基于相控阵超声的采油树法兰钢圈槽检测工艺研究
2025-02-13 00:00:00李东杰吴奇兵李羽可张士超李跃王冠楠
石油矿场机械 2025年1期
关键词:法兰
摘"" 要:针对采油树阀门法兰钢圈槽的检测工艺问题,利用相控阵超声检测技术可形成具有不同角度的扇扫扫查方式。在模拟试块上进行反复试验,通过对检测工艺的研究与分析,确定采油树阀门法兰钢圈槽的检测工艺。工艺验证证明,研究的检测工艺可有效避开法兰上螺栓工艺孔对钢圈槽侧壁和底部进行检测,采用斜入射扇扫方式及精确的声束角度设置可以检测到位于在工艺孔下方的钢圈槽底部缺陷,以及不同大小缺陷的回波幅度。回波幅度和扫查中所形成的缺陷面积及实际缺陷大小呈正比关系。
关键词:采油树;法兰;相控阵超声;检测工艺
中图分类号:TE952"""""""" 文献标志码:B""""""" doi:10.3969/j.issn.1001-3482.2025.01.012
收稿日期: 2024-07-29
基金项目: 中海油科研项目“海上在役井井口装置完整性检测评估技术研究”(HFKJ-AH-STS202310);中海油科研项目“基于视觉识别的海上石油作业人员不安全行为分析及预警技术研究”(KJGG-2024-17-0102)。
作者简介: 李东杰(1993-),男,山东寿光人,工程师,硕士研究生,现主要从事石油天然气工程安全风险评估及安全技术研发等方面的工作,E-mail:lidj25@cnooc.com.cn。
Research on the Inspection Process of the Flange Steel Ring Groove of Christmas Tree Based on Phased Array Ultrasonic
LI Dongjie1,WU Qibing1,LI Yuke2,ZHANG Shichao1,LI Yue1,WANG Guannan1
(1.CNOOC Safety amp; Technology Services Co., Ltd.,Tianjin 300450,China;
2.Wuhan Zhongke Innovation Technology Co., Ltd.,Wuhan 430074,China)
