FK465型封箱机条缺包在线检测装置的设计与应用
2024-12-04 00:00:00陈可可赵修勇苏家骅包永源宋燕宏
科技创新与应用 2024年34期
摘 要:封箱机作为产品包装的重要设备之一,其性能的优劣直接影响到整个包装生产线的运行效果。该文设计一种封箱机条缺包在线检测装置,并对其性能进行验证。通过对现有检测技术的研究分析,提出基于多点位传感器融合的检测方案。详细阐述检测装置的硬件组成、程序设计以及工作流程。实验结果表明,该装置能够准确、快速地检测出封箱机中的条缺包问题,显著提高生产质量和效率。
关键词:FK465型;封箱机;条缺包;在线检测;传感器
中图分类号:TS43 文献标志码:A 文章编号:2095-2945(2024)34-0115-04
Abstract: As one of the important equipment for product packaging, the performance of the box sealing machine directly affects the operation effect of the entire packaging production line. In this paper, an online detection device for strip missing in box sealing machines is designed and its performance is verified. Through the research and analysis of existing detection technologies, a detection scheme based on multi-point sensor fusion is proposed. The hardware composition, program design and work flow of the testing device are described in detail. Experimental results show that the device can accurately and quickly detect the problem of missing strips in the box sealing machine, significantly improving the production quality and efficiency.
Keywords: FK465; box sealing machine; strip missing package; online detection; sensor
在现代工业生产中,封箱机的应用日益广泛。然而,在封箱过程中,由于各种原因可能会出现条缺包的情况,即包装箱内缺少规定数量的产品条或包装不完整。条缺包不仅会导致产品数量不符,影响企业的销售和信誉,还可能引发客户投诉,增加售后成本。同时,未被及时发现的条缺包产品流入市场,可能违反相关质量法规,使企业面临法律风险。因此,解决封箱机条缺包问题至关重要。
1 存在的问题
在实际生产运行中,烟包在包装机条盒包装前,由烟包整理机构将10包烟包整理成2排叠加的状态,再由推杆从烟包侧面推送到条盒商标纸的折叠机构中,在推杆从烟包侧面推送过程中,若下层烟包缺包,上层烟包会掉落到下层烟包缺包的位置,而上层烟包缺包,后续无法补充缺失的烟包,缺包的烟条一旦流入市场,既损害了消费者利益,又给卷烟企业形象造成不利影响。传统卷烟企业很少在产品出厂前的最后一道关卡封箱机区域设置烟条缺包检测装置,卷烟产品的质量得不到保障,还会对企业形象造成极大影响,存在质量安全隐患。
