
重组竹竹笛材料特性与乐器主体备制
2024-12-20 00:00:00张科威
音乐生活 2024年9期
(一)竹笛乐器改良的发展现状与趋势
自21世纪伊始,中国的竹笛艺术领域在全球化与现代化的浪潮中取得了显著的进展。然而,在快速的发展过程中,我们也不得不正视传统竹笛在演奏实践中所遭遇的一系列挑战与限制。这些限制主要源于其作为自然材料的固有特性,即竹材的生长形态对音准和音色的影响,以及竹笛对环境温度和湿度的高度敏感性。传统竹笛因其自然生长的特性,使得每一根竹笛在音准和音色上难以达到完全的统一。竹材对于温度和湿度的变化极为敏感,这不仅影响演奏者的发挥,也增加了乐器维护的难度。在极端的气候条件下,竹笛容易出现开裂、变形等问题,从而限制了其应用范围。在膨胀系数方面,竹材与其他常见乐器材料相比亦有其不足之处,这些因素一定程度上制约了竹笛在现代音乐中的进一步发展与融合。
为了突破这些限制,许多音乐家和制笛师开始尝试对竹笛进行改良和创新。他们寻求更加稳定、易于控制的新材料,以期提升竹笛的性能和适用性。近年来,在竹笛乐器改革方面,人们尝试了各种不同的材料,如自然生长的苦竹、紫竹、斑竹等,同时也有研究者尝试使用木材、玻璃、PVC管等合成材料来替代竹材。
然而,这些改良尝试并非一帆风顺。尽管木材、玻璃、PVC等材料在耐用性和稳定性方面具有一定优势,但它们制作的竹笛在音质上往往难以达到传统竹笛的效果。这是由于这些材料的振动特性与竹材存在显著差异,导致它们在音色上难以与传统竹笛相媲美。因此,尽管这些新材料在某种程度上解决了传统竹笛的某些问题,但它们并未能完全取代竹材在竹笛制作中的地位。
目前,对于竹笛材料的探索仍在持续进行中。许多学者和研究者致力于寻找一种既能保持传统竹笛音色,又能克服其固有缺点的新材料。这一探索过程充满挑战,需要综合考虑材料的振动特性、稳定性、加工难度等多个因素。可以说在竹笛材料改良方面,我们尚未取得突破性的进展。但正是这种不断探索的精神,推动着中国竹笛艺术不断向前发展。
(二)重组竹为对象的研究可行性
重组竹,作为一种新的竹质人造材料,展现出了卓越的物理性能和环保特性。其特点包括出色的抗变形能力、耐磨损性和耐腐蚀性。该材料通过竹材重新组织和强化成型工艺制成,其中在成品制作过程中,我们采用了机床钻孔技术(控制内径与吹孔、音孔的尺寸)或采用独特的削切再卷曲技术。特别是削切再卷曲的方法,不仅突破了传统的加工模式,而且有效地保护了竹纤维的完整性,显著提高了竹材的利用率。
运用重组竹制作的竹笛,不仅保留了竹材的天然纤维结构,从而保持了竹材纤维振动传导的固有特性,而且在密度和膨胀率等关键物理性能方面,相较于未加工的原始竹材,展现出了显著的优势。以下是对几种不同种类竹材的密度与超声波声速测试系数的详细学术性比较。


重组竹在保留竹材纤维成分的基础上,密度高达1.15/cm3,是普通竹材的1.5倍,在声学实验室的测量中,重组竹的超声波声速系数表现出最优异的性能,这与其高弹性模量以及独特的微观结构紧密相关。因此,重组竹不仅具有更高的强度和出色的耐久性,还展现出卓越的声速传导性。且重组竹材料来源简单,便于压制、塑模和机器精准批量化生产。将重组竹材料应用于竹笛上,符合当今绿色环保、可持续发展的时代要求,固本次新材料竹笛的研究以重组竹为对象。
