
基于物联网的水轮机转轮叶片缺陷补焊质量监测方法
2025-01-10 00:00:00朱文丰
物联网技术 2025年1期




摘 要:由于现行的水轮机转轮叶片缺陷补焊质量监测方法在实际应用中存在监测效果不佳、监测精密度较低等问题,无法达到预期的监测效果。因此,提出一种基于物联网的水轮机转轮叶片缺陷补焊质量监测方法。首先,根据缺陷补焊质量监测需求设计缺陷补焊质量监测架构;然后,结合监测架构采用物联网技术实现对补焊图像的采集与数据传输,采用直方图均衡化的方法对补焊图像进行增强及归一化处理;最后,通过对补焊图像进行边缘计算,确定叶片缺陷补焊质量系数,实现水轮机转轮叶片缺陷补焊质量监测。经实验证明,设计方法的监测精密度在95%以上,能够实现对水轮机转轮叶片缺陷补焊质量的精准监测。
关键词:物联网;水轮机转轮叶片;缺陷补焊;质量监测;直方图均衡化;边缘计算
中图分类号:TP39;TG115.28 文献标识码:A 文章编号:2095-1302(2025)01-00-03
0 引 言
水轮机作为水电站的核心设备,其运行状态直接关系到水电站的发电效率和安全性。在设备维护过程中存在操作不当或维护不及时,可能会导致水轮机转轮叶片出现缺陷,往往需要进行补焊修复[1-4]。补焊质量的好坏直接关系到水轮机的安全运行和寿命,因此,对水轮机转轮叶片缺陷补焊质量的监测显得尤为重要。传统的水轮机转轮叶片缺陷补焊质量监测主要依靠人工巡检和定期试验,不仅效率低下,而且准确度不高,难以满足现代水电站高效、安全、可靠运行的需求。在该背景下,本文提出基于物联网的水轮机转轮叶片缺陷补焊质量监测方法。
1 水轮机转轮叶片缺陷补焊质量监测方案设计
本文将物联网技术应用到水轮机转轮叶片缺陷补焊质量监测中,先利用无线网络将水轮机转轮叶片与无线传感器连接,搭建物联网平台,该方法实现框架如图1所示。
整体架构由感知层、网络层、信息处理层和应用层组成。感知层负责感知水轮机转轮叶片的缺陷补焊信息,由多种无线传感器组成[5]。网络层由无线网络、局域网等组成,以移动通信网为基础,主要用于上传无线传感器对缺陷补焊进行监测获得的数据[6]。信息处理层由数据库、服务器和物联网服务统一接口组成,主要对上下层数据进行高效、稳定传输,并对数据进行高效集成和使用,解决数据的存储、检索和使用等问题[7]。应用层由缺陷补焊质量评估、质量预警以及质量监测等功能模块组成[8]。依据水轮机转轮叶片缺陷补焊质量监测需求设定应用模块,通过对缺陷补焊数据的分析,实现对水轮机转轮叶片缺陷补焊质量的评估、预警和监测等功能。
2 基于物联网的水轮机转轮叶片缺陷补焊质量监测
2.1 基于物联网的缺陷补焊图像采集与归一化