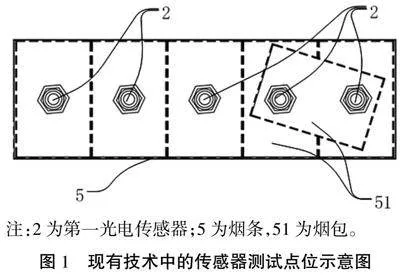
在现有的烟条缺包识别装置中,如申请号为CN201921991745.3的中国实用新型专利公开了一种复合式缺包检测装置,包括上盖板、下盖板、真空发生器、左侧板和右侧板,其中,上盖板、下盖板上分别对应固定安装有数个光电传感器A、数个光电传感器B。光电传感器A、光电传感器B对烟包的存在进行一对一线性检测,若出现缺包的情况,无论缺包位置在任何一处,且缺包位置旁的烟包怎样放置,都将被光电传感器A、光电传感器B检测,而后在真空发生器的作用下,进行二次检测。但该装置针对包装完成的烟条还存在以下缺陷:①该装置是使用在条盒商标纸折叠之前,烟包未装入条盒,而下盖板为固定板,烟包进入需要推杆推送,该装置不适用于包装机与封箱机之间的快速输送通道;②光电传感器一对一检测存在如图1所示的缺陷,当烟条缺包时,若缺包位旁的烟包在输送途中转动了方向,烟包横向挡住了2个光电传感器,则该光电传感器可能会将该缺包烟条检测为合格烟条,从而使缺包烟条流入市场,损害消费者利益,又给卷烟企业形象造成不利影响。
2 原因分析
目前,针对封箱机条缺包的检测方法主要有人工检测、称重检测和机器视觉检测等。
人工检测是最传统的方法,但其检测效率低、准确性差,且容易受到人为因素的影响。
称重检测通过比较包装箱的实际重量与预设标准重量来判断是否存在条缺包问题。然而,这种方法对于重量差异较小的条缺包情况难以准确检测,并且容易受到包装材料重量变化的干扰。
机器视觉检测是一种基于图像处理技术的非接触式检测方法,具有检测速度快、准确性高、适应性强等优点。但单一的机器视觉检测在复杂环境下可能会出现误检和漏检的情况。
3 改进措施
3.1 结构设计
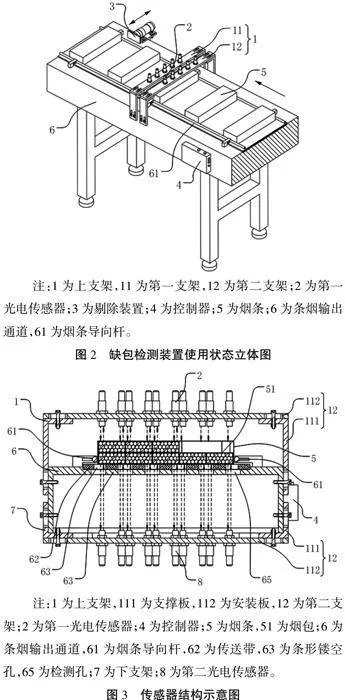
针对现有检测技术的不足和存在的问题,设计了一种FK465型封箱机烟条缺包识别剔除装置,如图2所示,包括安装于封箱机的条烟输出通道上方的支架,支架上设置有2排光电传感器,每排5个,2排光电传感器排列方向与条烟输出通道输送方向相垂直,且2排光电传感器错位设置,检测方向竖直向下;支架下游的条烟输出通道上安装有用于剔除缺包烟条的剔除装置,条烟输出通道一侧设置有控制器,控制器与10个光电传感器和剔除装置电性连接。每2个光电传感器检测一个烟包的对角位置,当烟条缺包时,即使缺包位置旁的烟包转动方向、晃动,烟包不管是处于什么角度也无法覆盖全部光电传感器的检测范围,第一光电传感器和第二光电传感器能准确检测出烟条是否缺包,检测精度高。传感器结构示意图如图3所示。
3.2 电路设计
根据设计的基于传感器的封箱机条缺包在线检测装置。该装置主要由传感器模块、数据处理模块和报警输出模块组成。
光电传感器模块通过发射光束到物体表面,然后接收反弹回来的光信号,将光信号转换成电信号,形成输出,通过检测金属铝纸检测缺包信息。数据处理模块负责对传感器数据进行处理和分析,通过融合传感器数据,实现对条缺包的准确检测。报警输出模块在检测到条缺包问题时,及时发出声光报警信号,并将相关信息反馈给封箱机控制系统,以便剔除不合格产品。
4 条缺包检测剔除装置工作流程
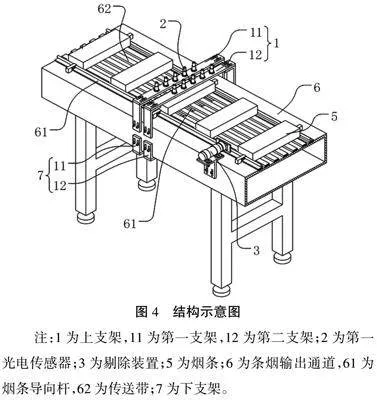
