ZB45B包装机烟包成型通道的改进
2024-12-04 00:00:00张能全张庆楠马坚杨昆黎少华张继伟
科技创新与应用 2024年34期



摘 要:为解决YB45B型5.4 mm×100 mm规格细支硬盒包装机冷机启动时机器不能全速运行,频繁触发8号轮出口堵塞信号的问题,需以200包/分的速度运行30~40 min后才能全速运行。为此在原输送通道的基础上设计一种YB45B新型烟包成型通道底板。新型烟包成型通道由输送通道、上下输送带、聚甲醛底板、簧片、带轮、张紧装置及翻转器构成。以昆明卷烟厂生产的“云烟(细支云龙)”牌卷烟为对象进行测试,结果表明,应用改进的新型烟包成型通道后,冷机启动后机器即可全速运行,单机台每天可增加产量1.44~1.92箱。该技术可提高设备连续运行能力,为提高卷烟包装设备的维保效率提供支持,提升设备有效作业率,降低了维护成本及生产成本。
关键词:YB45B硬盒包装机;烟包成型通道;冷机启动;全速运行;聚甲醛底板
中图分类号:TS43 文献标志码:A 文章编号:2095-2945(2024)34-0132-04
Abstract: In order to solve the problem that the YB45B type 5.4×100 mm fine-weight hard box packaging machine cannot run at full speed when the machine is cold started, and the outlet blockage signal of the No. 8 wheel is frequently triggered, it needs to run at a speed of 200 bags/minute for 30~40 minutes before it can run at full speed. To this end, a YB45B new cigarette pack forming channel base plate was designed based on the original conveying channel. The new cigarette pack forming channel consists of a conveying channel, upper and lower conveying belts, polyacetal base plates, reed, belt wheels, tensioning devices and overturning devices. The test was carried out on the "Yunyan Cigarette" brand cigarettes produced by Kunming Cigarette Factory. The results showed that after applying the improved new cigarette pack forming channel, the machine could run at full speed after the cold machine was started, and the output could be increased by 1.44~1.92 boxes per day. This technology can improve the