结合以上设计的水轮机转轮叶片缺陷补焊质量监测架构,采用物联网技术实现缺陷补焊图像采集与传输,选用以ARM Cortex M8为内核处理器的IYFGA554f55系列单片机[9]。通过USART接口将单片机与无线传感器连接。转轮叶片缺陷补焊的质量可以通过观测外观得到,因此以IKASHFGH-7G7SA相机为图像传感器[10]。采用串并联的方式将图像传感器接入水轮机转轮叶片缺陷补焊系统的电源总线上,将镜头对准叶片缺陷补焊处,根据叶片缺陷大小确定传感器扫描范围。
由于传感器采集的信号为模拟量信号,无法直接被计算机识别,因此需要利用无线传感器中的ADC(模拟数字转换模块)对信号进行转换。模拟数字转换模块具备“看门狗”功能,可以检测到输入电压是否超出设定的阈值上下限;ADC内嵌有优化的图像采样机制,使得在低频操作时能实现极低的功耗。将转换后的图像存储到寄存器中,并利用DMA(直接存储器访问功能)实现图像传感器与存储器之间的数据传输。每当通道完成数据转换后会生成直接存储器访问请求,将转换后的缺陷补焊图像信息从寄存器传输到目标IP地址。为了保证图像传感器采集的补焊图像在传输过程中的安全性,在ADC前置电路使用AF161放大器对信号进行放大处理后将其输入PC3引脚,即ADC通道的信号输入端,以实现对信号的增益处理,用公式表示为:
(1)
式中:G表示增益后的图像传感器传输信号;Rg表示调节电阻。将增益后的信号由ADC通道传输到计算机上,用于后续图像处理与分析。
2.2 补焊图像增强与扩增
考虑到图像传感器在图像采集与传输过程中易受到干扰,使采集的缺陷补焊图像存在噪声,影响图像清晰度。因此对补焊图像进行增强处理。假设原始补焊图像上任一点的像素值为h,利用变换函数使图像上的像素值分布均匀,用公式表示为:
(2)
式中: s表示直方图均衡化后的补焊图像;t表示图像灰度级的像素均匀分布概率;d表示补焊图像的灰度级;a表示补焊图像的像素总和。由于补焊图像采集方式的复杂性,所得到的补焊图像尺度各异,需要对不同尺度的补焊图像进行标准化,以保证监测精度。补焊图像归一化就是对大小不一的补焊图像进行一系列的变换,把大小不一的图像转化成统一的格式,而且图像的平移、旋转、比例等都不会受到影响。此外,对图像进行归一化处理后,其大小也有一定的限制,如果尺度过大,将导致所抽取的质量特征矢量维数过高,导致监测效率下降,计算量及运算时间增加。虽然缩小尺度可以减少计算量,但是尺寸过小的图像将会损失一些质量特征,从而降低监测精度。经过对不同尺寸大小图像进行训练后发现,尺寸为(125,125)时比较合适,按照该尺寸对归一化后的图像进行裁剪。
2.3 叶片缺陷补焊边缘计算及质量合格性的监测
转轮叶片缺陷补焊对焊缝大小要求较高,如果补焊后叶片仍然存在缝隙,会严重影响到缺陷补焊质量。因此在上述基础上通过对补焊图像进行边缘计算,分析缺陷补焊焊缝大小和焊点与叶片的共面性,评价叶片缺陷补焊质量。在图像上焊缝的大小可以用未连通域表征,根据图像轮廓确定图像的连通域,再用整体减去连通域即可确定图像的未连通域,其计算公式为:
