
基于PLC的农产品视觉检测系统设计
2024-12-04 00:00:00庞小兰
中国新技术新产品 2024年10期

摘 要:工业4.0时代对生产自动化提出了智能化的全新要求。针对农产品的自动化检测分类问题,本文提出了基于PLC的视觉检测系统设计方案。其中由PLC进行总体控制,包括传送带控制、农产品分类包装以及和PC端的交互。PC端执行图像处理算法,通过Roberts边缘检测完成农产品的品质检测,得到检测结果后再回传给PLC。试验结果表明,基于PLC的控制系统成功完成了总体控制,视觉检测系统也对西瓜的品质进行了有效检测。
关键词:工业4.0;PLC;农产品;视觉检测;边缘检测
中图分类号:S 22" " " 文献标志码:A
德国正式提出工业4.0时代,标志着人类社会进入了第四次工业技术革命。蒸汽技术革命是人类历史上第一次工业技术革命[1]。继而人类社会又进行了电气技术革命和信息技术革命。在工业4.0时代,信息化技术成果将进一步推动智能化发展,这也是一个具有鲜明智能化特征的时代。作为工业4.0概念的提出国,德国致力于将物联网系统应用于生产制造的各环节,这与中国制造的战略发展理念不谋而合[2]。在工业4.0时代,各种控制器通过核心控制,并运用外围丰富的传感系统可以实现更强大的功能,进而实现各种控制过程的自动化和智能化。在工业3.0时代,可编程逻辑控制器(PLC)极大地推动了信息化的发展[3]。在工业4.0时代,PLC技术将作为物联网信息系统的控制核心,借助外部计算单元实现更强大的信息处理功能,进而实现生产过程的自动化、信息化和智能化。本文就是在这种背景下,采用PLC控制技术来构建农产品视觉检测系统。
1 基于PLC的农产品视觉检测框架设计