二、重组竹新式竹笛材料制造流程研究
(一)制作流程与关键技术
重组竹的构成单元是网状竹束,它是先将竹材疏解成通长的、相互交联并保持纤维原有排列方式的疏松网状纤维束,再经干燥、施胶、组坯成型后热压而成的一种强度高、规格大、具有天然竹材纹理结构的新型竹材人造板。[1]经过大量研究,重组竹的制造工艺运用于新材料竹笛上的制作流程为:选材、软化、去青、碾压、干燥、浸胶、再干燥、组坯、热压、削片、蜷曲、打孔。其中,削片与蜷曲是关键的技术环节。
在重组竹的制备过程中,可利用的原料来源十分广泛,包括但不限于4年以上的成熟毛竹,这些竹子因其生长周期长、结构稳定而成为理想的选择。此外,竹集成材生产过程中产生的剩余材料,如竹梢、竹片等下脚料,同样可以经过加工处理,转化为重组竹的原料。在竹制品的生产中,如竹席、竹帘等,产生的废竹丝也能得到有效的再利用。
1.选材:小径竹和薄壁竹,如淡竹、雷竹、麻竹、孝顺竹、青皮竹、箭竹等,因其原料特性,也是生产重组竹的优质材料。这些竹种不仅生长周期短,而且其纤维结构有利于重组过程中的纤维交织与强化,从而赋予重组竹更高的力学性能。
2.软化:使竹子在碱性溶液中受热,碱性溶液的pH值约为9.3左右,在100℃的温度下蒸煮约2~4小时,将竹材软化进行后续的加工。
3.去青:刮去竹材外层的竹青。竹青油脂含量高,胶合性能差。浙江农林大学的研究结果表明,竹材的去青与否对重组竹材料性能影响较大,去青的重组竹的物理力学性能均优于不去青的重组竹,因此去青是必要工序。
4.辗压:将竹材辗压,完全疏解成长条状竹丝束。疏解后的竹丝束纤维应呈现横向不断裂、纵向松散且相互粘连的网络状。

5.干燥:在100℃的干燥温度下将竹束干燥至含水率为10%~15%。
6.浸胶:重组竹在现有浸胶工艺中,浸胶环节通常涉及采用浸渍法,其中所使用的胶粘剂为固体含量介于25%至45%之间的酚醛树脂胶或聚氨酯胶等,浸渍时间通常为1至2分钟。而在对重组竹新式竹笛的制作过程中,我们选用了具有卓越粘合性能与生态友好性的生漆作为胶粘剂。生漆不仅因其耐腐蚀、耐磨、耐热、隔水和绝缘等优异性能而显著增强了竹笛的保护性能,还因其独特的天然质感使得竹笛的外观更加精致美观。然而,值得注意的是,生漆在漆层较厚时,自然干燥过程中可能会出现起皱现象,尤其是当表层已经干燥而内层仍未完全干透时,这种现象更为明显。所以我们采用了漆性较硬的聚酯漆作为替代方案,其在自然干燥过程中起皱现象相对不明显。
7.干燥:将浸了生漆的竹束在室内湿度60%左右的情况下阴干。(在30~50℃温度下干燥至含水率为12%左右。)
8.组坯:组坯时将干燥后的竹纤维束顺纤维方向整齐排列,定向放置均匀。
9.热压:成型制备有热压和冷压两种方式,由于冷压技术破坏竹材细胞,热压技术的施压加热固化一次完成,坯料成型过程是在很高的压力下完成加热固化的,材质产出均匀,密度统一,光滑且不易瘫边和跳丝,因此更适合新式竹笛的制作。 热压在热压成型机上进行,一般压力为4.0~8.0 MPa,温度为110~160℃,热压时间1.0~1.2min/mm板厚。