Abstract: In response to the issues encountered during the detection process of the flange steel ring groove of Christmas tree valves, a phased array ultrasonic detection technology-based fan scanning inspection method with varying angles was devised. A series of experiments was conducted on simulated test blocks. Following an in-depth examination of the detection process, the procedure for examining the flange steel ring groove of Christmas tree valves was established. The process validation experiment demonstrates that the detection process studied and analyzed in this article can effectively circumvent the bolt process holes on the flange, thereby enabling the detection of the side walls and bottom of the steel ring groove. By employing the oblique incidence fan scanning method and precise sound beam angle setting, the echo amplitude of defects of varying sizes situated below the process holes can be discerned, and the defect area formed in the scan is directly proportional to the actual defect size.
Key words: subsea trees; flange; phased array ultrasound; testing process
文章编号:1001-3482(2025)01-0073-05
采油树是油气生产的重要井口设备,其性能的优劣直接关系到油气井能否安全、高效生产[1]。海上井口采油树长期处于恶劣的海洋环境和复杂的工况条件下,随着其投入使用年限的增长,会不可避免的出现腐蚀、冲蚀、渗漏及功能故障等缺陷[2]。特别是在阀体内部、颈部以及法兰钢圈槽中容易产生腐蚀或裂纹类缺陷。采油树内部承受较大的生产压力导致缺陷四周应力集中现象的产生,给油气井生产带来重大的安全隐患,因此进行采油树装置缺陷检测非常必要。
井口装置外形不规则,通常采用渗透、磁粉等表面检测方法只能对工件表面、近表面检测,无法检测内部缺陷。射线检测受特殊结构,壁厚差异较大,易产生布片困难以及检测灵敏度低等问题,造成缺陷漏检。常规超声受壁厚和曲率等影响,存在缺陷信号识别难、缺陷定性及定位难、检测部位是否完全覆盖等问题[3]。因此采用超声相控阵检测技术进行采油树阀门相关的检测工艺研究是必要的[4-5]。
1 检测对象
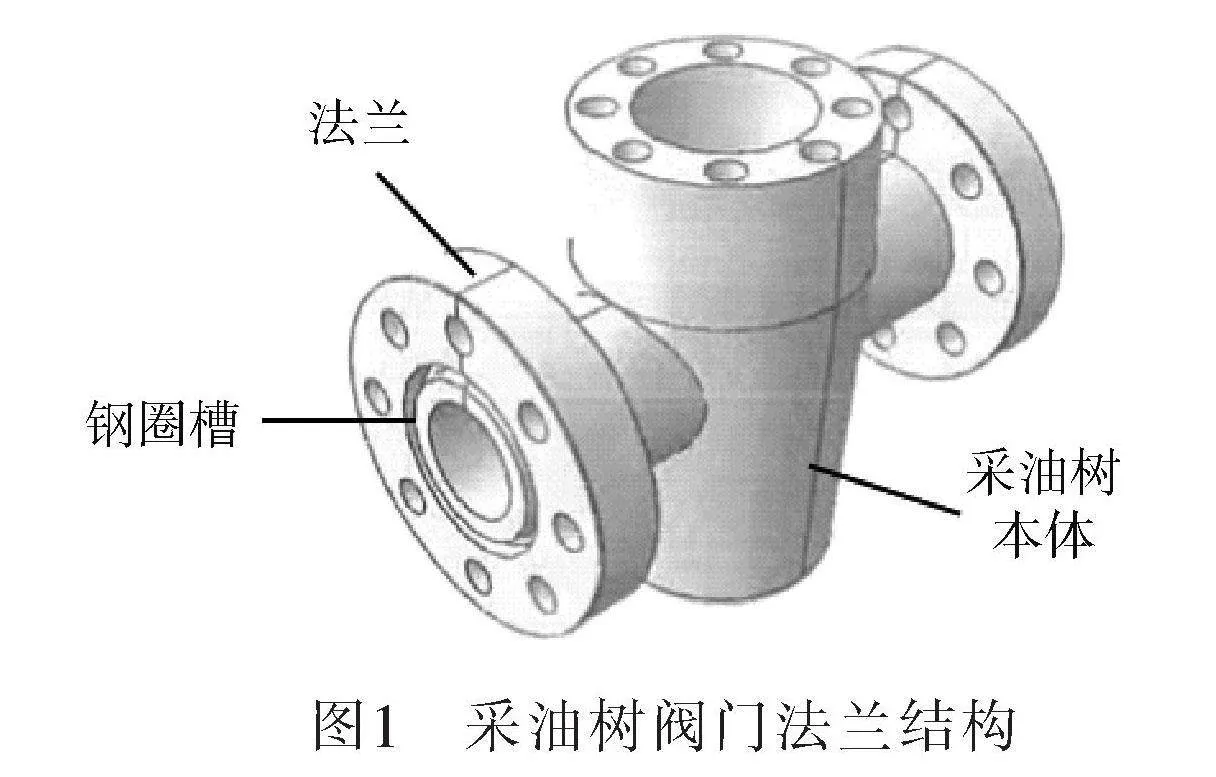
采油树阀门上的法兰(如图1所示)一般都成对出现,在上下法兰连接面上各开有钢圈槽,连接法兰时,钢圈放置在槽中,用螺栓将法兰拉紧,通过钢圈与槽面间的紧密啮合来实现密封,因此除了法兰本体之外,法兰钢圈槽的检测也尤为重要。
2 检测工艺
鉴于被检测对象结构型式不规则,且检测部位较多,在法兰位置还有用于连接螺栓的工艺孔,因此有必要对法兰钢圈槽超声检测工艺进行研究。
2.1 检测面的选择
超声波检测需要探头与检测工件紧密接触,对于不规则的外表面,针对不同检测部位和可接触面的大小来选择合适的检测面,并根据检测面选择合适的波形激发模式,保证覆盖整个检测部位,并让声束与可能存在的缺陷形成相互垂直的关系以获取最佳反射。尤其对于点状缺陷和与声线垂直的面状缺陷时,声波能较好地反射回探头,因此,检测面要考虑缺陷的方向。对于法兰钢圈槽来说,其结构特殊,只有法兰圆周面可以作为检测面,但该面为曲面,要考虑到声线入射后的变化,以及对底面和侧面的缺陷存在的方向性选择合适的入射角度。