通过条烟输出通道6两侧的烟条导向杆61定位烟条5的位置,通过安装在条烟输出通道6上方的上支架1和安装在条烟输出通道6下方的下支架7支撑固定第一光电传感器2和第二光电传感器8,上支架1和下支架7结构相同,均通过支撑板111上的第一腰型槽调节检测高度,通过安装板112上的第二腰形槽调节横向检测位置;本装置通过10个第一光电传感器2检测烟条5内的上层烟包51,通过10个第二光电传感器8检测烟条5内的下层烟包51,每2个第一光电传感器2检测一个上层烟包51的对角位置,每2个第二光电传感器8检测一个下层烟包51对角位置。
第一光电传感器2和第二光电传感器8为发射器和接收器同体的传感器,发射器发射红外光束信号,红外光依次穿透非金属材料的烟条5塑封塑料、烟条5条盒商标纸和烟包51商标纸后,经包装烟支的金属材料铝箔纸反射,由第一光电传感器2和第二光电传感器8的接收器接收铝箔纸反射的红外光束信号,并转换为电信号传输到控制器4。控制器4根据第一光电传感器2和第二光电传感器8反馈的信号判断烟条5是否缺包。
烟条5在条烟输出通道6输送过程中,当其中的1个第一光电传感器2被烟包51触发后,在第一光电传感器2被烟包51触发的时间内,其他9个第一光电传感器2需同时感应到烟包51,即10个第一光电传感器2需同时被烟包51触发,控制器4判定烟条5无缺包,否则判定为烟条5缺包;下支架7上10个第二光电传感器8的检测方式同理,当其中的1个第二光电传感器8被烟包51触发后,在第二光电传感器8被烟包51触发的时间内,其他9个第二光电传感器8需同时感应到烟包51,即10个第二光电传感器8需同时被烟包51触发,控制器4判定烟条5无缺包,否则判定为烟条5缺包;当控制器4判定烟条5缺包时,控制器4控制剔除装置3上的推出器推出,将缺包烟条5从条烟输出通道6侧面快速推出,剔除缺包烟条5。结构示意图如图4所示。
5 效果验证
为了验证封箱机条缺包在线检测装置的性能,进行了一系列实验。
5.1 实验准备
选取不同规格、不同封箱机机型产品进行实验。实验在实际生产环境中进行,确保检测装置能够适应真实的工作条件。
5.2 实验过程
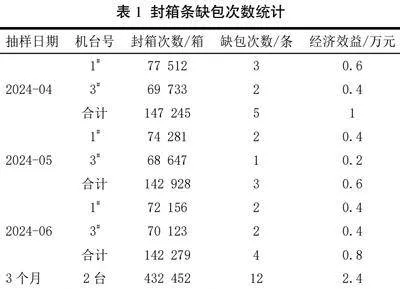
改进后车间选取2台(1#、3#机台)封箱机设备进行条烟缺包统计,连续统计3个月,统计结果见表1。
5.3 实验结果分析
实验结果表明,该检测装置具有良好的稳定性和可靠性,能够长时间连续工作,在不同工作条件下均能够准确检测出封箱机中的条缺包问题,实用性强,3个月在1#和3# 2台封箱机上共产生经济效益2.4万元,推广价值高,已在卷包车间6台封箱机上进行推广应用。在不改变原机运行方式的前提下,有效避免条烟进入烟箱时由于位置偏移造成的条缺包现象,提高了设备生产效率,降低了产品的质量风险,提高了企业经济效益。
6 结论
本文设计的封箱机条缺包在线检测装置,结合了传感器融合技术,能够有效地解决封箱过程中条缺包的检测问题。通过实验验证,该装置具有检测准确率高、速度快、稳定性好等优点,能够显著提高生产质量和效率,降低企业生产成本和质量风险。在未来的研究中,可以进一步优化检测程序,提高装置的适应性和智能化水平,以满足更加复杂的生产需求。
参考文献:
[1] 杨可桢,程光蕴.机械设计基础(第五版)[M].北京:高等教育出版社,2011.
[2] 申永胜.机械原理教程(第2版)[M].北京:清华大学出版社,2007.
[3] 蔡培良,罗勇,郑利明,等.立包包装机出口烟条缺包检测装置的设计[J].包装工程,2022,43(5):211-218.
[4] 王振国,吴泉兰,张华,等.光电式缺包检测可靠性运用研究[J].轻工科技,2020,36(1):109-110.
第一作者简介:陈可可(1994-),男,助理工程师。研究方向为高速封箱机械。