(3)
式中:K表示缺陷补焊图像的未连通域;S表示补焊图像的边缘密度值;c表示补焊图像的平均像素值;z表示补焊图像的缺陷宽度值。利用上述公式计算出补焊图像的未连通域,再根据未连通域计算出叶片缺陷补焊质量系数,用公式表示为:
(4)
式中:ρ表示叶片缺陷补焊质量系数;γ表示叶片缺陷面积。根据相关补焊质检规范设定一个阈值,如果缺陷补焊质量系数小于阈值,则说明补焊质量不合格;如果缺陷补焊质量系数大于阈值,则说明补焊质量合格,以此完成基于物联网的水轮机转轮叶片缺陷补焊质量监测。
3 实验论证
3.1 实验准备与设计
以某水电厂为研究对象,该电厂共有水轮机10台,水轮机型号为FASTS-AG4A88F,功率为1.25 kW,设计水头为10~25 m,发电方式为水轮式,电压为220 V,进水方式为混流卧式,转轮直径为25 mm,水管直径为200 mm,流量为0.09 m3/s,转速为1 500 r/min。该水电厂水轮机转轮叶片缺陷共100处,利用本文设计方法对转轮叶片缺陷补焊质量进行监测。根据实际情况在补焊现场安装了3台图像传感器,共采集到10 000张补焊图像。按照上述流程对补焊图像进行增强、扩增、边缘计算,并识别监测转轮叶片缺陷补焊质量不合格样品。
3.2 实验结果与讨论
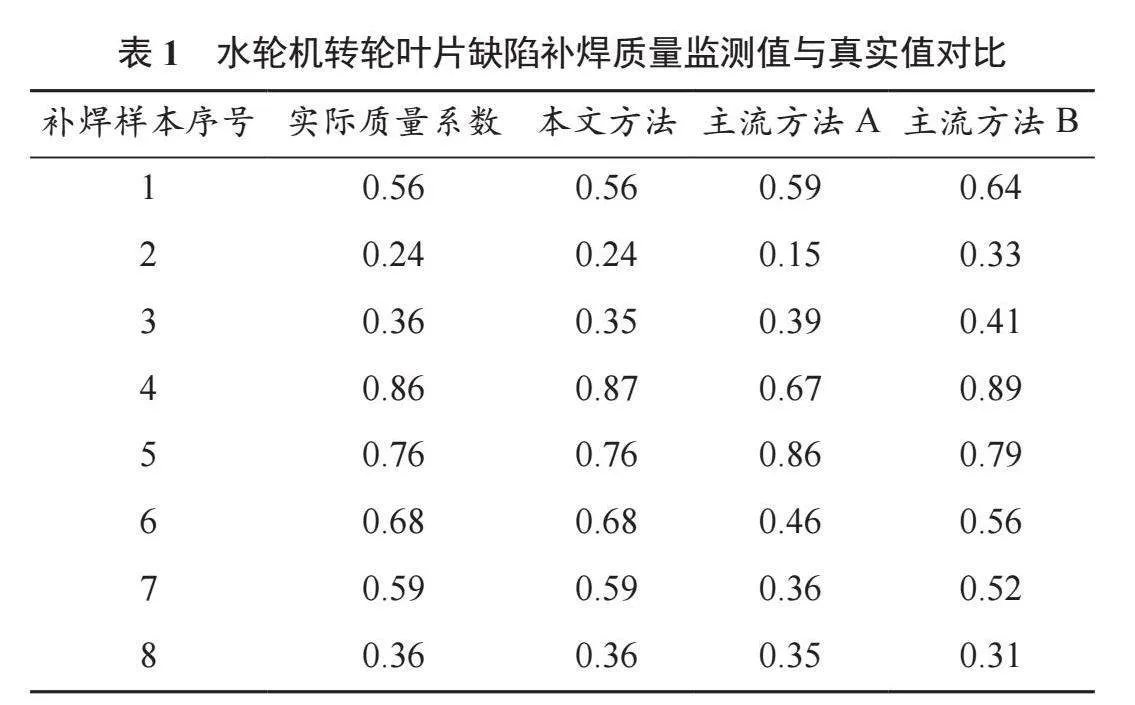
实验选择当前2种主流方法与本文方法进行对比,随机选取8个转轮叶片缺陷补焊样本,表1给出了3种方法下的缺陷补焊质量监测值与真实值的对比数据。
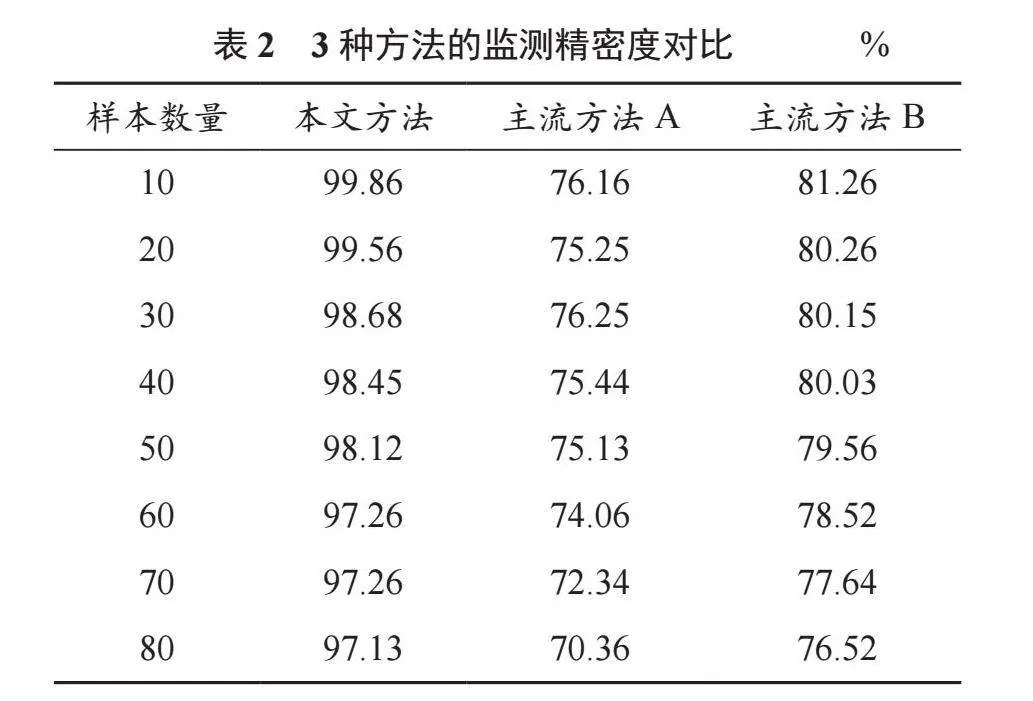
由表1可知,本文方法下的转轮叶片缺陷补焊质量监测值与实际质量系数基本一致。为进一步验证本文方法的性能,对2种方法的监测精密度进行比较,精密度是指监测结果与实际情况的一致程度,通常使用标准差或变异系数来衡量精密度,即监测结果标准偏差与真实值的比值。表2给出了3种方法的精密度对比数据。
由表2可知,在精密度方面,本文方法具有绝对的优势,最高精密度可以达到99.86%,是主流方法A的1.31倍,是主流方法B的1.23倍,精密度远远高于主流方法,由此证明了本文设计方法更适用于水轮机转轮叶片缺陷补焊质量监测,可以有效保证监测精度。
4 结 语
针对水轮机转轮叶片缺陷补焊质量监测方法存在的不足和缺陷,本文将物联网技术应用到其中,提出了一种新的监测思路。通过物联网技术实现了远程、实时的转轮叶片缺陷补焊质量监测。这不仅降低了人工巡检的成本,而且提高了监测的效率和准确性。然而,该方法在实际应用中仍面临一些挑战和问题。首先,数据的安全性和隐私保护是一个重要的问题。在监测过程中,涉及到大量的敏感数据,如水电站的运行数据、传感器数据等,需要采取有效的加密和安全措施来保护数据的安全和隐私。其次,系统的稳定性和可靠性也非常重要。