2.2 扫查方式
相控线阵系统能够通过电子发射和接受合成的相位控制,实现声束的扫查。主要包括线扫和扇扫两种方式[6-7]。
相控阵线扫也叫B扫或电扫(E-Scan),具体实施为固定角度声束[8],其各个声束具有完全相同的角度和聚焦特性,灵敏度一致,检测能力一致,横向分辨率高,能实现较长距离的一维电子扫查[9]。
相控阵扇扫一般指固定声束位置,连续偏转合成声束的角度,记录每个声束的A扫波形数据,以声束扫描角度和回波传输延时确定像素的位置,回波幅度确定像素的亮度或彩色,显示所有回波记录的过程[10-11]。形成的图像外形像一个扇面(扇扫图像)。扇扫的各个声束具有相同的合成孔径,聚焦深度具有一定规律,可以用等声程聚焦、等深度聚焦或等距离聚焦[12-14]。扫描范围随深度增加而扩大,探头体积小,耦合面小,检测灵活[15-16]。
对于法兰钢圈槽中易出现的裂纹这种具有不同方向性的缺陷,具有不同角度的扇扫是更合适的选择。
2.3 声场覆盖
采油树阀门法兰结构设计有数个用于螺栓连接工艺孔。在相控阵探头环绕法兰圆周面检测时,对检测区域的有效覆盖是十分重要的。因此,本文对法兰钢圈槽的底部及侧壁分别设计了两种扫查方式。
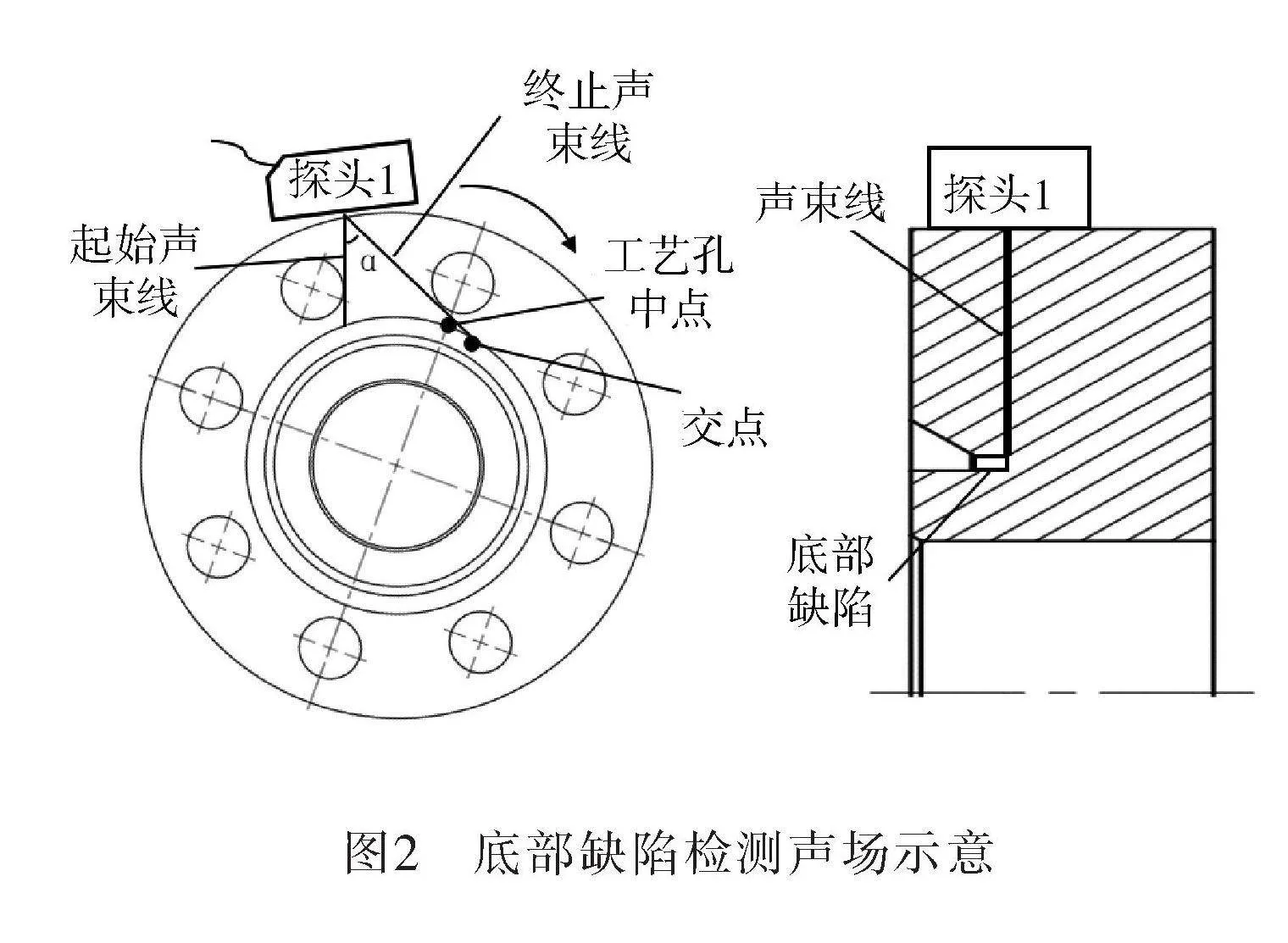
2.3.1 法兰钢圈槽底部缺陷检测
对于法兰钢圈槽检测,由于声束首先需先穿过整个法兰才能到达钢圈槽,而法兰厚度较大,因此选用纵波以保证有足够灵敏度。而对于法兰钢圈槽底部缺陷,由于法兰上螺栓工艺孔的存在会阻挡声波的传播,因此选用斜入射方式,保证声束能在无工艺孔的位置入射到钢圈槽。为了保证相控阵探头环绕检测一周后实现100%声场覆盖,只需要相控阵探头的声束角度范围设置满足其起始角度不大于0°,终止角度的设置可以使终止声束线与钢圈槽底部的交点超过法兰螺栓工艺孔的中点,如图2所示。通过这种设置,当执行单面双侧扫查时就可以实现法兰钢
圈槽底部的全覆盖扫查。
2.3.2 法兰钢圈槽侧壁缺陷检测
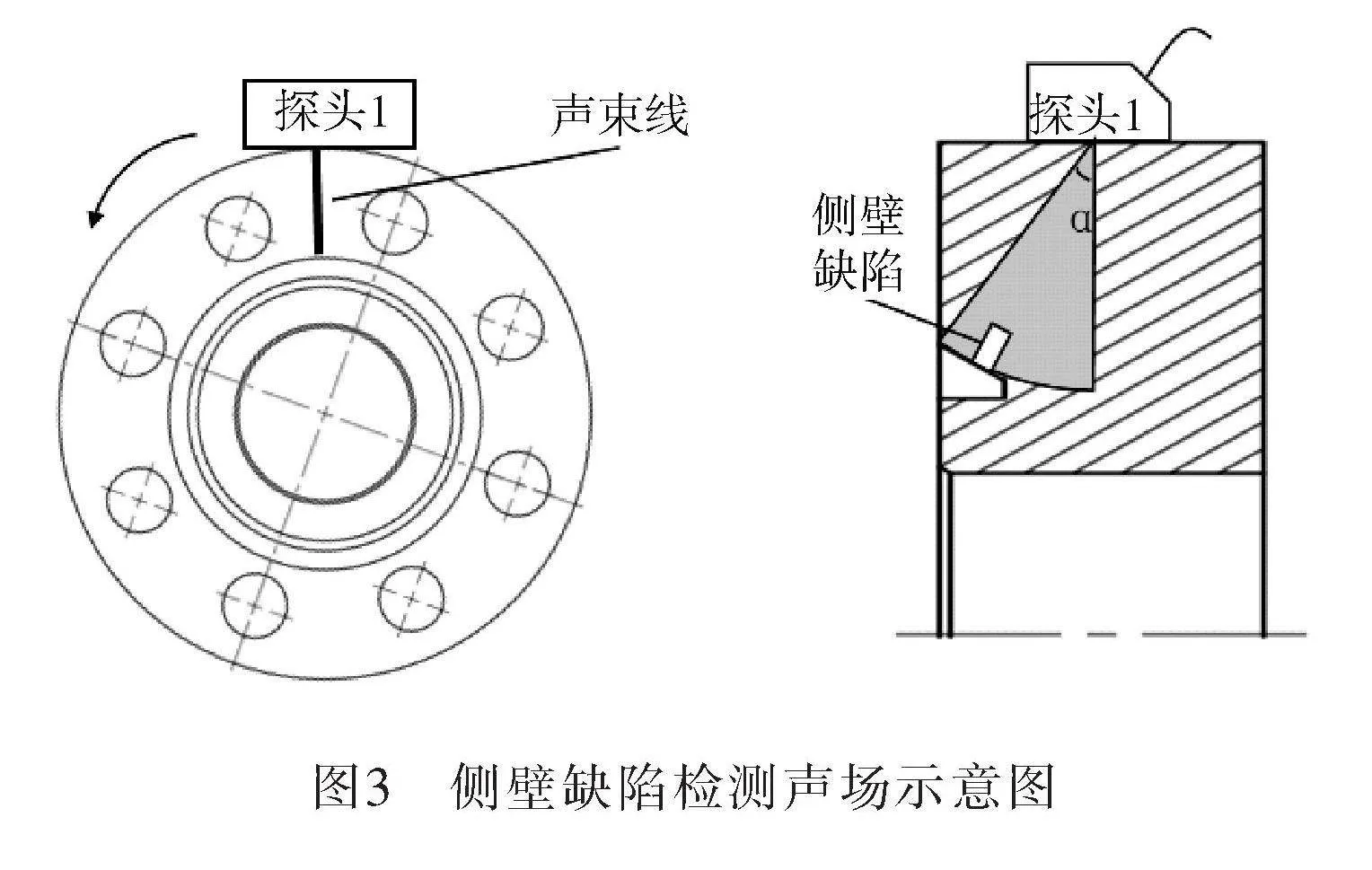