作为可编程逻辑器件,PLC具有方便快捷、容易扩展、可靠性高、实时性强和易于维护等很多特点,非常适宜用作复杂生产线上的控制器。为了进行农产品品质检测,本文将PLC作为核心控制器。但是PLC也存在编程语言复杂、功能有限等局限性,在其上运行大型的检测算法并不可行。因此,本文提出的农产品品质检测框架是在检测流水线上配置PLC,将其作为核心控制器以实现控制功能,并和视觉检测部分进行实时信息调度。PC端执行图像处理算法,对视觉传感器拍摄的农产品图像进行检测。在每个检测任务的开始,PLC会从PC端调取图像处理后的检测结果,进而根据检测结果对农产品进行合理分拣。本文构建的基于PLC的农产品视觉检测框架如图1所示。
从图1可以看出,PLC进行农产品检测分类的总体控制,包括传送带的控制、分类包装以及和PC端的交互。PC端执行图像处理算法,对视觉传感器拍摄的农产品图像进行品质检测,得到检测结果后,再回传给PLC端。
2 PLC控制系统设计和控制结构设计
作为农产品视觉检测系统的总体控制器,PLC需要执行整个生产线的控制任务,其对应的I/O端口配置见表1。
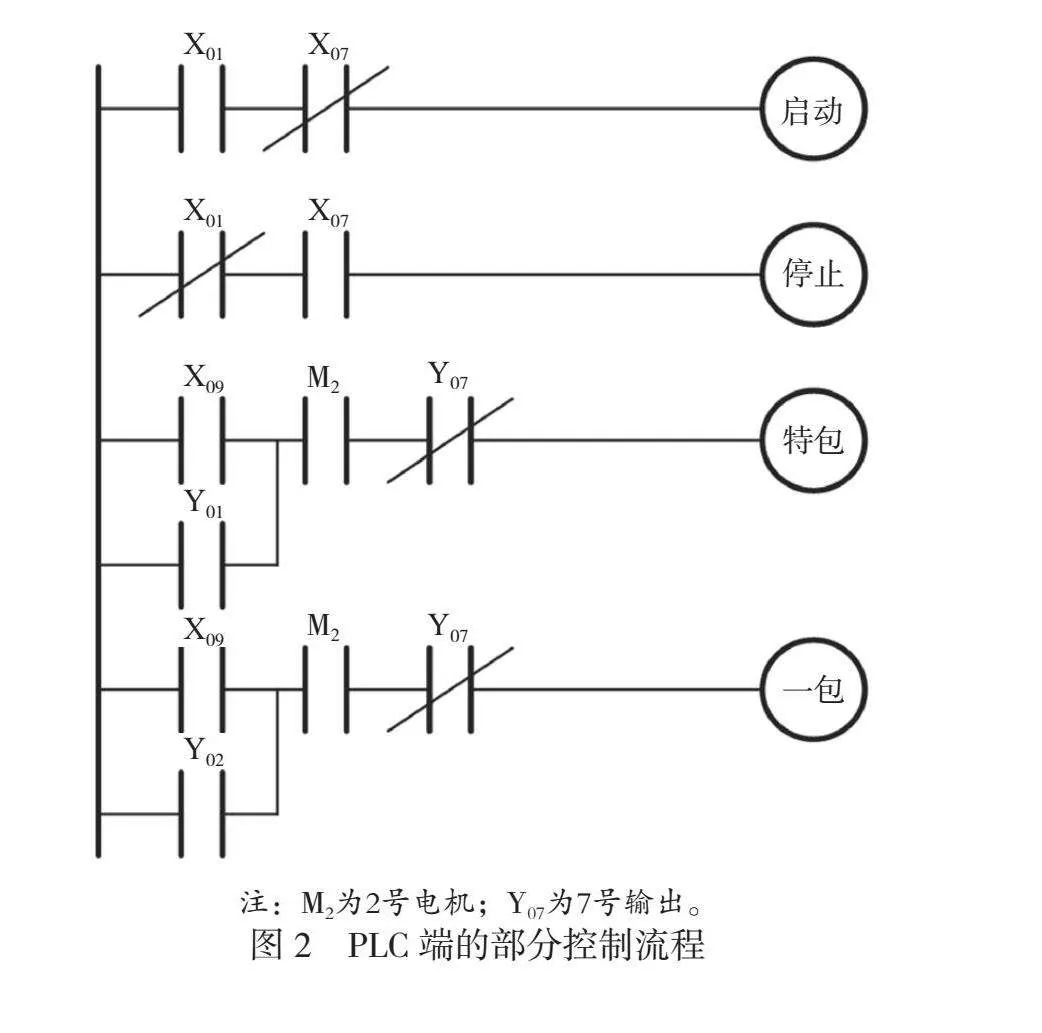
根据表1中的I/O端口配置情况和系统总体任务,PLC的部分控制流程如图2所示。
3 基于机器视觉的农产品品质检测与试验
在本文的农产品检测框架下,PLC为主控系统,PC端执行机器视觉算法,对摄像机拍摄的农产品图像进行品质检测,并将检测结果回传给PLC,PLC再对不同品质的农产品进行分拣。
为了完成农产品品质检测,必须在农产品图像中提取有用的特征信息,进行进一步分析和处理。图像中的信息种类非常丰富,多幅图像中存在连续变化的光流信息,单幅图像中存在颜色特征信息、纹理特征信息、形状特征信息以及边缘特征信息等。本文将颜色特征信息和边缘特征信息作为农产品品质检测的依据。
