复载荷的结构的应力集中部位,当构件所受的公称应力高于弹性极限时就可能产生疲劳裂纹。焊接结构中疲劳裂纹大多起源于焊接接头表面几何不连续引起的应力集中处,少数起源于内部较大的焊接缺陷。影响焊接结构疲劳强度的因素主要有以下7个方面:①应力集中;②断面尺寸;③表面状态;④荷载情况;⑤介质;⑥靠近焊缝区材料性能的改变;⑦焊接残余应力。在焊接结构中,接头部位由于具有不同的应力集中,它们对接头的疲劳强度产生程度不同的不利影响。
(3)在焊接过程中,随时间而变化的内应力为焊接瞬时应力。焊后当焊件温度降至常温时,残存于焊件中的内应力则为焊接残余应力。焊后残留于焊件上的变形则为焊接残余变形。焊接应力和应变是形成各种焊接裂纹的重要因素,又是造成热应变脆化的根源。焊接残余应力和变形在一定条件下还会严重影响焊件的强度、刚度、受压时的稳定性等等。焊接应力分为拘束应力、热应力和相变应力。角钢按筒体的曲率冷弯后再用焊接方法进行强力组装,就会产生约束应力,焊后应力无法释放,是产生裂纹的重要因素。
(4)防波板有效面积不足,每个防波板的有效面积应远小于罐体横断面积的40%,相邻防波板上的孔的中心线在同一轴线上,降低了防波板对液体惯性力的缓冲作用。
(5)焊接时由于熄弧时间过短而产生弧坑,弧坑不仅使该处焊缝的强度严重削弱,同时在弧坑内部往往有气孔、夹渣和微小裂纹。所以在收弧时焊条需在熔池处作短时间的停留或作几次环形运条,使足够的填充金属填满熔池。每条焊缝尽可能做到一次焊完,因故被迫中断时,应及时采取防裂措施,确认无裂纹后方可继续施焊。
五、裂纹的处理方法
1、角钢直角端与筒体连接角焊缝处的裂纹主要系结构因素造成,只有改变结构才能从根本上消除产生裂纹的因素,且此类裂纹为撕裂,裂纹未向母材扩展,对此类裂纹暂不处理,观察使用。
2、对弧坑裂纹采用打磨方法予以消除,并用磁粉探伤方法进行确认。
六、 建议
该种罐式集装箱的制造厂早期生产的罐箱,防波板与角钢的连接采用螺栓连接,减小了外部拘束应力,有效的减小了应力集中,防波板的热膨胀能够得到有效补偿,且螺栓孔采用机械方法开孔,螺栓与螺孔大小合适,再加上热处理后螺栓与螺母采用点焊方法固定,避免了螺母的松动,该种结构的罐箱既未产生角焊缝裂纹,又未造成防波板脱落。综上所述,只要采用可靠的工艺,采用螺栓连接较采用焊接连接更可取,可有效的避免防波板角焊缝裂纹的产生。
猜你喜欢
辽河(2022年1期)2022-02-14
科技创新与品牌(2021年5期)2021-07-16
科技创新与品牌(2020年7期)2020-07-29
人民长江(2019年7期)2019-09-10
扬子江(2019年1期)2019-03-08
计算机辅助工程(2016年1期)2016-03-15
科技与创新(2015年7期)2015-05-05
现代营销·经营版(2013年5期)2013-05-14
安全与健康(2006年8期)2006-10-19