10.在重组竹材料的精细加工流程中,除机床钻孔法外,我们测试了削片再卷曲的方法。其中削片工序占据重要的地位。在削片过程中,运用专业辊式削片机,它能以极高的效率和精确度,将成型的重组竹材料削切成宽度适宜的片状。这些片状材料经过削片处理后,不仅保持了重组竹的原始特性,还具备了更好的加工性能和更广泛的应用潜力。
11.蜷曲:将削片后的重组竹依据制笛内径与外径的数据卷曲形成管状。由于竹笛的内径为非统一的内径数值,我们采用卷曲机和非平均内径卷曲轴心来卷曲。在制作时,卷曲机中间轴芯的粗细就代表了笛子的内径。
(二)重组竹材料的膨胀系数
削片步骤高度的精确性决定了重组竹片的质量,其密度和尺寸都受到吸水厚度膨胀率及板材含水率的显著影响。重组竹作为一种多孔性材料,吸水性能会导致在水分吸收后发生体积膨胀。这种膨胀现象不仅影响材料的尺寸稳定性,还可能对产品的使用性能和外观质量造成影响。因此,为了控制膨胀率并保持材料的稳定性和可靠性,削成的重组竹片必须保持较薄的厚度。通过精确的削片工艺,可以有效降低重组竹片的厚度,从而减小其吸水膨胀的潜在影响。另外,控制板材的含水率也是至关重要的,水分含量的变化会直接影响材料的膨胀性能。因此,在削片过程中,需要综合考虑材料的吸水膨胀特性和含水率,以确保削成的重组竹片具有理想的尺寸稳定性和性能表现。
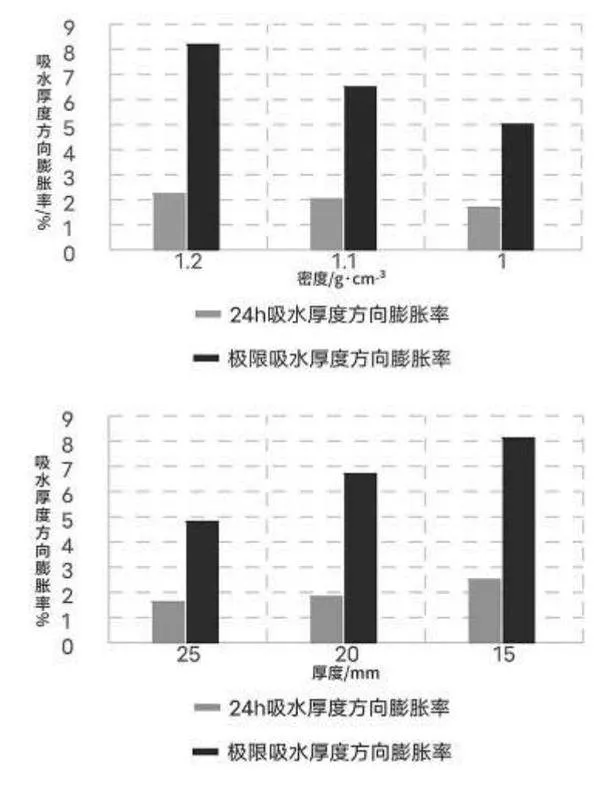
以上两图为密度和厚度对重组竹吸水厚度膨胀率的影响。可以看出,密度越小,重组竹24h、极限吸水厚度膨胀率越小。厚度越小,重组竹24h、极限吸水厚度膨胀率越大。

其次,由上表可以看出,板材含水率的平均值、方差都随着密度、厚度的增大而增大。因此,密度越大、厚度越厚的板材含水率越高,板面内不同部位含水率的不均匀性也越大。
由此可见,相对薄的重组竹片更适用于重组竹笛的制作。
三、重组竹竹笛形制研究
在现代竹笛制作中,以C调竹笛为例,其标准长度约为32厘米,口径大约为2.2厘米。关于孔距分布,从吹孔到后出音孔的距离为280毫米,吹孔至膜孔69毫米,膜孔至第六孔61毫米,第六孔至第五孔17.5毫米,第五孔至第四孔23.5毫米,第四孔至第三孔25毫米,第三孔至第二孔17毫米,第二孔至第一孔25.5毫米,以及第一孔至后出音孔41.5毫米。
在十二平均律音律体系中,竹笛的第二孔音准问题尤为突出,常出现偏低的现象。为了解决这一问题,制笛师们采用了多种方法,其中最为常见的是对第二孔进行扩孔处理,并在开孔位置上尽量靠近第三孔。这种调整方式旨在优化音准,确保演奏时的准确性。对于C调竹笛而言,由于其尺寸相对较大,这种开孔形制在手指运控上并不会造成太大负担,因此可以有效地解决音准问题。然而,对于尺寸较小的梆笛而言,情况则有所不同。由于梆笛的第二孔和第三孔间距过近,这种开孔形制可能对演奏者的运指造成一定的负担和限制。
在重组竹竹笛的精细化制作过程中,我们致力于提升演奏者的运指便捷性及音准精确性。为此,我们尝试优化开孔方式与孔距设计。方式为适度扩大第二孔的孔径,同时缩小第三孔的孔径,并进一步微调第三孔与第四孔之间的间距。这一调整基于我们校音实验,即扩大第二孔孔径后,第三孔的音高会随之上升。因此,通过缩小第三孔孔径并适度将其向第四孔方向调整,实现了音程关系的精准校正,同时优化了运指的便捷性。