在监测过程中,如果系统出现故障或异常,可能会导致数据丢失或误报,影响监测的准确性和可靠性。针对上述问题,未来的研究可以从以下几个方面展开:首先,进一步研究和探索数据的安全性和隐私保护技术,提高监测系统的安全性和可靠性;其次,研究和开发更加稳定、可靠的监测系统,提高系统的可用性和可靠性;最后,研究和探索更加灵活、可扩展的监测系统架构和技术,以满足不断变化的监测需求,提高系统的可扩展性和灵活性。
参考文献
[1]陈鸣.水轮机转轮叶片裂纹的产生原因及解决措施[J].中国高新区,2018(5):168.
[2]唐冬来,李玉,杨梅,等.基于卷积神经网络的电缆接头缺陷识别方法[J].电子设计工程,2023,31(12):33-37.
[3]翟瑞聪,林俊省,郑桦.基于图像识别的输电线路设备缺陷识别应用系统设计[J].电子设计工程,2022,30(6):161-164.
[4]封雨鑫,邓宏贵,程钰.基于卷积神经网络的焊缝表面缺陷检测方法[J].计算机测量与控制,2021,29(7):56-60.
[5]李崇仕,胡边,王卫玉,等.基于空化烈度的水轮机转轮叶片空化诊断研究[J].人民长江,2024,55(5):213-218.
[6]王美丽,李元涛. Z6CNDU20-08M循环泵叶轮铸造缺陷补焊工艺[J]. 机械制造文摘(焊接分册),2022(6):44-48.
[7]李涛,刘成,田塘,等. 基于PSPNetM+网络的水轮机转轮叶片缺陷检测[J]. 重庆科技学院学报(自然科学版),2022,24(6):93-96.
[8]高洪军,韩伶俐. 一种水泵水轮机转轮叶片严重破损故障的检验方法[J]. 大电机技术,2022(6):48-54.
[9]郭斌,李娉,蔡立鹏,等. 6061-T6铝合金与高分子材料PC的搅拌摩擦补焊焊修复工艺[J]. 焊接技术,2022,51(10):45-49.
[10]王鉴,王春雷. 轴流转桨式水轮机转轮叶片转动机构的发展演变过程[J]. 大电机技术,2021(4):55-60.
猜你喜欢
网络空间安全(2018年2期)2018-06-29 02:01:32
中国科技博览(2018年10期)2018-03-28 10:57:42
物联网技术(2018年3期)2018-03-24 09:36:24
中国信息化周报(2017年8期)2017-04-06 08:40:03
北京教育·高教版(2016年12期)2017-01-10 00:36:41
亚太教育(2016年31期)2016-12-12 07:35:45
中国远程教育(2016年6期)2016-12-07 09:48:58
中国科技博览(2016年19期)2016-10-19 14:58:22
电脑知识与技术(2016年21期)2016-10-18 22:33:02
环球时报(2016-08-01)2016-08-01 07:04:45