continuous operation capability of equipment, provide support for improving the maintenance efficiency of cigarette packaging equipment, improve the effective operation rate of equipment, and reduce maintenance costs and production costs.
Keywords: YB45B hard box packaging machine; cigarette pack forming channel; cold machine start; full speed operation; polyacetal base plate
ZB45B型硬盒包装机组主要由YB45B小盒包机、YB55B小盒透明纸包装机、YB65B硬条盒包装机和YB95B条盒透明纸包装机组成[1],是基于意大利G.D公司专有技术转化设计的国产中速包装设备。因其操作简单、传动结构稳定可靠、工艺流程直观和维护成本低,该机型在本集团各生产厂仍然是主力机型,在昆明卷烟厂主要承担了5.4 mm×100 mm细支烟各系列产品的生产。其中YB45B主要完成小盒的折叠、干燥和输送工作。当设备停机4 h以上,温度下降到室温后冷机启动后全速运行(320包/分),烟包到达烟包成型通道时,存在输送带打滑的现象,无法正常输送烟包,轻则烟包变形影响质量,重则导致烟包堆积在8号轮出口处,从而触发8号轮出口堵塞信号。为此,设计一种新型的烟包输送通道,当冷机启动后即可全速运行,避免烟包输送时输送带打滑。
1 问题分析
1.1 工作原理
原机上的烟包成型通道,如图1所示,主要由输送通道、上下输送带、翻转器、簧片、张紧器和带轮等组成。上下输送带2的运动主要由带轮6带动,而带轮的动力是通过一系列的齿轮从机器上传来。当合格的烟包从8号轮出口输入成型通道,粘胶未干的烟包在上下输送带的作用下向下一工艺流程继续输送,在簧片4的作用下保持压紧状态,保证烟包到达翻转器3后小盒内粘胶牢固黏合商标纸。
1.2 存在问题
通过一周连续观察,早班操作工在YB45B包装机冷机启动后,合格烟包到达成型通道时全速运行(320包/分),烟包到达烟包成型通道时,存在上、下输送带打滑的现象,无法正常输送烟包,导致烟包堆积在8号轮出口处,从而触发8号轮出口堵塞信号。操作工为解决该问题采取的措施为:怠速运行(200包/分)30~40 min,上下输送带不打滑后再全速运行。
2 烟包成型通道的改进
为解决设备怠速运行的问题,需要解决输送带打滑问题。因此,在原有成型通道的基础上改进一种新型的烟包成型通道。
2.1 带传动机构和打滑的定义
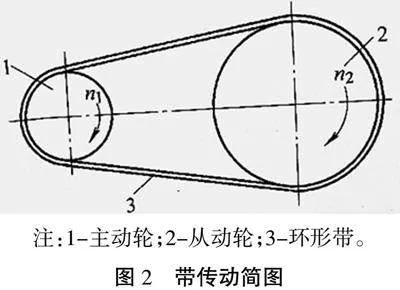
带传动是通过中间挠性件传递运动和力的,适用于两轴中心距较大的场合,与齿轮传动相比,具有结构简单、成本低廉等优点。如图2所示,带传动通常由主动轮、从动轮和环形带组成。安装时带被张紧在带轮上,这时带所受的拉力被称为初拉力,它使带与带轮接触的面产生一个压力,主动轮回转时,带与带轮间的摩擦力拖动从动轮一起回转,从而传递运动和力。摩擦型传动带按横截面不同可分为V带、平带和特殊截面带(圆带、多锲带等)三大类。
当外载荷所需的圆周力大于主动轮轮缘间与带的极限摩擦力时,带与轮缘表面将产生显著的相对滑动,这一现象称为打滑。打滑将使带的摩擦加剧,导致传动失效,虽打滑现象可以避免机器过载,但在烟包成型通道中应该避免。