对于法兰钢圈槽侧壁缺陷,缺陷位于侧壁上,根据钢圈槽的制作工艺,缺陷相较于法兰圆周面具备一定角度,若探头的主动孔径方向依然与法兰圆周面长度方向平行,则在检测过程中,探头声束线大部分声能将会反射向其他方向,只有少部分声能可以原路返回。这种情况将导致回波波幅下降,影响缺陷检测结果。
为了提高检测灵敏度,本文采用相控阵的横向扫查方式,即相较于钢圈槽底部缺陷检测中探头的扫查方式,将探头旋转90°,使探头的主动孔径方向与法兰圆周面长度方向垂直,如图3所示。相控阵横
向扫查方式将会使得相较于钢圈槽侧壁缺陷获得具有更多角度的声束,从而能够对方向性缺陷,如裂纹等实现更好的检测效果。
2.4 探头设计
探头的尺寸与频率应根据检测面情况和检测要求来制定。对于相控阵探头,还应在试验过程中确定阵元数量与聚焦位置等参数。确保每个位置都能让声场有效地覆盖到整个被检测部位,保证检出率。由于在曲面上进行检测,探头尺寸不宜过大,否则影响耦合,因此选择晶片数更少的探头,同时为了保证声波能量满足检测灵敏,应考虑增加单个晶片尺寸。
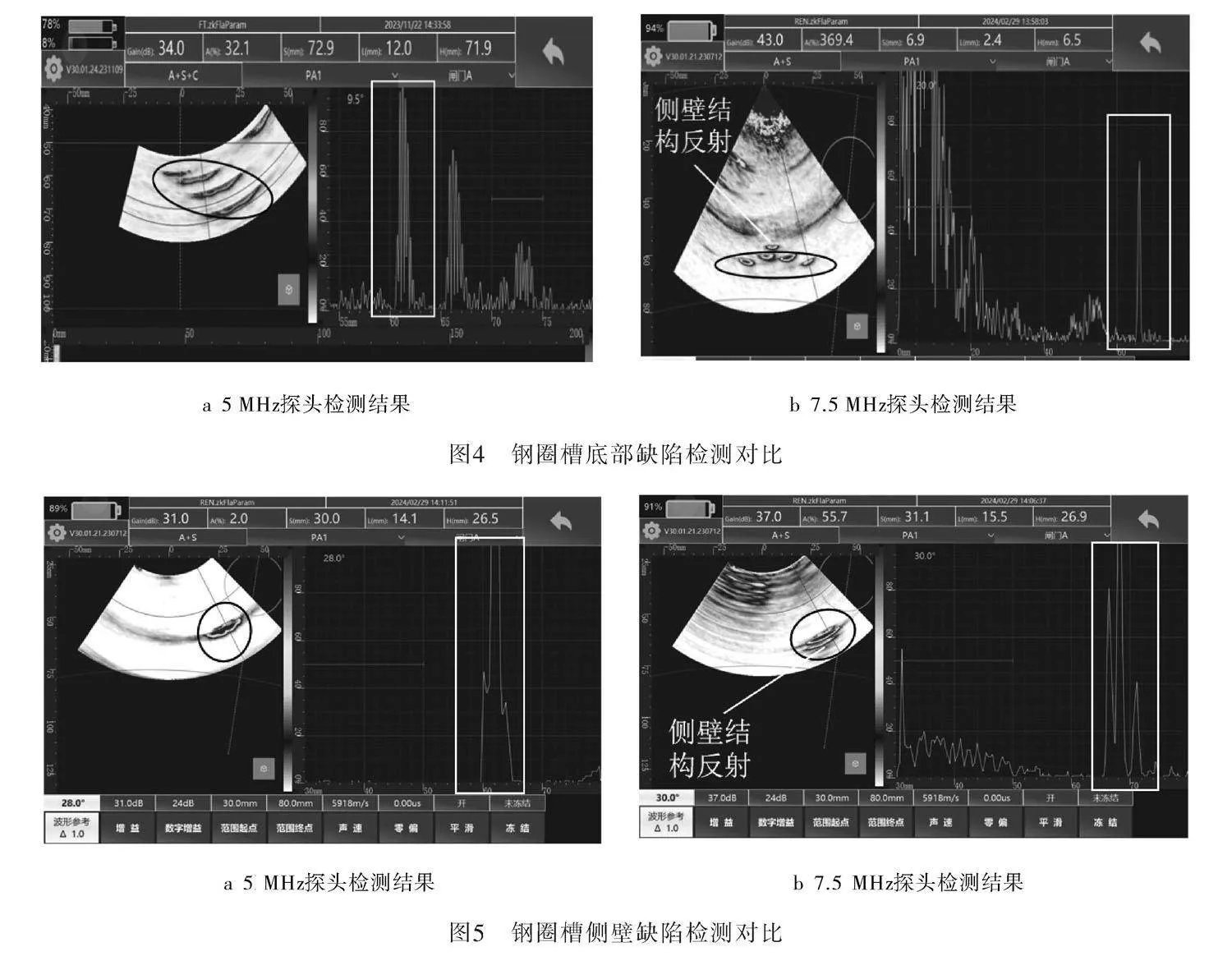
对于法兰钢圈槽中的两个检测区域,选用了5L32-0.6×10型和7.5L32-0.25×10型两种探头进行检测试验。设备采用中科创新的HS PA30-E型,对后文中的模拟试块进行检验对比。钢圈槽底部缺陷检测结果如图4所示,图中黑色圆圈是缺陷信号,白色方框是相对应的A超信号。根据检测对比结果,5 MHz探头的图像聚焦能力较弱,缺陷影像放大明显,而7.5 MHz探头检测结果中反射体回波影像聚焦效果更好,对于底面缺陷分辨力更好。因此选择7.5L32-0.25×10型相控阵探头检测钢圈槽底部缺陷。
钢圈槽底部缺陷检测结果如图5所示,图中黑色圆圈是缺陷信号,白色方框是相对应的A超信号。针对法兰钢圈槽的侧面信号检测而言,5 MHz探头在对小缺陷检测时从图像上和A扫信号看来,与侧壁的底面反射信号均不太好分辨,但信噪比更高。而7.5 MHz探头在检测相同的缺陷时,无论是图像还是A扫信号均与侧壁底面反射信号之间有较好的分辨能力,但噪声信号较大。因此,考虑侧壁缺陷信号的检出率,选择5L32-0.6×10型作为检测探头。