选择颜色特征信息的原因是绝大多数图像都包括丰富的颜色特征信息,即便是非彩色的灰度图像,其灰度等级也包括较多的色阶分布,便于进行不同图像的分析和比较。对农产品图像来说,无论是蔬菜还是水果,都包括丰富的颜色信息。而随着农产品成熟度、新鲜度改变,它们的颜色信息还会产生明显的变化。因此,以颜色特征信息作为农产品品质的判断依据具有非常好的针对性。
纹理特征信息和形状特征信息也是判断农产品品质的有效依据。但是本文选择更具适用价值的边缘特征信息。原因是如果农产品的品质发生变化,会导致其局部纹理特征发生改变,局部的边缘细节也会随之发生变化。此外,如果农产品外表出现大面积裂痕,也可以通过边缘信息检测获得。
3.1 颜色特征信息的提取
对于农产品颜色特征信息提取,从现有的数字图像存储格式来看,其颜色信息有多种不同的表达模型,如RGB颜色信息表达模型、HSV颜色信息表达模型、HIS颜色信息表达模型、CMY颜色信息表达模型以及Lab颜色信息表达模型等。
在众多颜色信息表达模型中,RGB模型是最常见的。因此,本文就在RGB模型上进行农产品颜色特征提取。为了使检测过程更可靠,本文将RGB合成通道进行三色通道的分离,从而可以从一幅RGB图像中得到3幅图像,使颜色特征信息提取更丰富。RGB颜色信息的合成表达如公式(1)所示。
C=R×2560+G×2561+B×2562 (1)
式中:C表示农产品图像的合成颜色信息;R表示农产品图像合成颜色中的红色分量信息;G表示农产品图像合成颜色中的绿色分量信息;B表示农产品图像合成颜色中的蓝色分量信息。
对于已经知道了合成颜色信息的图像,可以求取分离的颜色分量信息,如公式(2)所示。
(2)
式中:[*]表示取整的操作处理。
3.2 边缘特征信息的提取
边缘特征信息是图像中最丰富的特征信息,能非常准确地表达出图像内容的局部和细节特征。为了提取图像中的边缘特征信息,已设计出多种提取器被,如基于Roberts算子的边缘特征提取器、基于Sobel算子的边缘特征提取器和基于Canny算子的边缘特征提取器等。