2.2 打滑原因分析
烟包成型通道的输送带为平带,两轴平行且回转方向相同,两带轮的直径相等,主动轮的包角在张紧轮的作用下为150°,从动轮的包角为180°。如前所述,带必须以一定的初拉力张紧在带轮上。以下输送带为例简化分析:静止时,带两边的拉力都应该等于初拉力F0(图3(a));传动时,由于轮面与平带间的摩擦力作用,平带两边的拉力不再相等(图3(b))。绕进主动轮的一边,紧边拉力由F0增加到F1;松边拉力由F0减为F2。设平带的总长度不变,则紧边拉力的增加量F1-F0应等于松边拉力的减少量F0-F2,即
F0=1/2(F1+F2)。(1)
两边拉力之差为有效拉力,也就是带所传递的圆周力F,即
F=F1-F2。(2)
圆周力F(N)、带速v(m/s)和传递功率P(kW)之间的关系为[2]
P=。(3)
通过查阅资料可知,增大带轮的包角或(和)增大带轮与带的摩擦系数,都可以提高带传动所能提供的圆周力F[3]。此次改进遵循着不改变或尽量少改变原机传动和结构的原则,对该部位进行分析,由式(3)可知,冷机状态全速运行皮带打滑是因为传递功率下降,由于v为全速状态,所以根本原因是带所传递的圆周力F下降。由式(1)和式(2)式可知F0为定值,F下降主要有以下几种情况:
1)F1不变,F2变大。
2)F1变小,F2不变。
3)F1和F2同时增大,但F1增大的幅度比F2小。
4)F1和F2同时减小,但F1减小的幅度比F2大。
通过观察成型通道下皮带,设备处于停机状态时,平带松边均为自由状态,如图4所示。
所以,F2应为定值。故圆周力F下降应为情况(2)F1变小,F2不变。
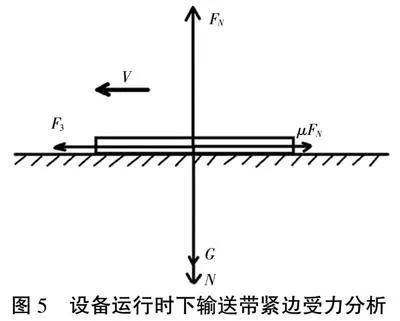
接下来分析设备冷机启动后F1变小的原因,对运行中输送带紧边截取一段进行受力分析,如图5所示。
竖直方向上:输送通道对皮带的支持力FN等于平带本身的重力G与烟包对平带的力N之和。即
FN=G+N。 (4)
水平方向上:F1等于主动轮与平带的静摩擦力F3和平带与输送通道之间的动摩擦力μFN之差,其中μ为平带与输送通道间的摩擦系数。即
F1=F3-μFN。 (5)
因为同样规格的烟包,所以式(4)中的FN为定值;主动轮与平带的静摩擦力F3也为定值。对式(5)进行分析,F1减小,F3和FN不变,即μ变大。
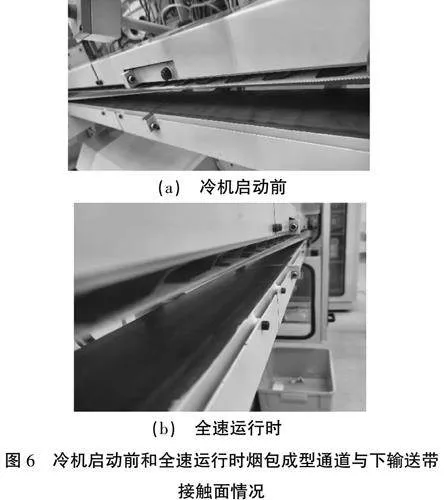
通过对冷机启动前(图6(a))和全速运行时(图6(b))烟包成型通道与下输送带接触面情况进行观察,如图6所示。
接触面情况
由上可知,μ变大是由于机器停机4 h以上,烟包成型通道发生氧化反应,表面生成致密的氧化物。导致μ变大[4],从而导致F1减小。输送通道下底板为一平面导板,表面涂有光滑且耐磨的特氟龙涂层以减小运动摩擦力。输送通道的上导板上安装有一排弹片,用以对烟包施加一定的压力保证烟包平稳输送和可靠粘接牢固。由于加工工艺的原因和正常的磨损,随着使用年限的增加,烟支下导板上的涂层会发生磨损直至部分或完全消失,这样就导致下输送带的摩擦阻力增大,导致输送带打滑从而导致烟包发生堵塞现象。
针对上述问题,设计一种不污染烟包、无毒、自润滑、具有良好加工性能的底板,是解决上述问题的方案。选材方面通过分析ZB45B机型该部位适合的材料为不锈钢板、聚酰胺(尼龙)板和聚甲醛板,通过成本和特性分析最终选用YB45B 2号轮模盒所使用的材料为聚甲醛。