2.5 参数设置
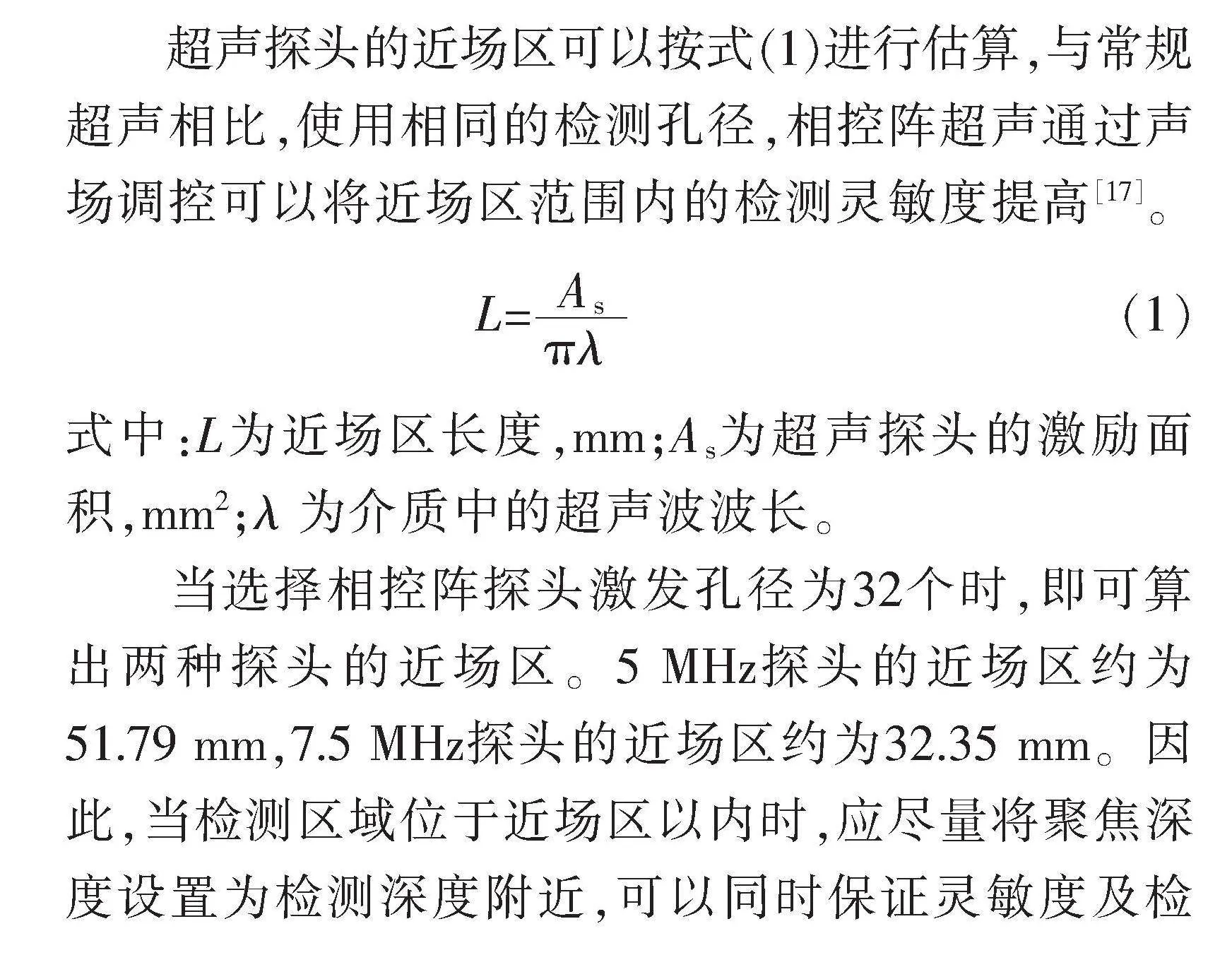
超声探头的近场区可以按式(1)进行估算,与常规超声相比,使用相同的检测孔径,相控阵超声通过声场调控可以将近场区范围内的检测灵敏度提高[17]。
L=(1)
式中:L为近场区长度,mm;As为超声探头的激励面积,mm2;λ为介质中的超声波波长。
当选择相控阵探头激发孔径为32个时,即可算出两种探头的近场区。5 MHz探头的近场区约为51.79 mm,7.5 MHz探头的近场区约为32.35 mm。因此,当检测区域位于近场区以内时,应尽量将聚焦深度设置为检测深度附近,可以同时保证灵敏度及检出率;当检测区域位于近场区以外时,应合理设置聚焦深度,有必要时应更换探头以满足有效的检测灵敏度。
法兰钢圈槽结构复杂,有螺栓工艺孔的阻挡,具体的声束角度设置以及探头位置可通过建立检测对象模型进行声线仿真确定,实时图像化声束传播路径及有效检测区域,确定其余相关参数。
2.6 试块
除了标准试块外,对比试块主要用于确定检测灵敏度,考虑到采用扇形扫查,对比试块应采用类似半圆试块这种进行ACG校准及检测灵敏度的确定。
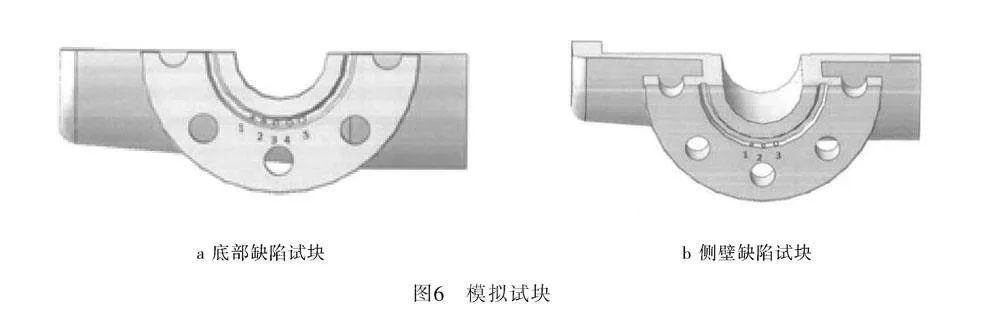
而模拟试块则必须与被检测对像结构型式、材质、尺寸基本一致,并且包含装置上可能出现的缺陷,用于验证检测方法的有效性。考虑到需要对法兰钢圈槽的两个检测区域进行检测,本文制作了两个模拟试块用于检测验证,如图6所示。在钢圈槽底面设置了ϕ1 mm、深1 mm;ϕ2 mm、深2 mm;ϕ3 mm、深3 mm;ϕ4 mm、深4 mm;ϕ5 mm、深5 mm共5个人工平底孔。在钢圈槽侧壁设置了ϕ1 mm、深1 mm;ϕ2 mm、深2 mm;ϕ3 mm、深3 mm共3个人工平底孔。
3 工艺验证
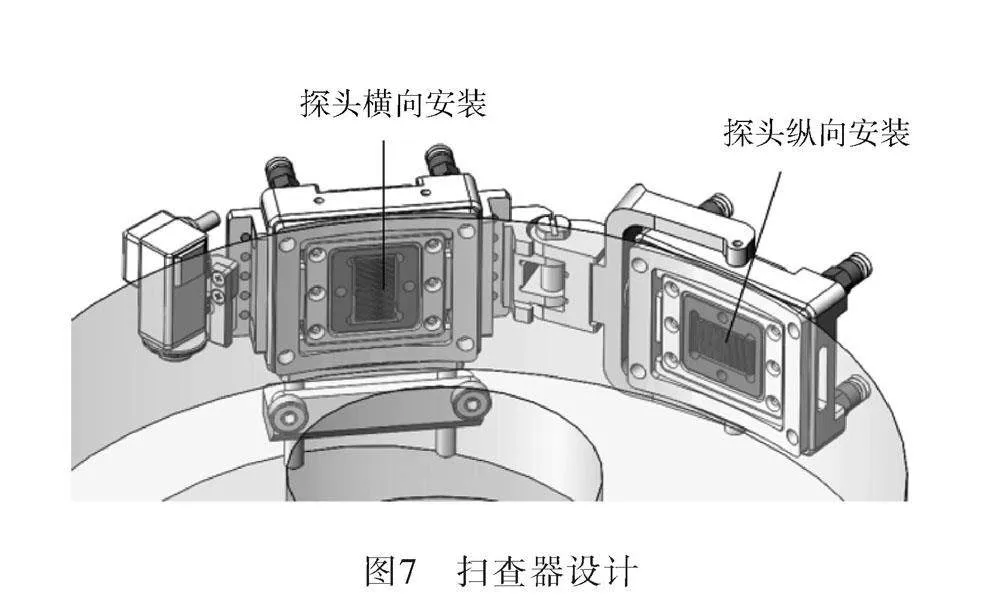
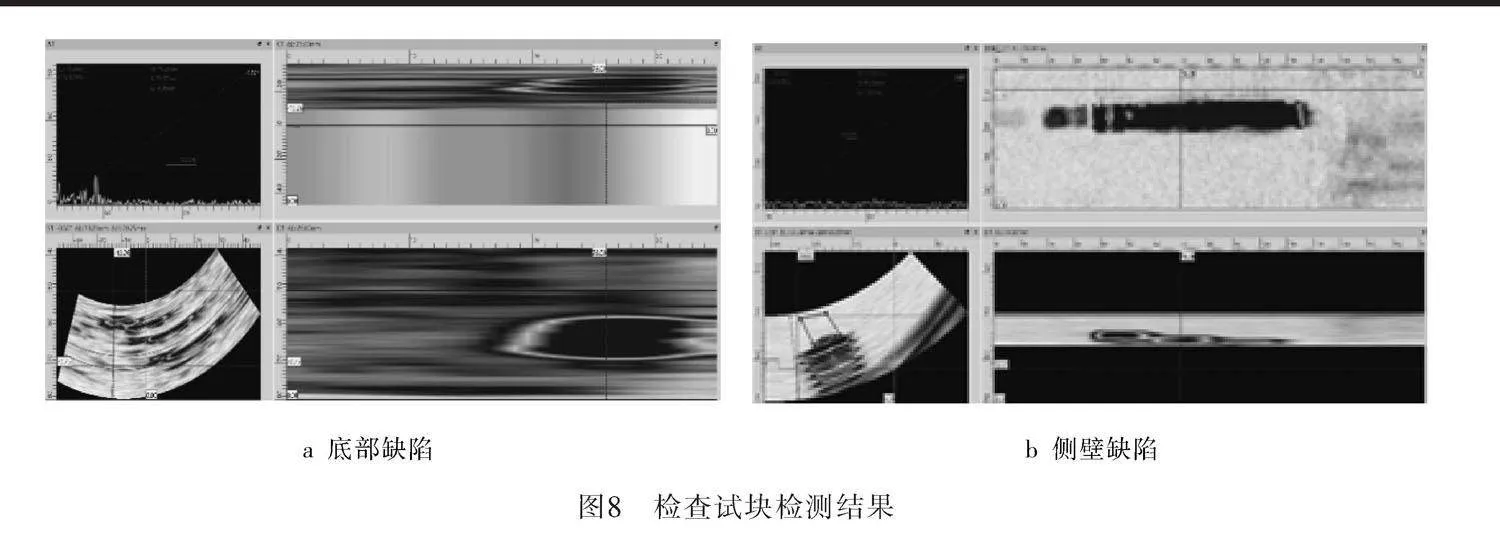
基于前文所述的检测工艺及检测器材进行检测,验证本文所述检测工艺的有效性。在实际扫查过程中,可通过设计扫查器夹持两个相控阵探头,使探头的主动孔径方向分别与法兰圆周面长度方向垂直或平行,以及通过单面双侧的扫查方式实现钢圈槽底部与侧壁缺陷的同步检测,如图7所示。