在众多边缘特征提取器中,基于Roberts算子的边缘特征提取器原理简单、易于实现,算法的复杂度也相对较低,执行实时性较好,便于在自动化的流水线中使用。基于Roberts算子的边缘特征提取的数学原理如公式(3)所示。
(3)
式中:f(x,y)表示农产品原始图像信息。
Roberts算子的计算过程包括2个偏导的计算,如公式(4)所示。
(4)
3.3 特征提取和农产品品质检测
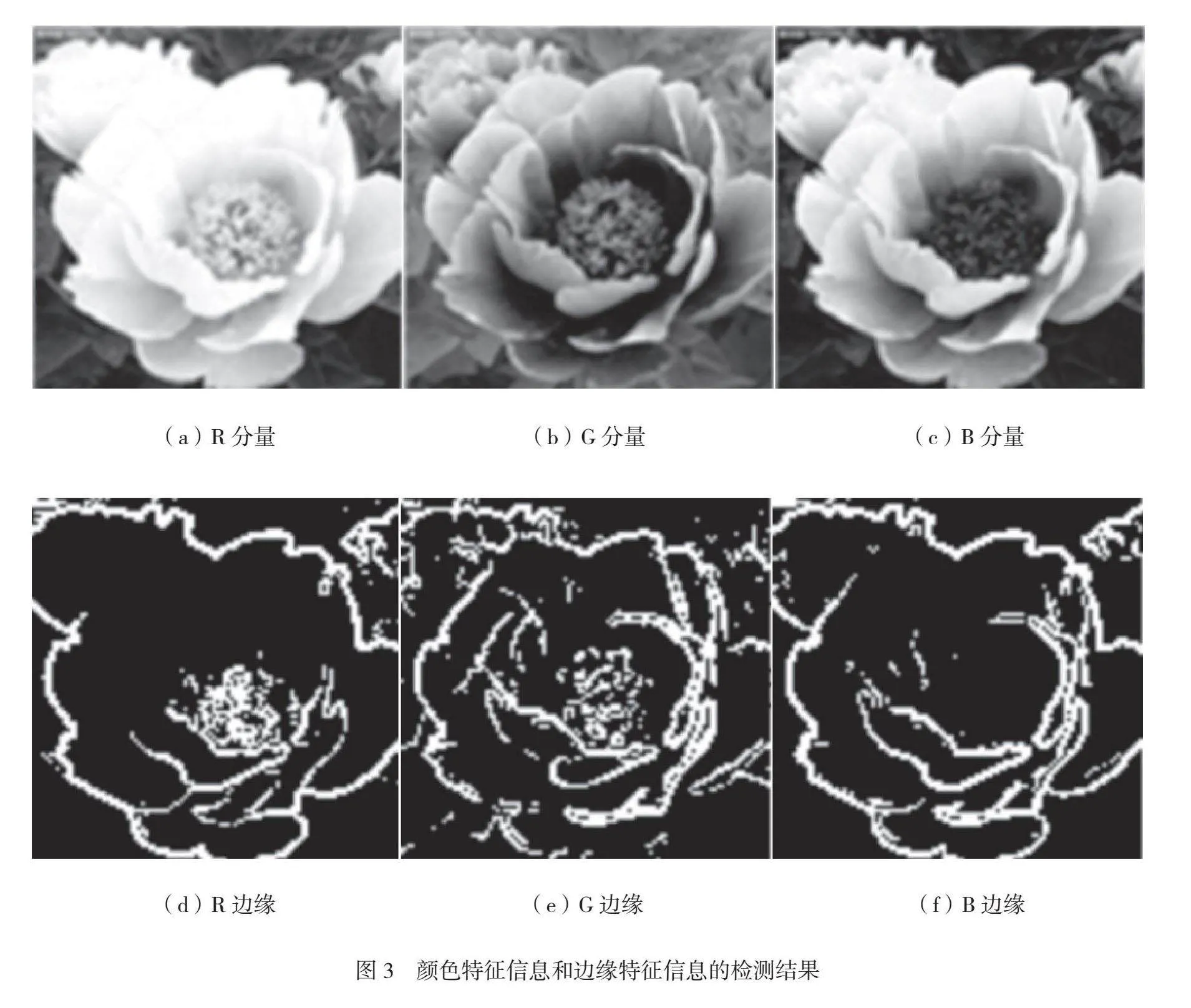
为了便于说明本文的特征提取过程,下面基于一幅鲜花图像进行颜色特征信息和边缘特征信息提取,结果如图3所示。
从图3可以看出,先根据公式(1)、公式(2)所示方法,对鲜花原始图像进行3个分量的分离,进而采用公式(4)、公式(5)所示方法,对3个分量图像进行边缘检测。至此,可以得到6幅特征图像信息,增强了品质检测的可靠性。
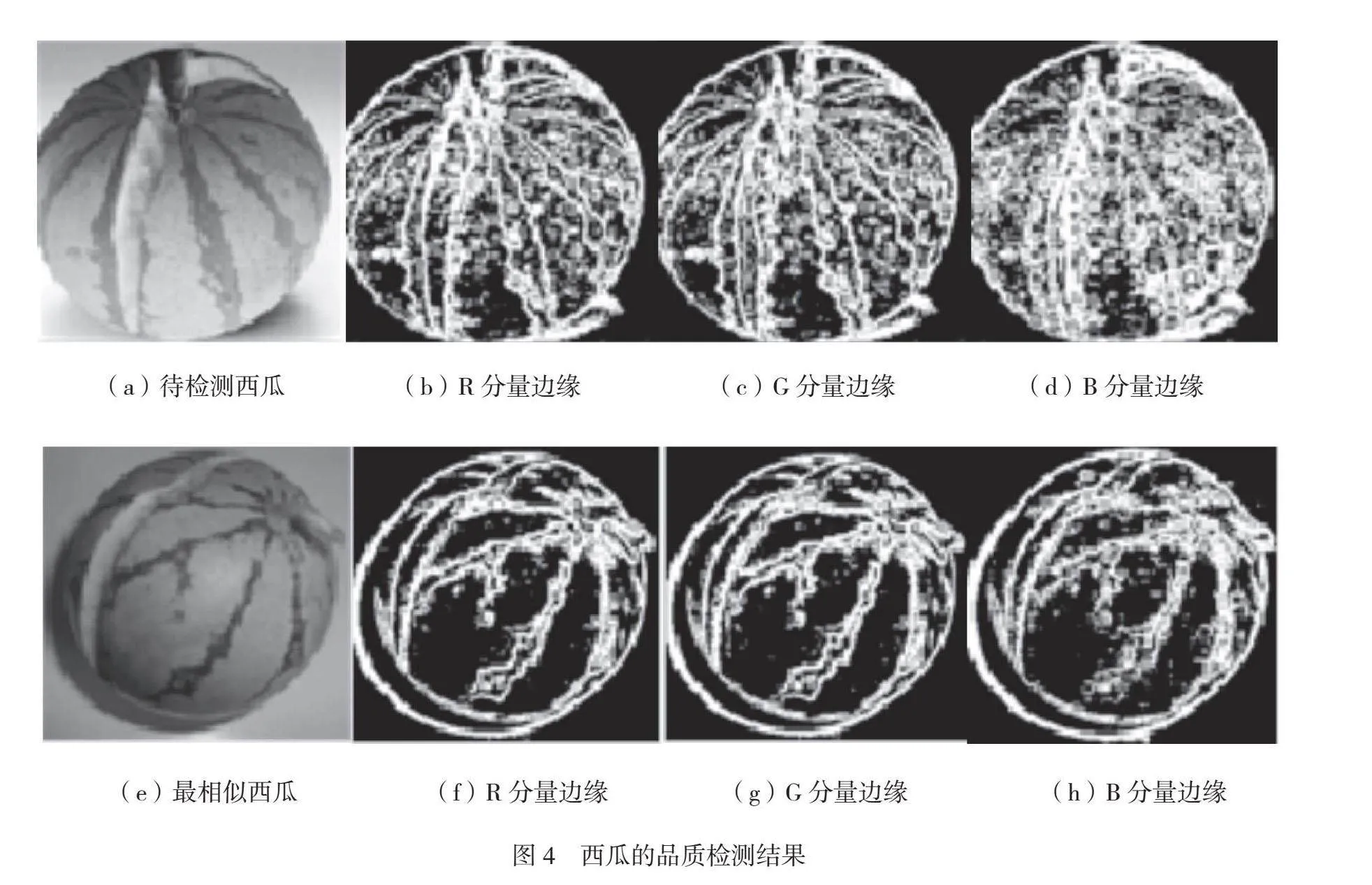
在PLC总体控制、PC端执行品质检测算法的框架下,对农产品西瓜进行品质检测,结果如图4所示。
在界面上方的主显示区,分拣流水线上的西瓜被拍摄成图像,通过PC端的检测算法得到3组边缘信息图,并和数据库图像中的品质进行比较,确定为裂缝西瓜。该检测结果将被回传给PLC端。PLC端将控制分拣过程,将此西瓜分拣到残次品类别,不能进行正常包装。
4 结论
3次工业技术革命后,工业4.0时代以信息化促智能化的趋势已经形成。PLC通过配合外围算法模块,构建出更具智能化、自动化程度更高的控制系统。本文设计了基于PLC的视觉检测系统,用于农产品品质检测。