3 聚甲醛底板的设计
聚甲醛是一种表面光滑,有光泽的硬而致密的材料,淡黄或白色,可在-40~100 °C温度范围内长期使用。它的耐磨性和自润滑性也比绝大多数工程塑料优越,又有良好的耐油,耐过氧化物性能。但很不耐酸,不耐强碱和不耐太阳光紫外线的辐射。
聚甲醛的拉伸强度达70 MPa,吸水性小,尺寸稳定,有光泽,这些性能都比尼龙好,聚甲醛为高度结晶的树脂,在热塑性树脂中是最坚韧的。具抗热强度,弯曲强度,耐疲劳性强度均高,耐磨性和电性能优良[5]。
下输送通道的工作面长度为2 438 mm,宽度为100 mm。因此设计1块前底板和8块后底板用于降低输送带与输送通道间的动摩擦系数,底板与输送通道为螺栓固定。
3.1 设计零件图
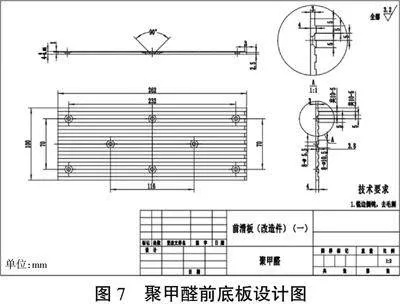
设计聚甲醛前底板[6]如图7所示。
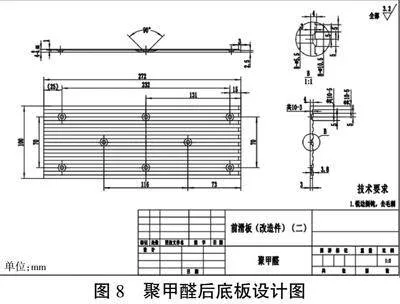
设计聚甲醛后底板如图8所示。
3.2 制造零件
根据图7和图8的零件图,采购原材料和标准件,委托外协单位按照图纸加工出一套底板,包括1块前底板和8块后底板。
4 项目实施
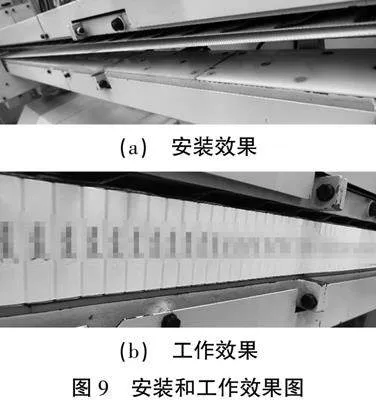
按照改进思路,加工和采购到所有配件后,我们首先在60#机组上安装了改造后的烟包成型通道聚甲醛底板(图9(a)),通过手动盘车检查,设备低速运行,高速空车运行,改造后底板与其他部件无干涉,烟包在成型通道能顺利输送(图9(b))。设备带料冷机启动后,设备全速运行,输送带无打滑现象,符合设计预期。安装效果和运行效果如图9所示。
设备运行1个月中,我们对该机组早班的运行情况做跟踪观察记录,冷机启动后全速运行输送带不再打滑,烟包成型通道内烟包无变形,8轮出口堵塞停机现象不再发生。改造达到预期目的,取得成功。
5 结束语
项目在实施以后,达到了预期效果,但是,要保持改造后的设备长期稳定运行,还需要机修人员定期对改造后的部位进行定期的检查清洁维护。通过对烟包成型通道的改造,从根本解决了由于该部位导致的质量问题和劳动强度,保障了产品质量,提升了设备效率,降低了物料消耗,达到了预期的效果。下一步我们将跟踪行业先进技术和方法,以解决实际生产中的各种难点问题,真正追求产品质量零缺陷,使生产更加高效,为工厂的发展做些有意义的事情。
这一项目的改造成功,在烟草行业的同类设备中具有一定的实用性和创新性,可在同类设备或设备其他类似部位进行推广和运用。这对于提高企业的产品质量、降低原辅材料的消耗,提高设备有效作业率,减轻职工的劳动强度,具有十分重要的意义。
参考文献:
[1] GDX2机组培训教材[Z].GD公司,2017.
[2] 杨可桢,程光蕴,李仲生.机械设计基础[M].北京:高等教育出版社,2006.
[3] 杨依真,王延相,王成国,等.新型高效聚酯平带摩擦传动的探讨[J].纺织器材,2011,38(3):5-9.
[4] 徐立伟.带传动摩擦系数测试方法及试验装置结构设计[D].长春:长春理工大学,2019.
[5] 杨军,王启,陈海华,等.高刚性聚甲醛结构与性能研究[J].合成材料老化与应用,2024,53(2):1-3.
[6] 郭朝勇.AutoCAD R14(中文版)二次开发技术[M].北京:清华大学出版社,1999.
第一作者简介:张能全(1990-),男,助理工程师。研究方向为卷烟封装设备机械修理。
*通信作者:张继伟(1969-),男,二级操作师。研究方向为卷烟封装设备机械修理。