检查试块检测结果如图8所示,可以看出,位于钢圈槽底面与侧面的缺陷在上述检测工艺下,均能被检测出,各不同大小缺陷的反射回波也与缺陷尺寸成正比,即缺陷越大,回波越强。
1) 试验证明工艺检测有效,所有缺陷都能检出。
2) 不同大小缺陷的回波幅度和扫查中所形成的缺陷面积及实际缺陷大小呈正比关系。
3) 采用斜入射扇扫方式,精确的声束角度设置可以检测位于工艺孔下方钢圈槽底部的缺陷,需注意的是工艺孔也有回波信号,应进行区分。
4) 当相控阵探头扫查至工艺孔上方时,该区域下方钢圈槽侧壁为检测盲区。
4 结论
1) 利用超声相控阵检测技术,通过制定和优选法兰钢圈槽的检测面与扫查方式等检测工艺,研发了相应的检测探头,实现了采油树法兰钢圈槽底部及侧部的缺陷检测。制作了与采油树法兰相同的材质、工艺的模拟缺陷试块,对本文的检测技术进行了工艺验证,效果较好。
2) 针对法兰钢圈槽底部及侧部的缺陷检测,通过扫查器携带两个检测探头,实现了钢圈槽底部与侧壁缺陷的同步检测。检测结果显示缺陷越大,反射回波越强,反射回波与缺陷尺寸成正比。
3) 所建立的检测工艺对于同类型的焊接接头相控阵超声检测技术研究,以及油田采油树的检维修具有指导意义。
参考文献:
[1] 汪晓磊,刘呈君,刘祥康,等. 采气树超声相控阵检测工艺优化与应用[J]. 钻采工艺,2020,43(5):78-81.
[2] 吴奇兵,张士超,曹义威,等. 基于模糊综合评价法的海上采油树安全分级[J]. 石油机械,2021,49(10):65-70.
[3] 齐高君,王耀礼,丁成海,等. 小径管管座角焊缝相控阵超声检测工艺[J]. 无损检测,2019(10):44-49.
[4] 贺飞龙, 聂辛丽.无损检测技术在采油树安全监管上的应用[J]. 石化技术,2024,31(8):185-187.
[5] 汪晓磊, 刘呈君, 刘祥康,等. 采气树超声相控阵检测工艺优化与应用[J]. 钻采工艺,2020,43(5):78-81.
[6] 单宝华,喻言,欧进萍,等. 海洋平台结构超声相控阵检测成像技术的发展及应用[J]. 海洋工程,2005,23(2):104-107.