四、结论与展望
在重组竹材料备制的整个工艺流程中,生漆的应用以及材料削切后采用卷曲机和非平均内径卷曲轴心制作成品,是本实验的创新点。生漆的运用为重组竹材料带来了独特的优势。作为一种天然树脂涂料,生漆以其卓越的耐水性、耐腐蚀性和耐磨性在材料保护领域有着悠久的历史和广泛的应用。在重组竹材料的备制过程中,生漆被精心涂覆在竹材表面,通过渗透作用深入到竹材内部,形成坚韧且富有弹性的漆膜。这层漆膜不仅增强了竹材的密实度和硬度,还具有卓越的弹性模量,并能有效隔绝了空气和水分,防止了竹材内部受到侵蚀。
材料削切后采用卷曲机和非平均内径卷曲轴心制作成品是本实验的另一个特点。在材料削切阶段,通过专业削片机将重组竹材料削切成宽度适宜的片状,为后续加工奠定了基础。而在卷曲过程中,采用卷曲机结合非平均内径卷曲轴心的设计,能够根据材料的特性和需求进行精确的卷曲操作。这种非平均内径的卷曲轴心设计,能够确保卷曲过程中材料受力均匀,避免了因应力集中而导致的变形和损坏。
在重组竹笛的制作过程中的实验初期,虽通过卷曲后加压将竹束沿着特定轴芯精确压制成型,确保了竹束与轴芯间形成紧密的贴合。但在成品制作完成后,如何安全有效地从笛子中移除轴芯成为了一个技术难题。由于压制过程中压力与热度的综合作用,轴芯与竹笛之间可能形成黏联,若采取强制性的抽离方法,对竹笛的结构和音质造成不可逆的损害。
此外,重组竹笛的内径设计并非保持恒定,而是采用逐渐收束的非均匀结构,这一特殊设计也增加了轴芯取出的技术难度。在边卷曲边压制过程中,由于多种因素的影响,竹束的密度和分布可能出现不均匀的情况,这不仅影响竹笛的整体美观,还可能对音色的稳定性和一致性造成负面影响。综上,如何在保证竹笛结构完整前提下,有效地移除轴芯,以及如何在压制过程中实现对竹束比例的精确控制,是下一步制作技术中需要深入研究的重要问题。
关于孔距调整方面的实验中,我们成功解决了传统竹笛中常见的二孔音准偏低的问题,还通过精确的孔位重排设计,使得二孔小二度演奏变得易于掌握。根据重新排列的指孔布局,我们将一、二孔同时开启时设定为“si”音,当单独开启二孔时为降“si”音,即通过指法运用,演奏者可以轻松地实现二孔半音阶间的转换,规避了半音按半孔的演奏方式。
然而,在实验中我们也发现了一些问题。由于三孔的缩小设计,导致了三孔的音色与其他孔位相比存在一定的差异,即音色不统一。这一问题可能会对演奏者的演奏体验和听众的听觉感受产生一定的影响。因此,在未来的研究中,我们将进一步探索如何优化孔位设计和制作工艺,以实现竹笛各孔位音色的统一和协调。
综上所述,重组竹材料的创新应用为竹笛制作带来了新的途径,但轴芯移除技术和孔位设计的挑战仍待解决。未来的研究将聚焦于进一步优化制作工艺,以实现更完美的音色统一和演奏体验,继续推动竹笛制作技术的发展。
本文系2021年度辽宁省教育厅基本科研(青年项目)“重组竹材料新式竹笛的研究与应用”( 科研编号:LJKQR2021027)的研究成果。
张科威 沈阳音乐学院民族器乐系主任、副教授
(责任编辑 崔健)