在该系统中,PLC进行总体控制,并将耗时大、复杂度高的视觉检测算法配置给PC端进行处理,再通过PC端的品质检测结果指导流水线上的分拣包装。在视觉检测过程中,本文使用了颜色信息结合边缘信息的方法,并通过试验加以验证。试验结果表明,西瓜的品质得到了有效检验,并可以及时回传给PLC,进而指导流水线分拣包装过程。
参考文献
[1]张可云,蔡之兵.全球化4.0、区域协调发展4.0与工业4.0——“一带一路”战略的背景、内在本质与关键动力[J].郑州大学学报(哲学社会科学版),2022,22(3):264-271.
[2]李金华.德国“工业4.0”与“中国制造2025”的比较及启示[J].中国地质大学学报(社会科学版),2023,15(5):71-79.
[3]胡青龙.基于三菱PLC控制的全自动分板包装机的设计与实现[J].自动化技术与应用,2022,41(1):41-44.
作者简介:庞小兰(1983-),女,广西北流市人,本科,工程师,主要研究方向为PLC技术、电工实训和机械加工。
电子邮箱:308192796@qq.com。
猜你喜欢
电子制作(2018年19期)2018-11-14 02:37:08
自动化学报(2017年11期)2017-04-04 02:52:58
少儿科学周刊·儿童版(2017年2期)2017-03-29 21:38:30
通信产业报(2016年44期)2017-03-13 08:41:45
少儿科学周刊·儿童版(2015年11期)2015-12-17 03:39:38
儿童绘本(2015年8期)2015-05-25 17:55:54
噪声与振动控制(2015年4期)2015-01-01 07:08:21
轴承(2010年2期)2010-07-28 02:26:12
雕塑(1999年2期)1999-06-28 05:01:42
雕塑(1996年2期)1996-07-13 03:19:02