[7] 单宝华,喻言,欧进萍. 超声相控阵检测技术及其应用[J]. 无损检测,2004,26(5):235-239.
[8] 潘亮,董世运,徐滨士,等. 相控阵超声检测技术研究与应用概况[J]. 无损检测,2013,35(5):26-29.
[9] 潘文超. 基于相控阵的声传播规律及在缺陷定量中的应用研究[D]. 南昌:南昌航空大学,2015.
[10] 吕庆贵.超声相控阵成像技术研究[D].太原:中北大学,2009.
[11] 赵番.超声相控阵和数字射线检测在燃气聚乙烯管道电熔缺陷分析中的应用[J].石油化工设备,2024,53(3):65-70.
[12] 程继隆.超声相控阵检测关键技术的研究[D].南京:南京航空航天大学,2010.
[13] 徐火力,杨天雪,石祥,等.含缺陷模拟试块的超声相控阵检测能力探讨[J].石油化工设备,2023,52(1):1-8.
[14] 骆国防. 电网设备超声检测技术与应用[M]. 上海:上海交通大学出版社, 2021.
[15] 胡志南.超声相控阵检测与成像技术的研究[D].广州:华南理工大学,2013.
[16] 邬以三.超声相控阵钢轨探伤方法研究[D].广州:华南理工大学,2011.
[17] 原可义, 吴开磊, 杨齐,等. 相控阵超声检测中的近场和远场选择[J]. 无损检测, 2019(3):1-5.
(编辑:韩睿超)
猜你喜欢
汽车维修与保养(2021年12期)2021-03-08 09:34:00
汽车维修与保养(2020年10期)2021-01-22 06:36:54
建筑与预算(2020年12期)2021-01-13 05:27:36
建筑与预算(2020年2期)2020-04-16 03:19:10
建筑与预算(2020年1期)2020-03-14 12:16:16
制造技术与机床(2018年9期)2018-09-19 06:48:36
石油化工建设(2016年6期)2016-02-27 15:03:27
现代制造技术与装备(2015年4期)2015-12-23 10:20:22
建筑与预算(2015年10期)2015-08-30 10:34:49
建筑与预算(2014年3期)2014-04-11 07:28:30